对非标自动化设备调试的探索
2022-05-25徐江明
徐江明
(博众精工科技股价有有限公司,江苏 苏州 215000)
1 行业特点
非标自动化设备是根据客户实际使用要求,针对其工艺特点进行设计组装的定制化设备,广泛地适用于食品、服装、汽车、消费电子等各个领域。非标设备的使用大大提高了生产效率和产品品质,降低企业的人力成本。尤其在3C消费类电子行业,人力需求大,产品技术要求高,非标自动化设备的优势与迫切性更明显。本文对3C消费电子行业的非标自动化设备进行了专门研究,发现设备调试具有关键性的影响,因为其产品有以下三个特点,特别是手机、电脑、智能手表等行业。
(1)产品更新迭代快。新一代产品还没发布,更新一代的产品已经开始打样验证,配合产品验证的同时,非标自动化设备也开始设计生产且交期特别短。由于产品的设计都还在试验中,很多性能和结构都没有最终定型。这意味着,按最初设想研制的非标自动化设备也会被要求进行不断地随产品的改善而变更,设备只要完成基础调试就会被要求发往客户现场,用客户产品边调试边验证。
(2)产品功能越来越多。客户的厂房及配套设施是一定的,产品的功能越多,意味着客户会要求同样的设备需要具备更多的功能,导致设备的集成化要求更高、结构越来越复杂、技术难度也越来越高。由于设备各单元功能互相影响、每一种功能都有很多因素参与,一旦出现异常,原来那种“头痛医头脚痛医脚,就事论事”的方法显然无法解决很多数问题,需要从系统上去分析,规范性地解决才行。
(3)产品体积越来越小。虽然手机、电脑、智能手表等的外形基本定型,但集成的功能越来越多。因此,造成零部件的体积起来越小,精度要求也越来越高,采用的工艺也越来越复杂,同样对设备的要求也越来越高。又由于多代产品的迭代,定制化设备也越来越成熟。所以,客户要求设备的生产效率和合格率越来越高。设备运行速度加快,其稳定性就会降低,精确性与精细化要求就会随之提升,在多重因素的影响下,像走钢丝一样,靠调节来解决稳定性是有难度的,需要用提高容错性的方法来解决。
2 调试原则
针对以上3C行业的不同特点,其对应的设备安装调试也需要相应地发生调整。经过不断的摸索与实践,最终形成了一套比较系统的调试规范。
首先,非标自动化设备设计、生产、组装好后在厂内完成基础调试。基础调试是调试后设备的基本功能符合要求,即设备装配完整,接线正确牢固,通电通气无异常,能运行基本程序,运动无干涉。只要满足以上要求的设备就可以正常出货,并不会进行精度和节拍验证。设备到客户现场安装后,再用产品调试精度与运行节拍,直到符合客户要求。
然后,在客户现场进行精度与节拍的调试。如前文所述,客户产品的设计都还在试验中,很多性能和结构都没有最终定型,按最初设想研制的非标自动化设备也会被要求随产品的改善而进行变更,因此,用调试标准设备的方法调试非标设备肯定是行不通的,必须针对其特殊性采取相应的措施。
概括地说,调试时需要遵守三原则:
第一原则,调试要有系统性思维。如前文所述,设备集成化越来越高,每项功能的影响因素都比较多,往往会产生累积效应,即每个因素都有偏差,但在正常范围内,所有因素综合起来,其累积偏差就可能导致设备不能达到性能要求,超出了客户认可的范围。因此,不能简单地用“头痛医头脚痛医脚”的方式处理。需要采用系统的方法,坚守“设计的设备理论上是可行的,实际中无非是因为存在误差而影响结果”的规则,将每个因素按理论的要求去调整,由过程去确保结果。下面以移印机为例。
如图1所示,移印的位置精度由移印头和产品的位置决定,因移印头对应多个载具,所以当印刷位置发生偏差时,传统做法是:将移印头固定,调整载具位置,只要调整到能够做出合格产品即可。按本文的观点,要想消除累积误差,必须引入另外两个要素:移印头的位置和产品尺寸的分布。
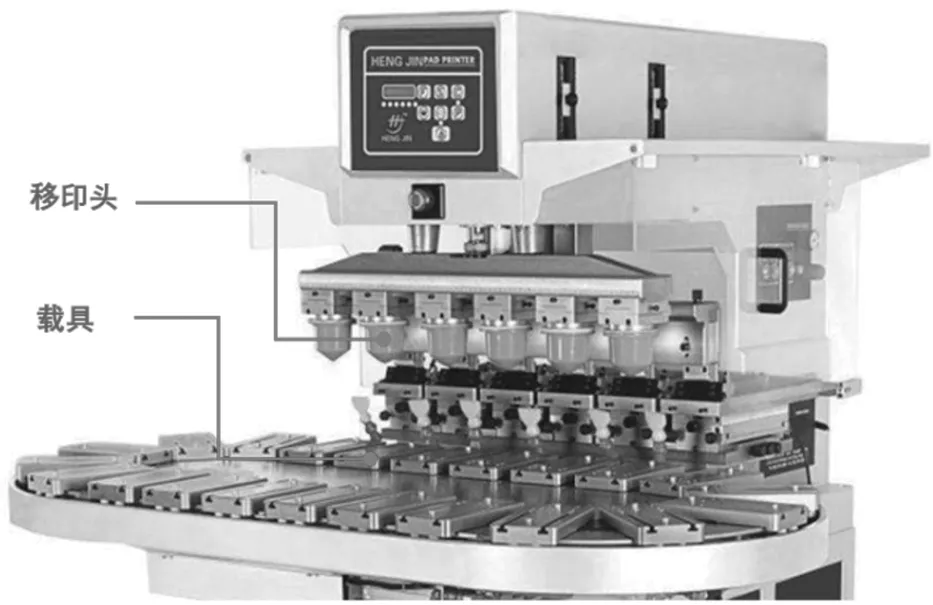
图1 自动移印机
先看移印头的位置。设计时移印头的位置是标准的,但由于安装间隙的存在,如果没有通过打表测量是很难固定在标准位置上的。受到多个移印头的影响,载具很难适应全部移印头(即有的移印头可能工作在极限位置),稳定达到移印的位置要求。所以,调试时必须通过打表测量先把移印头调整并固定在设计时的理论位置。
