秸秆平模成型机的改进设计
2022-05-27焦国昌李奉跃谷志新
焦国昌, 李奉跃, 谷志新
(1.东北林业大学机电工程学院,黑龙江 哈尔滨 150040;2.东北林业大学信息与计算机工程学院,黑龙江 哈尔滨 150040)
本文改进设计一台功率不超过50 kW的秸秆平模成型机,其产量达到1 000~2 000 kg/h,秸秆颗粒燃料平均密度约在1.0 g/mm3。根据之前的研究,如果确保秸秆原料性质基本相同,成型机产量的大小主要由以下参数决定:平模的参数、成型的方式、压辊的数目、原料的密度、攫取层的厚度等。要保证生产的秸秆颗粒燃料达到所规定的密度,关键在于施加的成型压力,在40 MPa以上的成型压力下才能确保成型颗粒的平均密度达到1.0 g/mm3。
1 确定平模参数
假设:秸秆颗粒平模成型机在成型过程中秸秆原料能充足沿平模表面均匀地分布,攫取层厚度是h0的原料由压辊送入模孔。计算平模的生产率Q。
式中:Q为平模生产率;m为压辊的个数;n为平模转速,r/min;ρ为原料在模密度,t/mm3;D1为平模内径,mm;D为平模外径,mm;h0为原料攫取层厚度,mm。
设计中根据需求进行成型机结构参数和工艺参数的初步假设,改进设计平模时所用到的主要参数一定会决定成型机的产量,根据假设再进一步计算需求任务中所要求的产量。重复计算,直到满足设计要求。
1.依照中国机械行业的标准JB/T 5161.1-1999,首次确定的平模的内径D1=130 mm,平模的外径D=450mm,压辊为锥辊,压辊数目为m=3,其小端直径d1=110 mm,大端直径d=180 mm,模孔的分布在平模的直径240~410 mm之间。
2.假定平模与原料、压辊与原摩擦系数都相同,初步估计取f=0.15。则攫取层厚度h=9 mm。
3.根据实验,在空气中自然风干的状态下秸秆原料,粉碎后粒度保证在5 mm左右,计算其密度ρ=0.055 t/mm3。
4.根据研究,主轴转速也会影响着秸秆颗粒染料的产量,如果转速太低,产量就会下降,反之,如果转速太高,会影响原料进入到模孔,综合各个因素,参考相关的设计资料后,本研究中的设计确定n=150 r/min。
根据参数,计算产量K:
计算后,满足要求,所确定的参数合理。
2 计算成型机的功率
成型机的功率主要取决于压辊的挤压压力,压辊和秸秆燃料之间的摩擦系数,压辊的中心距,转速等因素。
考虑压辊挤压区域的面积和挤压压力,整理可以得到:
式中:S为压辊受力面积,m2;d1为模孔内径直径,mm;l为压辊与平模接触区长度,m;Ψ为平模的开孔率,一般介于0.25~0.35之间;P为成型的压强,MPa;N为压辊对孔内原料的压力,N;μ为压辊和原料之间的摩擦系数,介于0.1~0.2之间;L为压辊的中心距,mm;n为主轴的转速,r/min。
确定的成型机参数:压力45 MPa,μ=0.1,L=410 mm,n=150 r/min,d1=10 mm,l=170 mm,Ψ=0.3,解得:
3 平模的改进设计
产量的大小直接取决于平模的主要结构参数。
根据计算的参数,确定平模的模孔,每个孔的结构如图1所示。其中倒角的大小根据研究确定为45°的时候,成型燃料的效果达到最好,所以本研究模孔倒角为45°。

图1 模孔单孔结构图
平模模孔的长径比为模孔的长度与直径的比值。由于秸秆原料不同,所确定模孔的直径也不同,长径比也会有所不同。例如:如果粒度为8 mm的苜蓿草颗粒,通常选用长径比为8的平模。如果压缩玉米粉时,通常选用的长径比为11。
确定缩径率:144/100=1.44,确定长径比:H/d1=8,由此计算出模孔长度H=80 mm。平模整体采用4Cr13制造,加工方式采用配钻方式进行。
如果在满足平模使用寿命的前提下,尽可能的增加平模上分布的模孔数量,可以有效地提高生产的效率。改进设计使不同数量的五圈模孔在平模上交错排布,从最内圈到最外圈每圈模孔的数量分别为36、40、44、48、52,相邻圈之间的距离为18.75 mm,模孔排布直径为250 mm。综上所述,平模三维模型如图2。

