张公巷窑出土陶瓷模具的修复
2022-05-30陈林林王团结
陈林林 王团结

几千年来,先民们创造了无数的珍贵文化遗产,陶瓷器作为重要的生活用具、艺术作品和贸易商品,成为人类历史文化艺术宝库中的璀璨明珠。自古至今陶瓷器的制作方法有好多种,陶器最早的成型方法有泥条盘筑法、泥片拼接法,以及后来的快轮使用所产生的手拉坯制作工艺。瓷器的成型方法主要有手拉坯、捏塑法等。早期使用模具成型方法制作陶瓷器,仅是用于制作一些陶瓷器物的装饰和配件部分,譬如兽足形鼎足、陶壶的兽首衔环造型部分,皆是使用模具成型的。瓷器模具与陶器模具有异曲同工之妙,早期的模具也是用在辅助制作一些装饰和配件。模具真正用于制作器物主体的时代最早应该是唐代,从巩义黄冶窑出土的三彩宝相花洗模具上可窥见一斑。这一时期器物的附件如双系敛口钵上的系、三足炉上的足和腹上的贴花等能模制的皆模制而成。除此之外,仿金银器的盒、小型双系瓶、人物俑和各种动物玩具等,以分半模制黏合而成为主,个别合模挤压一次成型。大量使用模具成型制作器物的例证,最早见于定窑的一些印花器物。汝窑瓷器无论素面还是有纹饰,只要能使用模具的器物,都采用的是模制工艺,如洗、盘、钵、盆、碟、熏炉和部分碗、盏、套盒等。器物外壁有纹饰的用外模,内外壁无纹饰者皆用内模。因用模具制作的器物器形规整统一,而且制作工艺相对简单,有助于提高器物的生产质量。龙泉窑在宋代模制成型法也成熟起来,龙泉窑古称模范作型,即用模子制坯。据考证“至迟北宋中期就开始采用模制成型”的制作技术,采用这种成型技术制作的瓷器有印花炉、方瓶、印花瓜棱炉等。张公巷窑绝大多数器物都是轮制或手制,但窑址出土也有少量模具。现代的陶瓷生产更是把模具使用到了极致,更有模具注浆成型、机械模具自动化成型等现代化的模具成型工艺产生,更加体现了模具在陶瓷成型技术中的重要性。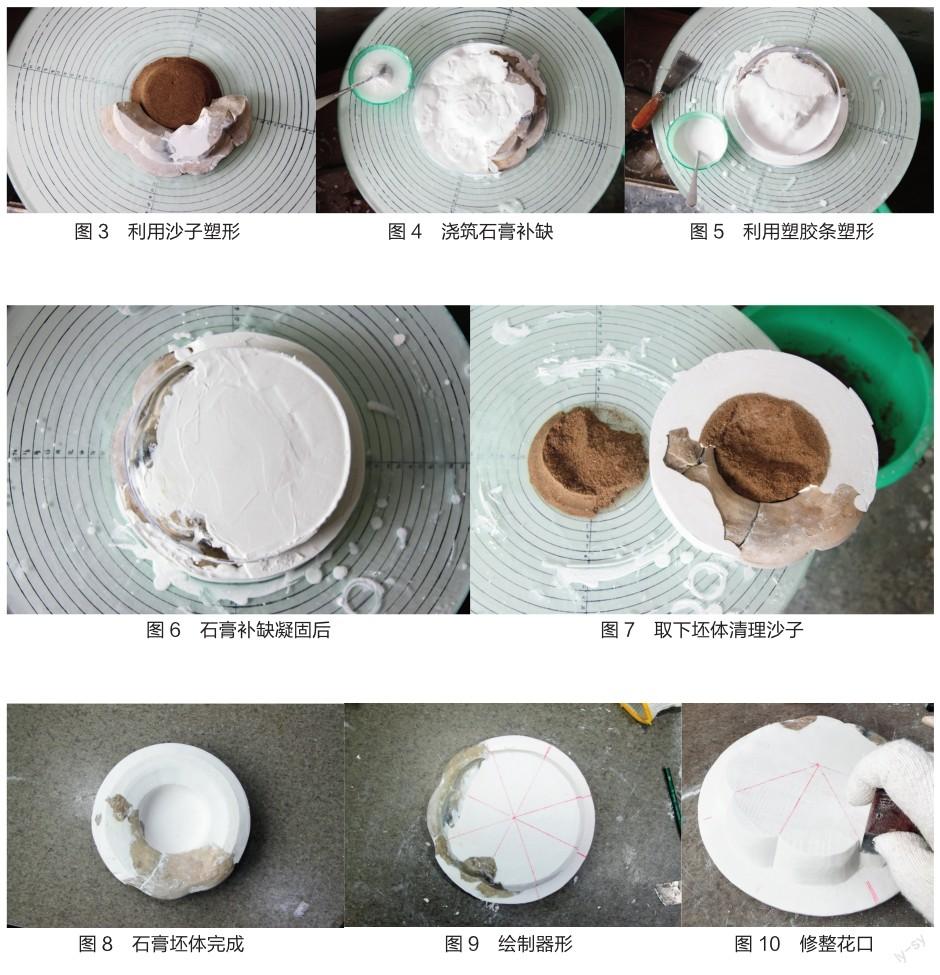
2000年春到现在,河南省文物考古研究院的考古发掘工作者们依然在不断探索与研究张公巷窑出土器物。2021年,作为文物修复师,笔者曾近距离接触张公巷窑出土器物。张公巷窑址出土的器物种类繁多,除青釉瓷外,所出的白釉、黑釉、豆青釉、钧釉、白釉红绿彩和白地黑花瓷等与该窑址没有直接关系。所谓的青釉瓷,是张公巷窑烧制的唯一产品。釉色可分为淡青、青绿、灰青、卵青和极少淡天青等。常见的以薄胎薄釉为主,釉面玻璃质感强。开片以不规则冰裂纹为主,网格、鱼鳞纹开片虽然不多,但其效果却非常精美。惊叹古代匠人高超精湛的制瓷工艺,生产出类冰似玉般的青釉瓷,如此珍贵也绝非一般的民间生活用瓷。2004年,汝州张公巷窑发掘出土的少量器物模具都残缺严重,只有两件可复原的模具。为了让大家更直观地了解出土模具的原始面貌,我们对其进行了考古修复,恢复了残缺模具的原始器形。