再看产品尺寸的分布。用于移印的产品由于量大,其尺寸是呈正态分布而且平均值几乎不可能在公差带的中心。所以,调试时不是以产品为依据做出合格的产品,而应该是以产品尺寸平均值为依据,调试出移印位置呈正态分布且平均值几乎在公差带中心的产品。
第二原则,坚守“非标设备是改出来的,不是调试出来的”的规则。如前文所述设备在出厂前只是进行了基础调试,随着客户产品的改进与完善,设备也会要求进行相应的调整,按最初设想的要求做出的设备即使能调试到满足客户的需求,工艺参数和运行效率也不是最佳的。当设备长期运行在非最佳状态,它的容错性就会显著降低,不良率随之增高,维护成本大涨。修改设备使之运行在合适的工艺参数和运行效率下,虽然看起来增加了成本,但可以大大地提高设备的可靠性与效率,降低维护成本。
下面以键盘为产品(如图2)进行移印机调整说明:如图1所示,移印头是不规则的,它与产品有一定的对应关系,尤其是涉及精度要求较高时。假设客户对新品键盘进行改进,将每个按键的弧度改大了一点。传统做法是,拿新品到原移印头下试验,只要移印后的质量能够符合要求就行。
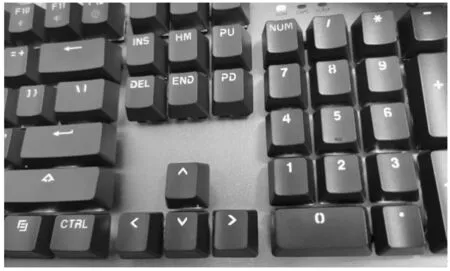
图2 弧形键盘及移印的字符
按本文的原则,必须重做移印头,使移印头与改进后的键盘弧度匹配,确保移印后的产品呈正态分布且平均值几乎在公差带中心。弧度不匹配会造成移印头受力异常、形变异常,影响寿命和稳定性,最终导致加工后的产品尺寸分布发生偏移,CPK难以达到要求。
第三原则,坚持用数据说话。客户是一边研制产品一边试制,一边出错一边改进,产品生产工艺并不一定简单合理,但客户的要求是做出合格的产品,需要用设备来弥补产品结构的不足。因此,经常会出现用自动化机器生产的产品的合格率低的问题,很难说得清到底是产品问题还是设备问题。此时,就需要用数据来说话,用数据来证明问题出在哪里,只有找到了问题的根源,才能找到合理的解决办法。
要想用数据来说明问题,需要按逻辑建立一套完整的验证方案,通过实验数据来排除各种无关因素,找到问题的关键要素。简单地说,从功能出发,将设备逐级分解,直到各工步,然后按级分析影响因素,将一个因素作为变量,将其他影响因素人为地保持不变,即只验证其中一项要素。如此逐一验证,可找到问题的原因。最后再针对原因采取相应的措施。
下面以移印机在电脑键盘的按键上印字为例(如图3)说明验证的逻辑与方法。
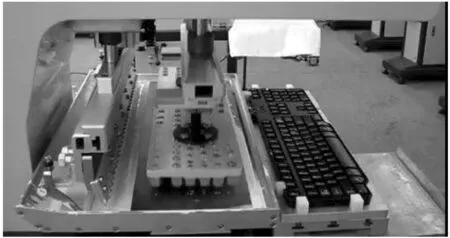
图3 半自动移印机
电脑键盘印字的质量标准是位置与字体清晰度,位置是由移印头上墨位置、移印头印刷位置、键盘移印位置决定的。假设产品不良经检测后表现为位置不准,此时,建立的验证方案如下:先用1个键盘固定不动,移印10次,观察其印刷质量。如果10次都符合要求,则说明移印系统没有问题。然后,用同一个键盘,每取放1次键盘移印1次,共10次。如果10次都符合要求,则说明键盘取放时的定位没有问题。如果10次有不符合要求的,则说明键盘取放时的定位有问题。再用10个不同的键盘,每取放1个键盘移印1次,如果10次有不符合要求的,则说明键盘的尺寸有问题。可量测键盘尺寸进行验证。如此类推,可以很容易地找到位置不准或字体不清晰的根本原因,找到了原因,很容易就能找到解决办法。
综上所述,由于3C行业的特点,其非标设备无法在设计端完全设计验证好,只有在现场调试后才能达到客户使用的要求,因此,调试方法和技巧对于项目最终的完成有关键性的影响。上述调试规则的落实大大提高了我们的调试效率和设备的最终品质,为公司良好口碑的建立作出不小的贡献。目前,几乎所有常用工艺都建立了验证的标准模板,比如,点胶模组、组装模组等,并广泛用于智能手表、手机、笔记本等3C产品的组装工序中。
3 结语
本文是针对3C行业非标设备的特点对设备调式进行研究,3C行业产品更新快,非标设备技术要求高,很多客户要求设备提供商进行设备现场维护,因此,调试的效率与设备的稳定性直接决定了设备提供商的维护成本。人员的长期调试,维护成本远远大于设备改进的成本,将设备做的稳定可靠,有巨大的现实价值。上文论述的方法简单有效,值得推广。
