两步煅烧法再生磷酸铁锂正极材料的研究
2022-05-25石再军郭宽红王震辉杨贞胜
石再军 郭宽红 王震辉 夏 言 刘 三 杨贞胜
(浙江安力能源有限公司,长兴 313100)
0 引 言
能源与环境一直是社会发展中面临的挑战,随着石油、煤炭资源的枯竭,能源价格不断上涨,价格和供应的不稳定性越来越加剧,加之人们环境保护意识的提高,对清洁能源的需求越来越迫切。
目前作为燃油车替代的首选,新能源汽车在近年来迅猛发展,2020年国内新能源汽车保有量超过550万台,且保持较高的增长速率。LIBs能源车作为新能源车的主力军,其在新能源车中的占比超过65%。但是高速的增长也给LIBs能源车带来了一些问题,集中体现在两个方面:第一是Li原料的缺口和价格的疯狂上涨,第二是报废LIBs电池的爆发性增加。
首先,锂电池的主要Li原料来源为盐湖提锂和锂矿石冶炼,目前面临着巨大的资源和产能缺口,以碳酸锂为例,目前价格已经上涨至40万/吨,是2017年的10倍左右,巨大的Li资源缺口成为锂电池正极材料回收的驱动力。其次,2020年我国LIBs电池报废量超过30 GWh,重量超过45万吨,这些报废的电池如不进行有效利用,将带来巨大的环境和资源损失,因此废旧LFPBs的回收具有重大的经济和社会效益。