修复模具的意义不仅仅在于考古报告中绘图、拍照所用,模具在研究相对应器物的制作成型方法、烧造工艺、用料性质及器物在不同烧成温度时的收缩比例,都提供了重要的参考依据。整个修复过程克服了高残缺、模具造型复杂等很多困难,采取了多种成型方法,历经坎坷,最终完成了修复任务。现将技术路线及修复过程分享给大家,希望对文物修复工作者有一定帮助和启发。不妥之处,还望指正。
板沿花口盘模具的修复
板沿花口盘模具,文物编号:汝张2004T4H95:26。尺寸:外沿直径22.8厘米,底径17厘米,高5厘米,每个花瓣宽8厘米。修复前重量为633克,修复后重量为1531克。
板沿花口盘内模,器形厚重,上沿面及内壁制作不甚规整。瓜棱腹,平底,与张公巷窑出土成品器中的板沿花口盘完全一致。该模具残缺达到三分之二,现存部分断为三块,可以看到残存两个完整的花瓣。其病害有:缺损,断裂,表面污染物等(图1、图2)。
(一)由于其残缺太多,想要复原其外形原貌,第一步是要找出器物的直径数据。首先把模具标本放置于绘有不同直径的同心圆的玻璃转盘上,找到和模具外圓相对应的同心圆,确定其直径数据。
(二)通过进一步观察模具的结构,发现其大致可分为三部分:内部为碗状中空结构,外部又可分为器物内部模具部分和器物板沿模具部分。我们用几个步骤对其进行复原:
1.利用沙子成型方法的特点用沙子塑出模具中空部分的形状(图3)。
2.再用塑胶条按照玻璃转盘上的同心圆,圈出模具最外围器物板沿模具部分,对需要补缺部分进行第一次石膏浇筑(图4),并且对板沿部分进行初步修整使其平整。
3.待其初步凝固后取下塑胶条,用塑胶条在已经基本成型的口沿模具部分上圈出器物内部模具的外圆,在需要补缺的部位进行二次石膏浇筑补缺,直至达到需要的效果(图5、图6)。(注:塑胶条即家用塑胶桌布,剪裁适当的宽度和长度,利用其自身的弹性可以圈出各种规格的圆圈,以便协助完成各种规格的圆形器物的塑形补缺)
4.等待补缺的石膏凝固后,取下已经成型的器物,清理干净内部残留的沙子(图7、图8),修复器物的坯体就基本完成了。
5.利用直尺、圆规等绘图工具在坯体上画出模具的完整形态,进一步用锉刀、古陶瓷修复专用刀具等工具做适当整形(图9、图10)。
(三)利用古陶瓷修复专用刀具一套八把的多弧度刀头,修整出每个花瓣科学的曲弧度。最后用细砂纸打磨抛光,直至达到修复所需要的最佳效果,完成修复(图11、图12)。
八方板沿盘模具的修复
八方板沿盘模具,文物编号:汝张2004T4H101:32。尺寸:直径18.8厘米,底径12厘米,高3.3厘米,每个边宽7.6厘米。修复前重量105克,修复后重量703克。修复前现存部分仅可看到一个边长6厘米,高2厘米的模具直边。
