炼厂氢气资源优化利用
2022-05-31张凯鹏
张凯鹏
(洛阳石化工程设计有限公司 , 河南 洛阳 471012)
氢气是一种宝贵而又洁净的能量资源,在石化行业中,它既是石油炼制和石油化工的副产品,又是石油炼制和石油化工加氢工艺的重要原料。近年来,随着原油资源储量的日益减少,原油的高硫化、酸质化现象愈发严重,我国炼油企业通过不断进行技术升级和结构调整改造以适应原油劣质化的现状。为了降低汽车尾气中的SO2、NOx、CO等有害物质的含量,车用汽油、柴油中的硫、烯烃、芳烃含量等指标控制越来越严格。深度加氢工艺是油品实现脱硫、烯烃饱和、降低芳烃含量、满足国家新标准的有效手段。随着加氢工艺日益广泛的应用,对氢气的需求也迅速增加。氢气已成为炼油企业提高轻油收率、改善产品质量不可缺少的基本原料,氢气成本已经是炼厂原料成本中仅次于原油的第二位成本要素。氢源已经成为制约炼油工业生存发展的瓶颈,提高氢气利用率日益重要。本文主要是对炼厂产氢耗氢装置和氢气资源现状进行分析,通过氢气资源优化利用,挖掘廉价氢源,降低氢气成本,对炼厂气中的氢气进行回收意义重大,对于提高炼厂的经济效益尤为重要。
1 全厂氢气资源情况及优化思路
1.1 主要产氢耗氢装置
中国石油化工股份有限公司洛阳石化公司(以下简称洛阳石化)主要耗氢装置有260万t/a柴油加氢装置、220万t/a蜡油加氢装置、80万t/a催柴加氢装置、150万t/a S-Zorb装置、80万t/a航煤加氢装置。产氢装置主要有70万t/a 1#连续重整装置、4万Nm3/h制氢装置、芳烃PSA装置。其中70万t/a 1#连续重整装置产氢量43 000 Nm3/h,4万Nm3/h制氢装置因转化炉能耗高装置处于停工状态,芳烃PSA装置产氢量约3 000 Nm3/h,氢气缺口靠外购氢的氢气管网补足。优化前全厂氢气平衡情况见表1。
1.2 氢气资源优化的思路
依据目前洛阳石化的生产情况,需外购济源氢15 000~20 000 Nm3/h,才能满足全厂氢气平衡。随着加工原油性质变差,以及油品质量的升级,全厂对氢气的需求还将进一步增加。1#重整装置设计处理量为87.5 t/h,目前处理量维持在93 t/h,产氢能力受原料影响较大。在全厂加工高硫油期间,重整进料中的环烷烃为28%~32%,馏程67~175 ℃,产氢量为39 000~42 000 Nm3/h。在全厂加工低硫油期间,重整进料中的环烷烃为35%~39%,馏程为69~175 ℃,产氢量为44 000~46 000 Nm3/h,综合产氢能力约43 000 Nm3/h,而因预处理单元与重整单元长期超过设计负荷,导致部分设备卡边操作,处理量已到极限,因此在原料性质不变的情况下,产氢量已无空间。芳烃PSA正常运行,但因氢气压缩机出口压力低,制约了氢气的产量。并且经过分析发现,洛阳石化各类加氢装置所产生的低分气等含氢气含量较高的富氢气体没有进行回收,直接并入瓦斯管网中作为瓦斯烧掉,存在一定的资源浪费。通过优化芳烃PSA氢管网压力及增设富氢气体回收设施能够增产氢气,减少外购氢气量,达到降低生产成本,增加经济效益的目的。