目前磷酸铁锂电池的回收方法是湿法回收,首先通过高温焙烧、碱溶解、酸浸出等分离沉淀方法回收Li元素,然后再通过高温固相合成制备LiFePO。这种基于湿法冶金的回收方法存在工艺流程长、成本高、产生大量危废和固废的问题,不是最理想的回收方式。本文提出两步煅烧法回收磷酸铁锂正极材料,一步煅烧去除有机杂质,第二步补锂煅烧合成磷酸铁锂。相较于湿法回收,具有流程短、工艺简单、工艺成本低廉、无废水固废产生等优点,具有潜在的市场应用和推广价值。
1 试验过程
1.1 试验原料及设备
实验原料:废旧磷酸铁锂动力电池、一水氢氧化锂(AR)、磷酸(AR)。
实验设备:高温烘箱(合肥科晶材料技术有限公司BPG-7082)、气氛炉(合肥科晶材料技术有限公司OTF-1200X)、XRD衍射仪(岛津企业管理-中国有限公司XRD6100)、激光粒度仪(丹东百特仪器有限公司bettersize2600)、差热分析仪(林赛斯-上海科学仪器有限公司DTA PT1600)、ICP-OES(安捷伦科技5110 ICP-OES)。
1.2 制备方法
(1)将剥离出来的正极材料破碎,放置于高温坩埚中,于高温烘箱中加热至380~450 ℃,保温1~ 2 h。
(2)将一水氢氧化锂、磷酸配置成制定浓度的溶液,按比例加入到步骤一得到的物料体中。
(3)将步骤二得到的物料放置于高温坩埚中,于氮气炉中煅烧,温度750~800 ℃,保温2 h。
(4)得到的正极使用油性体系PVDF+NMP配浆正常,通过涂布、压片、电池装配等工艺制备得到锂电池,用于性能测试。
