一种新型压梗机喷雾方式的研究
2022-05-28王珏刘鸿丁新
王 珏 刘 鸿 丁 新
(贵州中烟工业有限责任公司遵义卷烟厂,遵义 563000)
1 压梗机喷雾方式的现状
目前的制梗生产中,梗线压梗机大多采用3个双介质喷嘴对压辊进行润滑,喷雾形状为实心锥形喷雾,雾化效果不均匀,如图1所示。喷嘴雾化辐射面相交处几乎处于无润滑状态,不能对压辊进行有效润滑,如图2所示。压辊不能得到有效润滑,细小烟梗极易附着在压辊上,会造成压辊间隙减小,导致压制过程中烟梗纤维遭到破坏,烟梗发生破损,不能满足工艺要求。压滚间隙越来越小,烟梗不能顺畅落下,在压辊间打滑累积,易出现严重堵料造成断料而降低生产效率[1-3]。
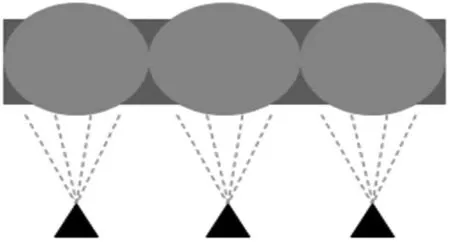
图1 双介质喷嘴实心锥形喷雾

图2 双介质喷嘴下压辊雾化面
2 喷雾方式的设计
2.1 喷嘴的选型
原有的喷雾装置采用的是双介质喷嘴,由蒸汽和工艺水混合后喷射实心锥形喷雾。这种方式会因为水源和汽源的压强波动对雾化效果造成影响,现更换为单介质喷嘴,减少汽源压强波动对雾化造成的影响。在现有的单介质喷嘴中,有呈扇形喷雾的喷嘴,雾化面近乎于矩形[4]。选择该型号喷嘴用于压辊润滑,能够实现对压辊面均匀、有效的润滑,如图3所示。
该单介质喷嘴与底座为分体式设计,使用时只需将喷嘴头旋入喷嘴底座,利用密封圈实现连接处的密封。此设计便于喷嘴拆卸、检修和清理,点检易观察喷水状态,极大地节约了对喷雾装置的保养维护时间。
2.2 喷嘴支架的设计
2.2.1 雾化水压选定