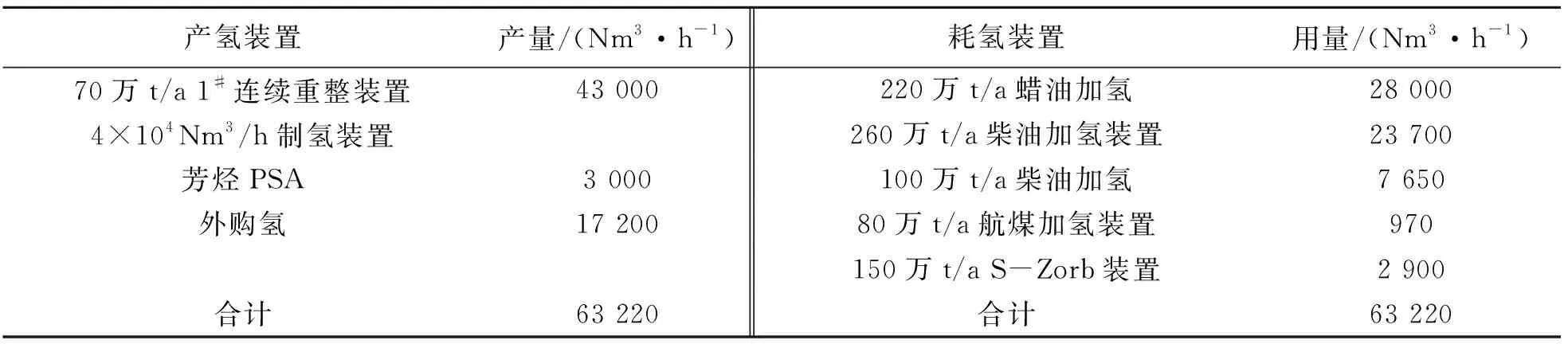
表1 优化前全厂氢气平衡情况
------------------------------
2 氢气资源的优化
2.1 提高芳烃PSA的氢气产量
芳烃PSA原料气为1#催化裂化装置和2#催化裂化装置脱硫后的催化干气,目前因芳烃PSA的氢气压缩机因机组原因出口压力较低,而全厂氢气管网压力为3.5 MPa,故产品氢并网困难,制约了氢气产量。通过对芳烃联合装置氢气流程的优化,为芳烃PSA装置寻找部分低压氢气用户,降低芳烃PSA装置内氢管网压力至3.0 MPa,保证PSA装置各机组稳定运行,为提高装置负荷创造条件。改造后芳烃PSA装置催化原料气处理量由原来的8 000Nm3/h提高至12 000 Nm3/h,能够多回收氢气约1 300 Nm3/h,提高了芳烃PSA装置的效益。
2.2 富氢气体氢气回收
2.2.1富氢气体排查
洛阳石化各加氢装置所产干气种类20余种,通过排查筛选富氢气体(氢气体积分数50%以上),全厂富氢气体组成和主要参数见表2。

表2 全厂富氢气体组成和主要参数
由表2可见,洛阳石化全厂各加氢装置产出约11 400 Nm3/h富氢气体,通过对这些富氢气体加以回收提纯其中的氢气,既能将廉价的瓦斯气转化为价值较高的氢气,提高石油利用率,增加企业经济效益;又能够减少瓦斯气中的氢气,可增加瓦斯气的燃烧热值,提高瓦斯管网的稳定性和加热炉系统的安全性。
2.2.2氢提纯工艺介绍
氢气提纯的主要工艺有:膜分离、变压吸附等。其工艺技术的特性各不相同。在实际设计工作中,选择合适的氢提纯法,不仅要考虑装置的经济性,同时也要考虑工艺的灵活性、可靠性、扩大装置能力的难易程度、尾气回收价值等。
2.2.2.1膜分离技术
膜分离技术是近十几年来发展较快的一种新的气体分离方法。膜分离方法利用不同气体组分在膜材料中渗透速率的差异实现分离,渗透率较高的气体在膜的渗透侧富集,而渗透速率较低的气体则在渗余侧富集。与有机蒸气膜分离不同,氢气膜分离技术的膜材料对氢气选择性较大,氢气在膜材料中渗透速率较大,而分子较大的氮气、甲烷、轻烃等分子透过速率较慢。
该工艺的缺点是膜组件对原料预处理要求比较严格,对机械杂质、胺液、烃类凝液比较敏感,如果预处理效果不好直接影响膜寿命。比较适合成分相对稳定的原料气的处理,对于炼油厂各装置的混合气,其成分复杂,对膜寿命有较大影响,膜的回收效率也会随着运行周期的延长而降低。
2.2.2.2变压吸附技术(PSA)
变压吸附的基本原理是利用吸附剂对不同气体的吸附能力、吸附力、吸附量随压力的不同而不同的性质。对被分离的气体混合物的各组分有选择吸附的特性来提纯氢气。杂质在高压下被吸附剂吸附,使得吸附容量极小的氢得以提纯,然后杂质在低压下脱附,使吸附剂获得再生。多塔流程的变压吸附操作可以获得高氢气纯度,PSA工业装置通常用4~12个吸附器,可以生产纯度为99%~99.999%的氢气。变压吸附尾气通常作为燃料气使用,但其压力为常压,需要额外的压缩设备将尾气增压后排入瓦斯管网。该工艺技术成熟,投资少,能耗低,在炼厂中得到广泛应用。