八方盘类器内模,弧腹壁,抹角,平底。正面一侧刻书“衱□□□”四字,由于破损严重,无法识读。在后期发掘过程中有该模具相对应的八方板沿盘器物出土,现在郑州市博物馆新馆展出,由此依据证明其为八方板沿盘的模具。该模具残缺严重,仅存一块约占原器物十分之一大小的模具标本,板沿部分缺失,只根据出土器物的形状、结构将其复原。其病害有:缺损,裂缝,崩口,表面污染物等(图13、图14)。
(一)绘制模具形状图
由于其残缺太多,想要复原其原貌,首先要找出器物的直径数据。残缺模具标本呈三角形,有一个6厘米的直边,细致观察后查询资料,推断其应为八角形,采用图纸复原法先绘制出模具的原始形状图。具体操作方法为:
1.取一张大小合适的白纸,纸张要有一定的厚度。
2.在纸张的中部取一个点,以这个点为中心绘出八等分的放射形线,也就是说每个夹角的度数都是45度。
3.再用直尺在相邻的两条线上找出相距6厘米的点,再以这个点到中心点的长为半径绘出一条圆弧线,然后把圆弧线和八等分放射线相交的点之间用直线相连接,就得到了一个边长为6厘米的八角形图样。
(二)进行石膏补缺修复
1.把模具标本放置在图纸相对应的位置上(图15),用石膏对残缺部分进行补缺浇筑。
2.在石膏未凝固时,塑出八角的大概形状,尽量减少下一步修整的工作量,待石膏完全凝固后取下模具坯体(图16)。
3.进行精确修整,以达到所需要的标准,得到模具器物内部主体部分(图17)。
4.浇筑石膏补齐模具口沿部分:
(1)首先要找到器物本体上相对应转折的部位,量出转折部位的半径,在图纸上绘出相应的圆;
(2)用一个合适宽度、长度的塑胶条,在图纸的圆上圈出相对应的圆(图18),然后把修复好的模具主体放置在塑胶条圈出来的圆上;
(3)在图纸上绘出板沿部分的最大圆,同样可用塑胶条圈出来;
(4)需要在两个塑胶条圈出的两個圆中间部分用石膏浇筑成型,待石膏凝固后模具口沿部分的坯体就完成了(图19);
(5)有了合适的坯体,就可以在坯体上绘出科学合理的器物形状;进一步用古陶瓷修复专用刀具的多功能弧度刀头辅助完成器物细节的修复,最后用砂纸打磨抛光,完成修复(图20、图21)。
技 术 要 点
(一)遵循文物修复原则,可逆性修复操作,避免对修复器物造成影响,因小失大;
(二)修复一件器物首先要了解其文化背景及内涵,要仔细观察器物的形状、结构、特点等细节;
(三)理清思路,制定合理的技术路线及具体的修复路线;
(四)每一步修复操作都要有相对应问题的解决方法和整改措施,发现问题,及时解决;
(五)做好每一步,顺利推进工作进度才是最好的工作效率。