通过对压梗机压辊进行现场测绘,压梗机压辊长度为1 200 mm,喷嘴到压辊间的距离为900 mm。将采购的单介质喷嘴安装在现有的雾化实验平台上,通过梯度实验调试水压,测量在不同水压下的雾化宽度。压梗机当前使用水压为0.05~0.15 MPa,故水压选取也在此范围。雾化宽度测试结果,如表1所示。
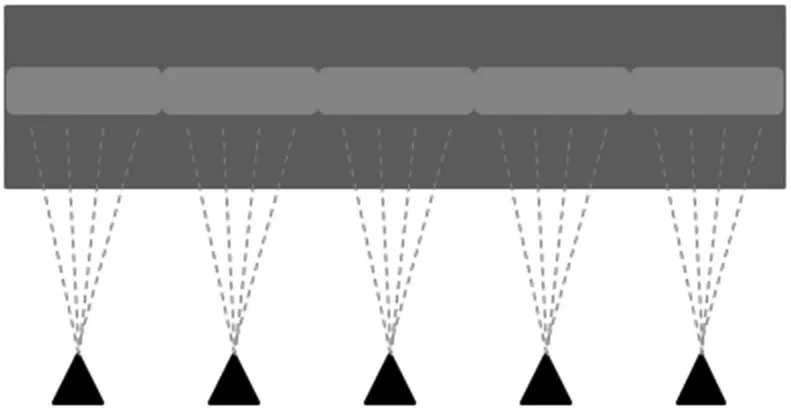
图3 单介质喷嘴矩形喷雾

表1 雾化宽度测试
如表1所示,当水压大于等于0.1 MPa后,喷嘴雾化角度越来越大,雾化颗粒越来越细,喷出水雾较大,易悬浮在空中,无法在实际生产中对压辊进行有效润滑,且悬浮的水雾易附着在烟梗上,对烟梗水分造成影响。水压为0.06 MPa时,喷嘴无法实现喷射范围的均匀分布,因此暂定水压为0.04 MPa和0.08 MPa。
2.2.2 喷嘴个数选定
根据压辊的宽度1 200 mm和喷嘴雾化宽度,喷嘴的个数分别为9个和3个,现设计喷嘴安装底座为9个。当采用3个喷嘴进行雾化时,可使用堵头将多余底座进行封堵[5]。设计的喷嘴架直接采用DN15不锈钢水管为主管,喷嘴座直接焊接在主管上,设计图如图4所示。此设计集成了输水和固定的作用,支架可直接与金属软管连接,连接方式简单方便,不需要冗余的管路布置。
2.2.3 支架支座设计
如图5所示,支架底座直接采用锁紧螺丝固定,可根据现场实际情况在径向上任意调节,以满足不同的润滑喷射角度,在轴向上实现微量调节,防止加工和安装过程中的误差造成润滑位置不正确,从而确保对压梗机压辊的有效润滑[6]。
