球墨铸铁管水泥涂层机的技术改进
2022-05-25李万峰
李万峰
(本溪北台铸管股份有限公司,辽宁 本溪 117000)
离心球墨铸铁管以力学性能好、耐腐蚀性好、节省金属、施工方便、可靠性高,使用寿命长等优点,在国内外供水管道的设计和管网改造中发挥越来越大的作用。球墨铸铁管防腐性能很大程度上取决于水泥内衬,提高水泥内衬质量,改善铸管的外观性能,是迫切需要解决的问题。市场竞争的形式要求企业必须下大力气做好产品质量工作,从而提高市场生存能力,提高合格率、降低成本。北台铸管为确保在国内外的竞争地位,必须依靠先进技术,大力提高产品质量,优化工艺结构。为此,对离心球墨铸铁管的涂衬质量进行攻关,找出影响内衬质量的设备原因,采取相应措施,进行改进。
1 球墨铸铁管水泥衬层生产的原理和工艺简介
1.1 水泥衬层工艺原理
水泥衬层工艺是生产铸铁管的一个重要工艺,其工作原理是:搅拌机将一定比例的沙、水和水泥搅拌均匀,通过布料机打入精整合格后的铸铁管内,然后,在托压辊下高速旋转,产生的离心力使水泥砂混合物紧紧贴在铸管内壁上,倒水工位将澄出的水排出管外,在经过养生坑完成本工序。
1.2 水泥衬层工艺简介
接精整合格管→搅拌站搅料→上档环→布料工位布料→离心工位旋转、衬层→下档环→倒水工位清理→检查合格下线入养生坑。
1.3 存在的问题及分析
1.3.1 铸管内衬分层
铸管内衬分层是水泥浆与砂的离析,由于两者的比重不同,水泥砂浆未凝固前收到高速离心力的作用,较轻的水泥、灰分物质浮在水泥内表面,较重的砂子折沉积在衬层的外表面附着在铸管的内壁,称为内衬分层。由于托辊旋转转速一直不变,铸管至于离心脱水工位上始终是一个速度旋转,铸管旋转产生的离心力不能满足工艺,造成铸管水泥砂浆衬层出现严重的分层缺陷,水泥层厚度占占内衬比例的1/3,有时严重的占1/2。
1.3.2 铸管内衬衬层不实
铸管内衬衬层不实是水泥砂浆离心脱水后,衬层外表面附着一层厚厚的水泥浆,衬层外表面含水量大,产生大量的浮浆,硬化后衬层内外表面的强度达不到工艺要求的范围,称为内衬衬层不实。DN800-DN1200两托辊间距调制到最大,两托辊中心与铸管中心夹角在80°~85°,达不到工艺要求的95°~105°。
1.3.3 铸管内衬产生气泡和内流
水泥砂浆配比含水量大,局部砂浆离心力不均匀,砂浆与管黏合不好,养生过程中产生膨胀,形成大面前气泡。水泥砂浆稀含水量大,内衬后铸管内部水泥砂浆中的水未能与混合后的砂、水泥完全分离,造成内部水泥浆大,导致内部产生内流。
1.4 改进措施
1.4.1 铸管离心托辊旋转转速实现分段可调
为改善内衬质量,解决铸管内衬分层的缺陷,必须解决铸管托辊转速从低向高逐步分段加速的问题,将旋转的齿轮泵改造成(SYDFE1-2X/140RPPB12N00力士乐)由比例板控制的轴向柱塞泵和增设相应的自动化控制系统,利用自动化的比例放大信号进行反馈控制泵的流量,从而控制托辊转速,实现托辊低-中-高三个阶段运转(能够实现无极变速),确保铸管的离心转速能够满足工艺要求。
1.4.2 减小离心铸管脱水时的振动