2.2.3利用闲置的制氢装置PSA单元部分回收富氢气体
洛阳石化制氢装置设计生产能力为4×104Nm3/h工业氢,年开工时数为8 400 h,相当于产纯氢3.02×104t/a。装置采用烃类水蒸气转化法造气和变压吸附氢气提纯工艺,装置由原料加氢脱硫、水蒸气转化、中温变换、PSA氢气提纯及余热回收系统五部分组成。装置原料为加氢干气、焦化干气、芳烃气体,干气供给量不足时以罐区提供的石脑油为补充原料,产品为纯度99.9%的工业氢气。PSA单元原设计为轻烃转化制氢装置配套设施,由10台吸附塔、4台缓冲罐组成。采用10-2-4 PSA工艺流程。其吸附和再生工艺过程由吸附、连续4次均压降压、顺放、冲洗、连续4次均压升压和产品最终升压等步骤组成。为了发挥制氢装置PSA单元的潜力,可通过调整吸附剂的配比和对已有的工艺流程进行改造,使富氢气体进入PSA单元进行提纯回收氢气。
2.2.4富氢气体回收工艺流程优化
将来自各加氢装置的原料富氢气体利用蜡油加氢装置现有的脱硫塔T5105进行统一脱硫,脱硫后富氢气体经制氢装置原料气压缩机C6101A/B从0.6 MPa升压至2.4 MPa,进入制氢装置原有中变冷却系统;利用中变系统空冷A6101和水冷器E6107冷却至40 ℃左右,经分水罐V6105分水后,再进行聚结器分离液滴后;进入PSA单元预处理罐,处理后的气体再进入氢气提纯吸附塔提纯氢气,PSA的解吸气经压缩机升压后送至瓦斯管网。
根据混合原料富氢气体的性质,将吸附塔内吸附剂更换为能够有效脱除原料富氢气体中杂质的吸附剂。经计算确定吸附流程采用10-2-4变压吸附工艺技术,逆放和冲洗时间更长,使得吸附剂的吸附和再生效果更好;同时,对实际生产控制参数和操作时间进行优化调整,提高氢气回收率,达到回收富氢气体的目的。
2.2.5富氢气体回收效果
通过富氢气体氢气资源优化回收利用,4×104Nm3/h制氢装置可回收富氢气体11 400 Nm3/h,氢气回收率约为77%,能够回收氢气6 200 Nm3/h(纯度≥99%),解吸气5 200 Nm3/h。优化后全厂氢气资源平衡见表3。

表3 优化后全厂氢气资源平衡表
3 结语
①通过优化芳烃PSA氢管网压力,改造后芳烃PSA装置处理量由原来的8 000 Nm3/h提高至12 000 Nm3/h,能够多回收氢气约1 300 Nm3/h;②挖掘现有装置潜力,依托现有设施,并对已有部分装置进行合理的流程改造,实现了对全厂富氢气体的回收利用,能够回收氢气6 200 Nm3/h(纯度≥99%),减少外购氢7 500 Nm3/h;③氢气资源优化利用充分,提高石油产品利用率,提高炼厂经济效益。按照2019年2月外购氢气到厂价格1.15元/Nm3计算,经过优化后,全年可减少外购氢费用为9 000余万元,实现洛阳石化降本增效的目标。