3 喷雾系统在压梗机上的应用
现将喷嘴底座、支架、支架支座安装在压梗机上,装上单介质喷嘴,调节减压阀分别以0.04 MPa水压和0.08 MPa水压对压辊进行润滑,观察喷嘴对压辊的润滑情况以及是否有烟沫粘黏的情况,结果如表2所示。
从表2可以看出,调节后0.04 MPa水压和0.08 MPa水压压辊上都未出现烟沫粘黏的情况,说明两个水压下的喷雾都能对压辊进行有效润滑,压辊上都未出现烟沫粘黏的情况。现对不同喷嘴不同水压下烟梗的含水量变化进行烘箱测试,以检测其对烟梗水分的影响。从表3可以看出,随机抽取9个批次的烟梗进行测试,当采用0.08 MPa水压时,水分变化率较小且烟梗水分符合工艺要求,故最终采用3个单介质喷嘴对压辊进行润滑。
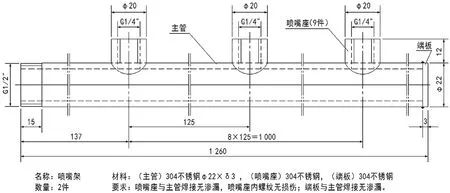
图4 喷嘴架设计图(单位:mm)
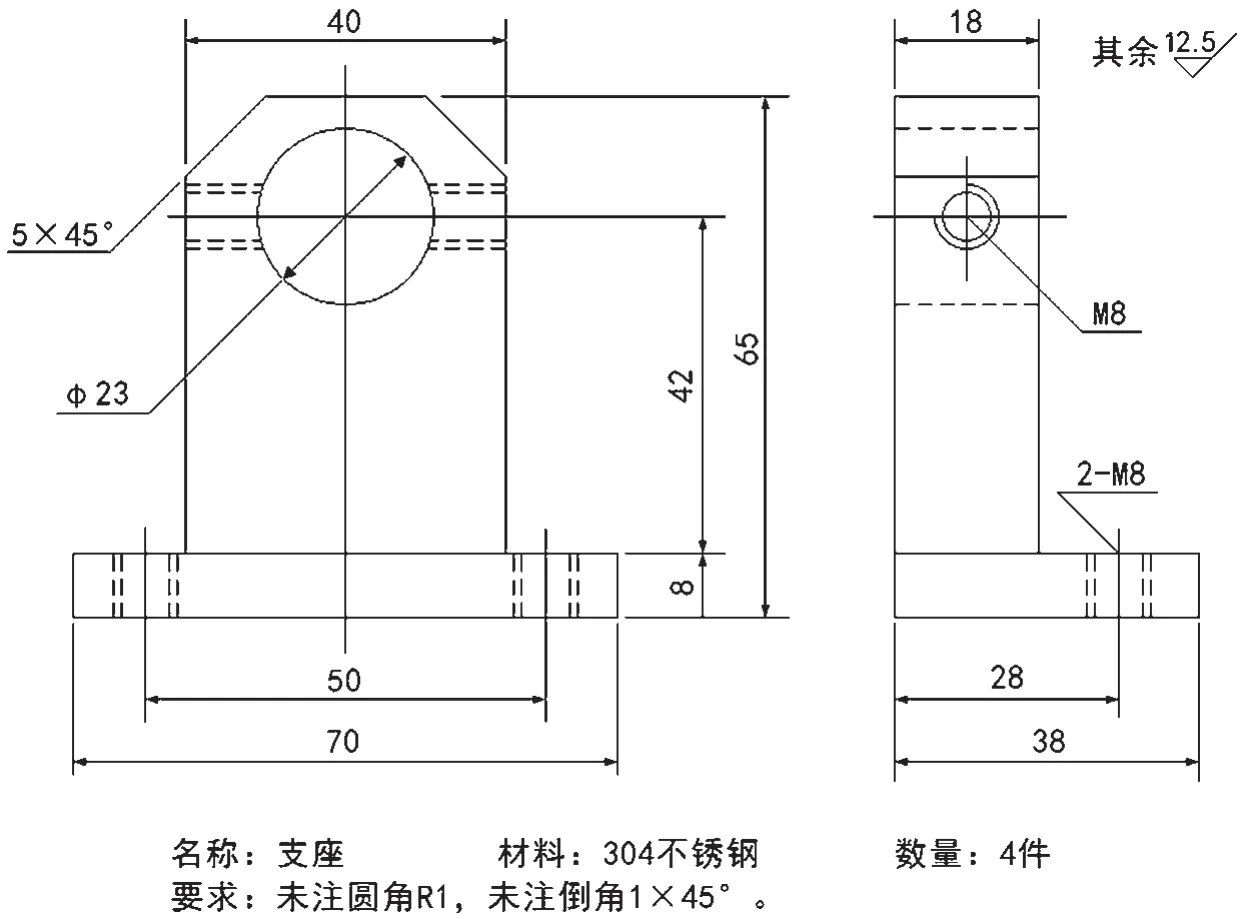
图5 支座设计图(单位:mm)

表2 压辊润滑表
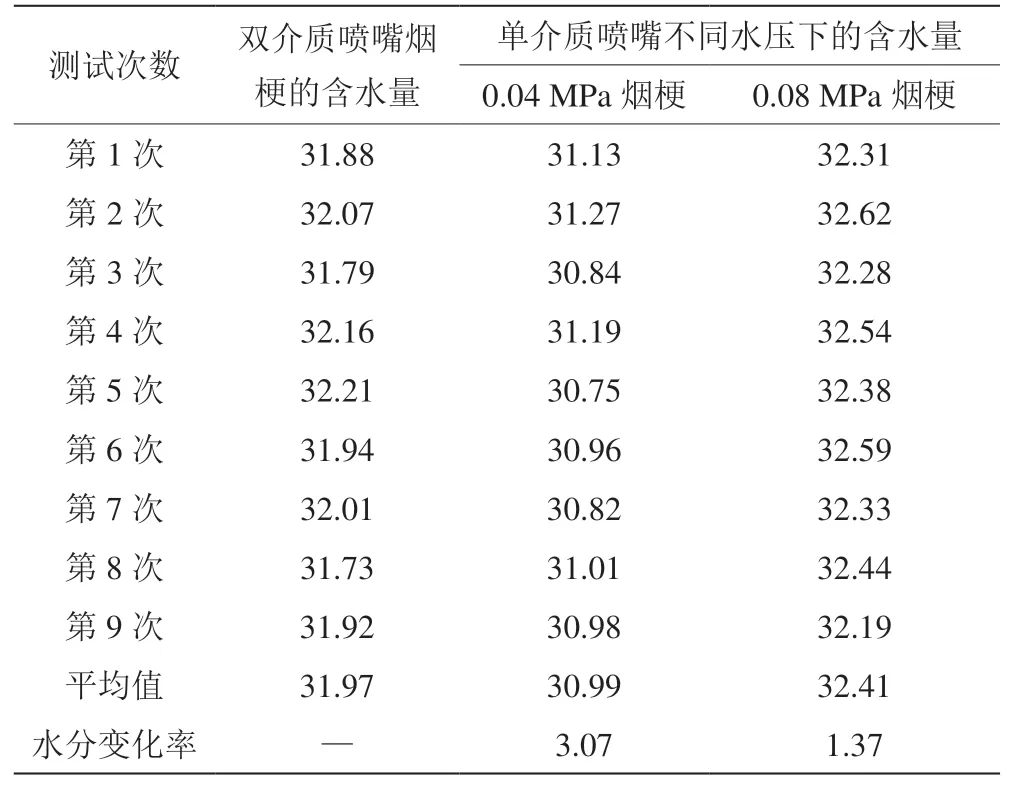
表3 水分变化率 (单位:%)
4 结语
通过对压梗机喷雾系统进行改造优化,将原有的双介质喷嘴更换成单介质喷嘴,由原来的实心锥形喷雾变为现在的矩形喷雾,并重新设计加工支架安装,使压辊得到有效均匀润滑且无烟沫粘黏,保证了压辊之间的间隙均匀,提高了烟梗经压辊压制后组织结构的完好性、切梗丝合格率和工艺质量,并降低了设备断料次数,减少了对工艺质量的影响,达到了节能降耗的目的。