1.3 性能与表征
(1)差热分析测试用于确定正极材料中的有机物挥发温度和再生合成温度。
(2)XRD用于物相测试,确定煅烧后物质和再生物相。
(3)采用激光粒度仪用于粉体粒度测试。
(4)采用比表面积测试仪用于粉体比表面积测试。
(5)采用蓝电电池测试系统对组装好的模拟电池进行充放电测试,上海辰华CHI604E电化学工作站进行循环伏安测试。
2 结果与讨论
2.1 正极材料热分解测试
2.1.1 差热分析
将正极材料从铝箔上剥离下来进行差热分析测试,升温速率为10 ℃/min,氩气保护。热分析曲线见图1。

图1 回收材料的热分析曲线
由图1可知,正极材料有两个阶段的失重,第一阶段在205 ℃左右完成,主要为低温有机物的挥发和热分解。第二阶段的失重在430 ℃左右完成,这个阶段主要为粘结剂PVDF的热裂解。因此,完全热分解温度为≥430 ℃。
2.1.2 热分解物质性能测试
将正极材料在430 ℃下进行热分解,得到的物质进行XRD物相测试XRD物相分析,见图2。
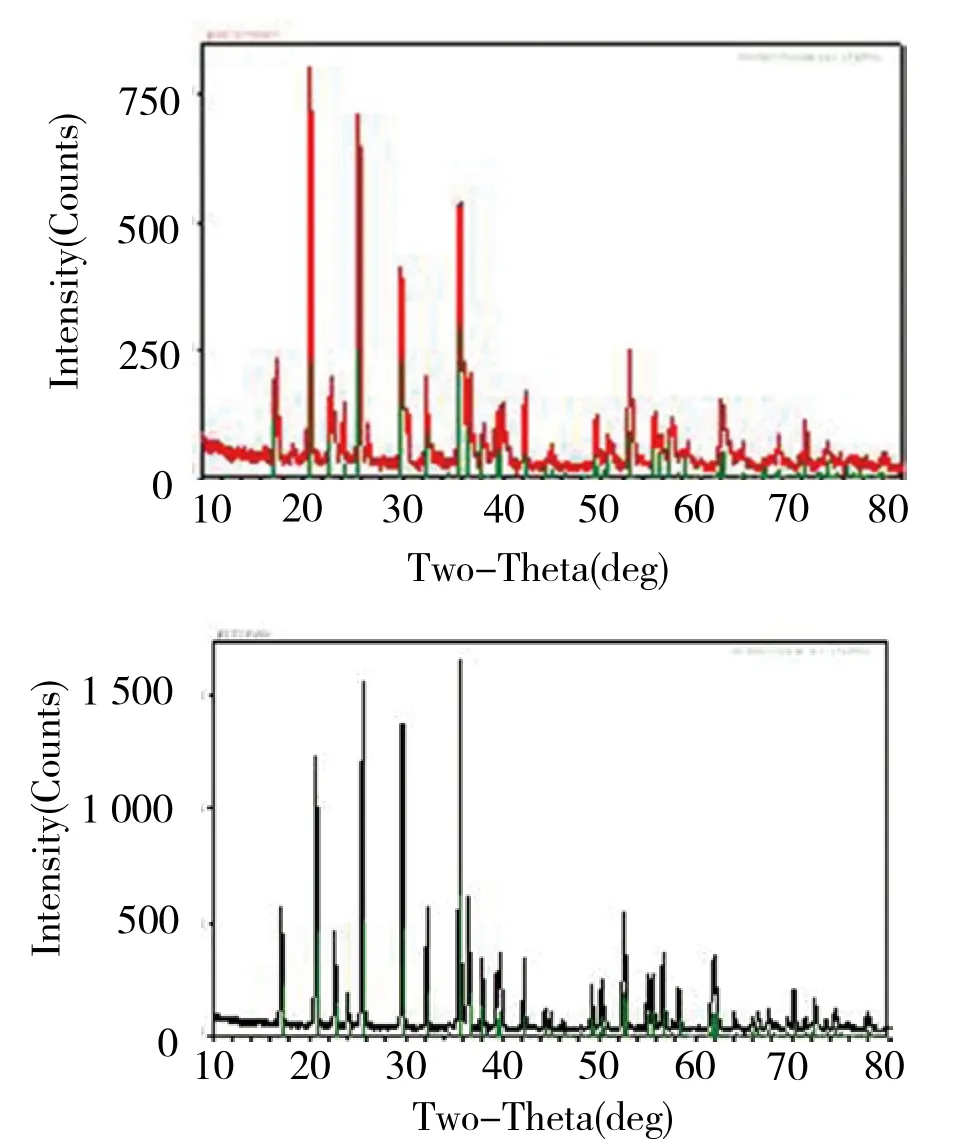
图2 热分解XRD衍射图
剥离出来的正极材料主要物相为LiFePO,在热分解前,衍射峰较为宽泛。经过430 ℃热分解后,得到尖锐的LiFePO衍射峰,且没有其它杂相出现。因此,在430 ℃进行热分解可以很好地去除有机物,得到纯度较高的LiFePO。