图2 平模三维模型
4 压辊的改进设计
根据平模内模孔的分布直径可以确定单个压辊有效的挤压宽度为85 mm,参考国内秸秆燃料平模成型机的资料,不设置压辊的母线有轴偏移量,直接采用对称的结构能更好地保证成型颗粒质量的平稳度,最终设计压辊母线的倾角为24°,其结构图如图3所示。压辊滚轮通过多对圆锥滚子轴承轴向固定在压辊支架的轴上,可随压辊支架绕主轴公转,也可自转,压辊滚轮的小端用轴承透盖固定,大端用轴承端盖固定。改进的压辊三维模型爆炸图如图4所示。
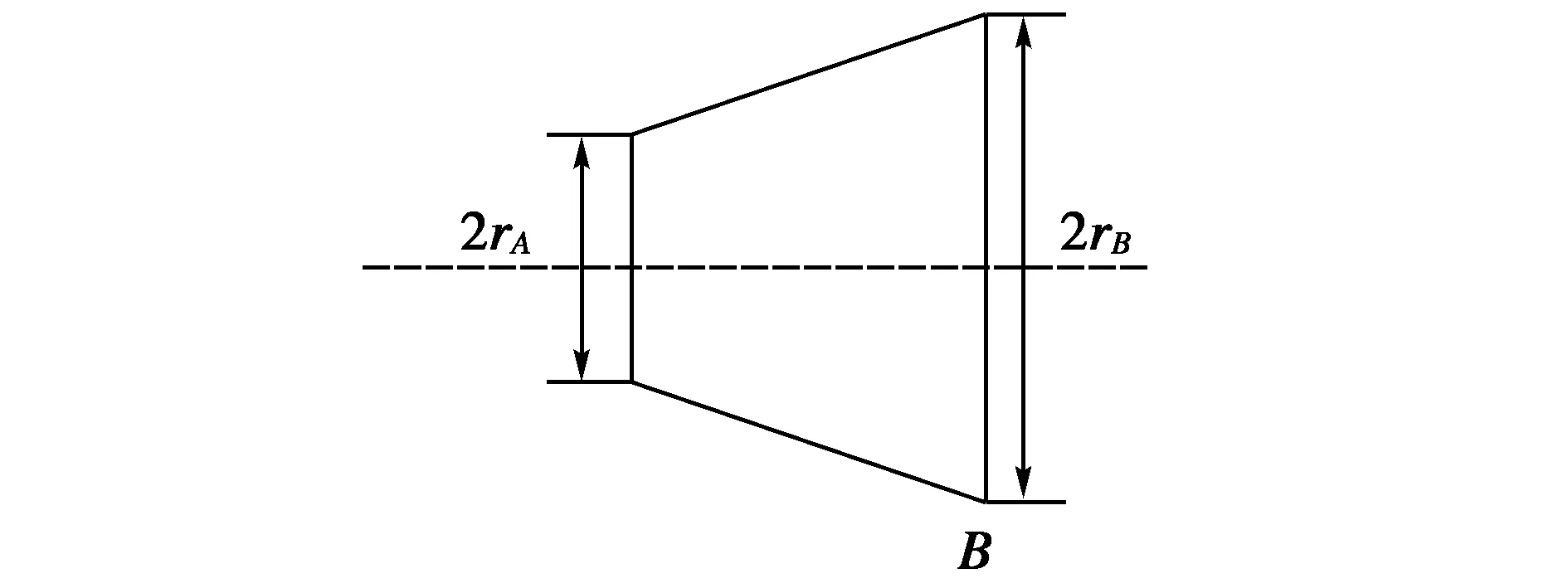
图3 改进后的压辊结构图

图4 压辊三维模型爆炸视图
成型机在工作中,由于秸秆燃料和压辊之间的摩擦作用,压辊的磨损与松动会逐渐增大两者之间的间隙。为了保证生产出的秸秆燃料质量和出料的稳定,需要用到调整垫片来调整两者之间的间隙。
采用二级圆锥圆柱齿轮减速器作为平模成型机的传动系统来进行减速。依照生产需要的驱动力的要求,选用Y系列(IP44)三相异步电动机,型号规格B3型Y200L-4。根据需求设计的主轴的转速为150 r/min,计算需要减速器的总传动比为i=1 470/150=9.8。
秸秆颗粒燃料平模成型机主要由减速器、电动机、平模、压辊轮、主轴、进出料斗、扫料板、匀料板等部分构成,平模成型机整体结构如图5所示。

图5 平模成型机整体结构1.机架;2.电动机;3.传动轴;4.减速器;5.出料斗;6.进料斗;7.匀料板;8.压辊;9.平模盘;10.扫料板
5 总结
本文设计了一种秸秆平模成型机,对成型机的关键部件压辊与平模进行了改进设计,新增了调整垫片、匀料板与扫料板,改进设计的主要目的是减少现存平模成型机的成型孔堵塞、改善关键部件磨损严重现象、延长成型机使用寿命等问题,为我国秸秆再利用设备提供参考依据。