为了减小离心铸管脱水时的振动,解决铸管内衬衬层不实的现象,增大托辊基座宽度,增大托辊可调范围,两托辊中心与铸管中心夹角由80°~85°达到工艺要求的95°~105°,增加减压阀调整压辊压力,防止离心脱水时管窜动,压辊压力控制在0.2MPa左右。通过改进增大了铸管中心和选择托辊中心之间的夹角和压辊压下力,为解决铸管衬层不实创造了有力条件。
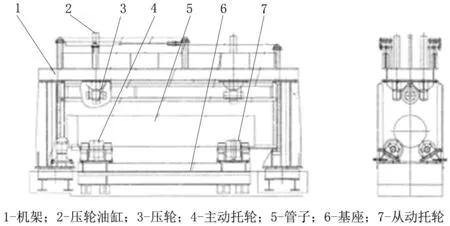
图1 离心脱水工位图
1.4.3 改进挡辊
挡辊表面为圆柱型装且表面光滑,管子在高速旋转时受到的撞击力小,无法在短时间内把砂浆中的水脱离出来,养生后出现裂纹、离鼓等。把挡辊改成沟槽式挡辊且挡辊外皮为2‰斜度,管子在离心旋转时会产生更大的撞击力,并能在短时间内把内衬水分脱离开来。
1.4.4 改进水泥砂浆配比、控制原料
为解决铸管衬层易产生内流、气泡缺陷,严格控制原料的质量。砂:砂粒8与10筛上物总和≤5%;20与30筛上物总和≥55%;100目筛下物≤5%;水分≤4%。水泥:水泥的初凝时间不得早于45min,且不得超过2h,终凝时间不得迟于5h,水泥中的MgO含量不超过5%,水泥中SO3不得超过3.5%。水泥的抗压强度和抗折强度不得低于表1强度。

表1
严格控制水泥、砂、浆的比例,从新配比,调配稀稠度。水泥砂浆(水泥:砂子:水)配比是1:(1.0~1.5):(0.3~1.0)为控制衬层内流、气泡缺陷创造了良好的条件。
1.5 旋转托辊由原来的橡胶托辊改造成皮带式
电机驱动传动带带动管子旋转,使管子进行高速旋转,将水泥砂浆紧紧粘在管内壁上,提高管内壁的防腐能力,防止其对水质的污染。可以实现混管过线。本次设备改造主要取消原橡胶托辊,采用皮带式滚动旋转,降低托辊消耗,切由于皮带式掉装旋转对管本身椭圆度要求也降低了,提高管身旋转速度,夯实管内水泥内衬,提高产品质量,提高生产效率。由于转速提高更加充分混合水泥沙浆,还能进一步提高外排废水质量达到节能环保。
2 水泥衬层机组工艺技术说明
(1)挡拨工位:由无驱动轨道和停挡机构组成。(2)对中工位+管径和管长识别工位:管径识别装置、对中机和对中托辊组成。停挡机构将上线的管子拨到对中工位,然后,将管子对中及进行管径和管长的识别,以便进入后面的各工位进行工作。(3)手动上端堵工位:由主动旋转机和从动旋转机组成,手动上端堵及承插口端堵不包含在本方案中。在此人工将挡圈装到承插口两端,并充气压紧。(4)布料工位:由布料小车、主动旋转机和从动旋转机组成。布料旋转可自动控制,可数字化调整,适应管子内部布料后旋转。布料车采用吊挂式结构,布料车行走采用电机减速机驱动带有编码器,齿轮齿条形式传动。布料车行走变频控制,可根据管子规格自动调整,定位精确,行走轨道有防护设施保证轨道干净。在布料时,管子不停旋转,水泥布料杆向管子输送砂浆的同时,布料车向后移动,保证砂浆均匀分布在管子中。在布完水泥砂浆后,让管子继续慢转,以保证水泥砂浆更均匀布置在管子中;布料泵采用变频控制,可数字化调整,适应不同管子内部布料情况。布料车自带二次搅拌装置,采用两个独立搅拌室,搅拌室单个有效容量750L,每个独立的搅拌室配一台布料泵;为防止砂浆沉淀,二次搅拌的最大线速度约1.5m/s,搅拌室容量与独立的砂浆制备强力搅拌机容量相匹配。(5)离心脱水工位:采用带式衬层机形式,由摆动支撑托轮、涨紧轮、主动轮、传动带、压轮装置、挡管装置和振打轮组成(180kW)如图2。