2.1.3 热分解元素含量分析
将热分解后的物料进行微波消解和ICP-OES分析,测得的各组成元素含量见表1。

表1 热分解后的ICP元素含量分析
根据厂家提供的正极材料标准成分含量表,正极材料含Li元素含量为4.897%,P为21.85%,Fe为39.38%。对比标准成分表,需要进行补Li和P,其中Li补入0.27%,P补入量0.1%,因此补入为Li元素。
2.2 再生研究
2.2.1 添加物质对再生的影响
将混合好的物料在氩气保护的情况下进行氮气保护DSC测试,补Li的在780 ℃有放热峰,发生合成反应(见图3);补P的物料没有明显的反应,只有在800 ℃左右有不明显的放热峰。补Li和P的物料在780 ℃~800 ℃发生反应。
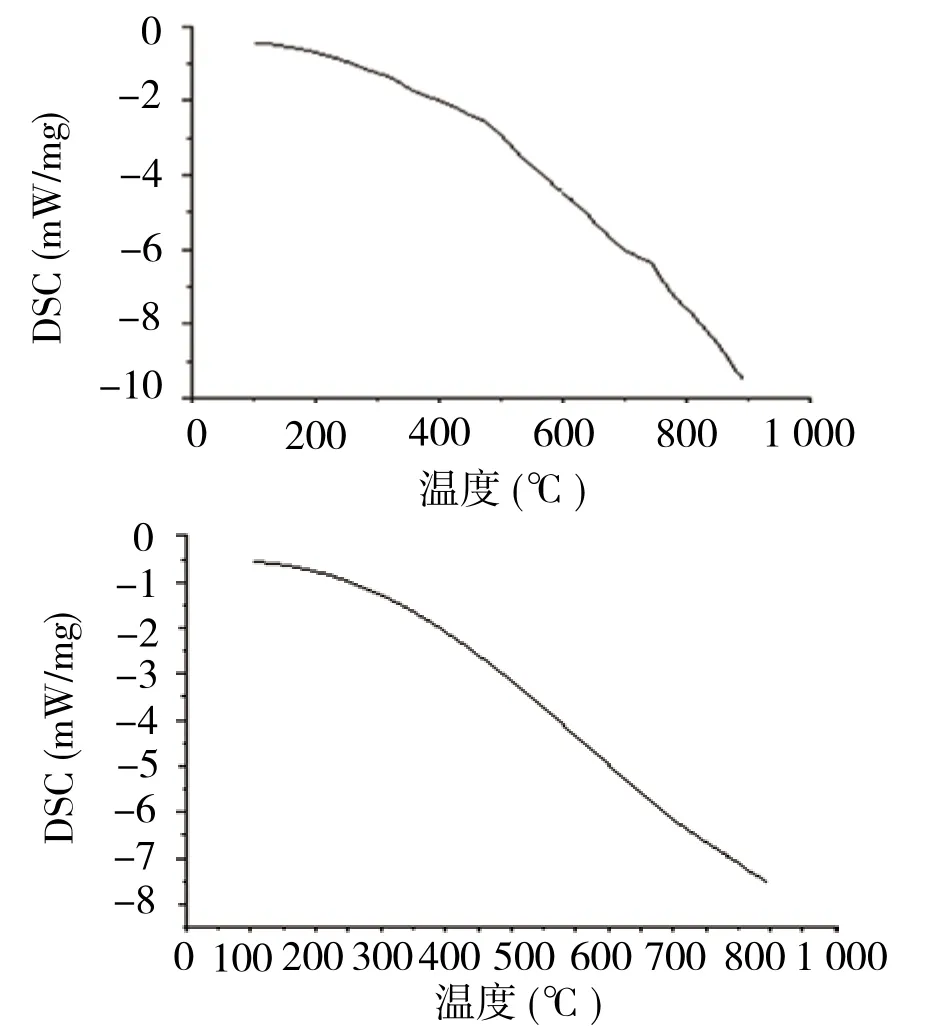
图3 补锂和磷的DSC热分析图
2.2.2 再生结果分析
称量一次煅烧后的物料两份各100 g,第一份加入浓度20%氢氧化锂溶液9 g,第二份加入10.5%的磷酸溶液3 g,于烘箱干燥后在氮气保护下800 ℃煅烧2 h,测试XRD衍射图谱(见图4)。由图4可知,再生后得到的物质衍射峰谱与磷酸铁锂的图谱对应完全,没有杂质相的衍射峰,说明两步煅烧后得到高洁净程度的磷酸铁锂材料。
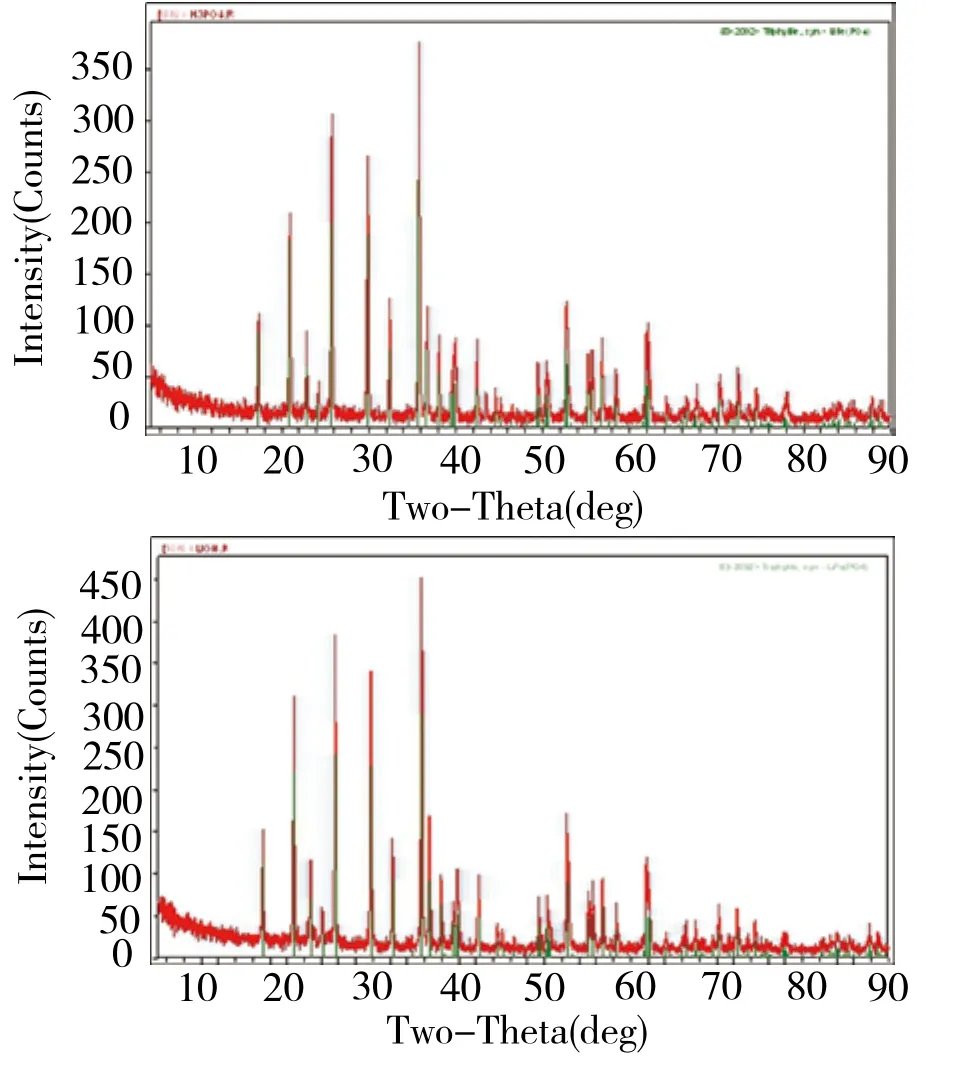