图2 吊带离心脱水工作工装图
摆动支撑托轮由油缸驱动、带位移传感器、带比例阀,托轮间距可数字化自动调整以实现。涂衬不同管径的管子,托轮可自锁,灵活可靠;实际间距操作面板可反馈;通过调整两组摆动支撑托轮的间距实现管子向挡轮层移动,实现管子轴向窜动方向、力量可调可控。涨紧轮由带位移传感器的油缸驱动,带位移传感器,带比例阀,用以调节传动带留在摆动支撑托轮间的长度,以适应不同管径的管子涂衬水泥。主动轮由电机驱动,离心速度变频控制,数字化可调,以适应不同管径,来达到管子涂衬所需要的离心转速,带制动功能。以DN800管子为例:离心加速和自动时间均为8s。传动带是高强度耐磨传动带套在两个摆动支撑托轮、涨紧轮和主动轮上,管子放置在两个摆动支撑托轮支撑的传动带上,用来带动管子旋转。挡管装置用于防止管子纵向串动。振打轮用于管子高速旋转时,对管外壁进行敲打,使泥浆更好地附着到管内壁上;管身振打轮分布均匀,振打力大小及起始时间可调可控。(6)举升倒水+卸插口端堵工位:由主动升降旋转机和从动旋转机组成,管子到达倒水工位后,由承口的升降旋转机升起,使管子承口高于插口,脱出来的水从插口流出。然后,承口升降旋转机下降,将管子复位,等待运输到下一工位。在举升倒水前,采用人工先将插口端堵卸下,承口的升降旋转机升起,使管子承口高于插口,脱出来的水从插口流出。(7)卸承口端堵+检查修补工位:由主动旋转机和从动旋转机组成,管子到达卸承端堵工位后,由人工先将承口端堵卸下后,管子等待运输到下一工位。人后由人工来检查管子及进行修补,修补完成后等待运输到下一工位。(8)六工位步进梁:步进机搬运对中+管径识别工位、手动上端堵工位、布料工位、离心脱水工位、举升倒水+卸插口堵头工位和卸承口堵头+检查修补工位,共计6工位的步进机。(9)废砂浆流槽用于将布料、离心衬层和倒水工位承插口处排除的废浆和废水导流向废水沉淀池,要求可靠收集泥浆,同时,沟槽便于清理。(10)隔音罩用于降低离心衬层时设备所产生的噪音,隔音罩内夹层隔音材料。
3 液压系统
油泵选用柱塞泵,油泵选用力源、华德等的产品。溢流阀和换向阀等元器件选用北京华德的产品。高低压滤油器全部为温州黎明或远东产品,压力等级12MPa以下,清洁度NAS8.0。阀块和管子内外全部镀镍,油箱内部喷塑,外壁做耐油漆处理。
4 改造效果
(1)托辊旋转改造完成后,可以实现低-中-高转速的变换,进行分段调整,衬层内壁严重分层的现象得到解决,涂衬层的比例有原来的1/2~1/3,缩小到目前的1/5以下。(2)离心脱水工位改造完成后,铸管托辊中心到管夹角中心增大,铸管置于衬层机内运转平稳,摆动明细减小,而且挡辊的改造同时增加了管的撞击力,涂衬层的密实度得到了有效的控制。(3)水泥砂浆配比改进和原料进口的控制后,水压砂浆的稀稠度和原材料质量满足了工艺要求,水泥涂衬质量明显改善,降低了水泥消耗,减少了气泡、内流缺陷。
5 结语
铸管水泥涂衬机经过改造后,铸管涂衬运行平稳、可靠,减少了设备故障,降低了水泥消耗,节约了生产成本,满足了内衬工艺要求,内衬质量明显大幅提高,在国内同类金属型离心铸管厂水泥涂衬机的技术改进方面具有借鉴作用。