图4 两步煅烧再生正极材料的XRD图谱
将再生后的物料进行粒度测试(见图5),由图5可知再生后的两种物质粒度与补充前一致,说明再生前后物料粒度没有明显改变,两步煅烧对粒度无影响。补锂再生比表面积为13.8 m/g,补磷再生比表面积为13.5m/g,相较于再生前的16.8 m/g降低3 m/g左右,降低15%~20%。
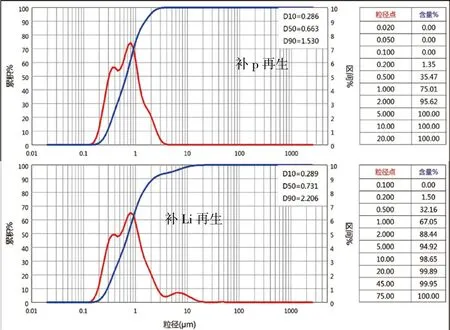
图5 两步煅烧再生正极材料的粒度测试图谱
2.3 电性能测试
2.3.1 电池容量和电池内阻测试
将再生的正极材料进行配料、涂布、压片、负极制程、电池装配、烘烤、注液、化成后进行电性能测试。化成步骤为电池注液后常温搁置12 h,上柜化成,化成工步:0.05 C×2 H,0.1 C×1.5 H。电池化成后常温搁置72 h,上柜分容,分容工步:0.5 C充到3.65 V,限流0.01 C,搁置15 min,0.5 C放电到2.0 V。
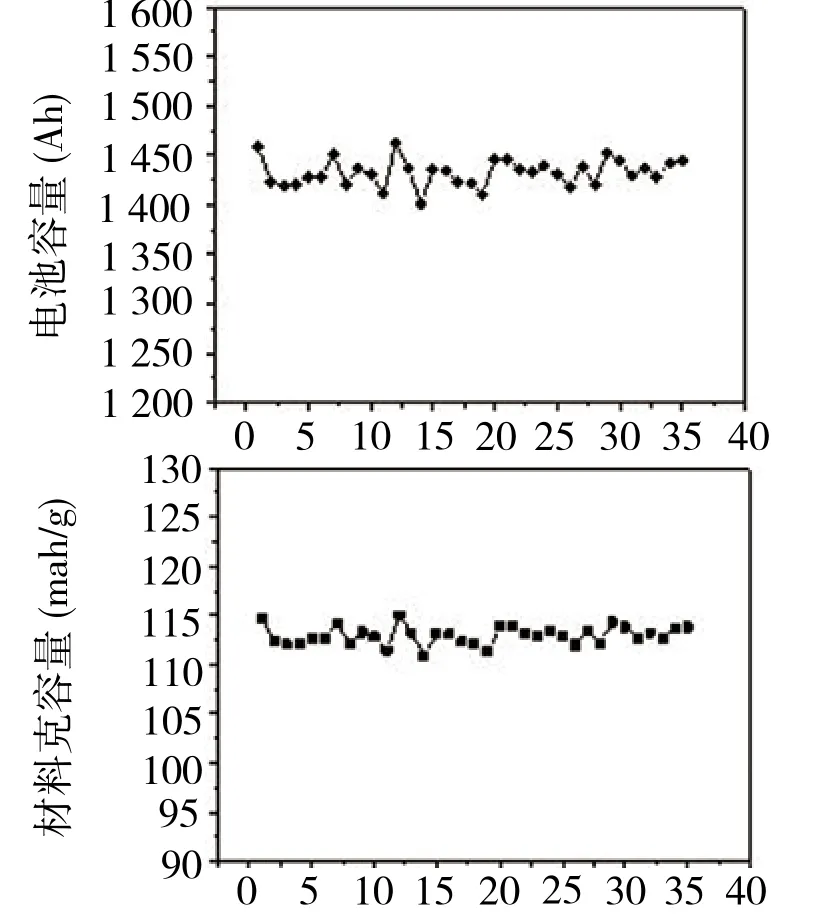
由图6可知,再生的正极材料得到电池容量在1400~1470 Ah波动,正极克容量在110~115 mAh/g波动,内阻在42~45 m Ω波动,电压为3.60和3.70 V两个值。再生材料组装的电池容量、克容量、内阻、电压均正常,符合正极材料国标要求。
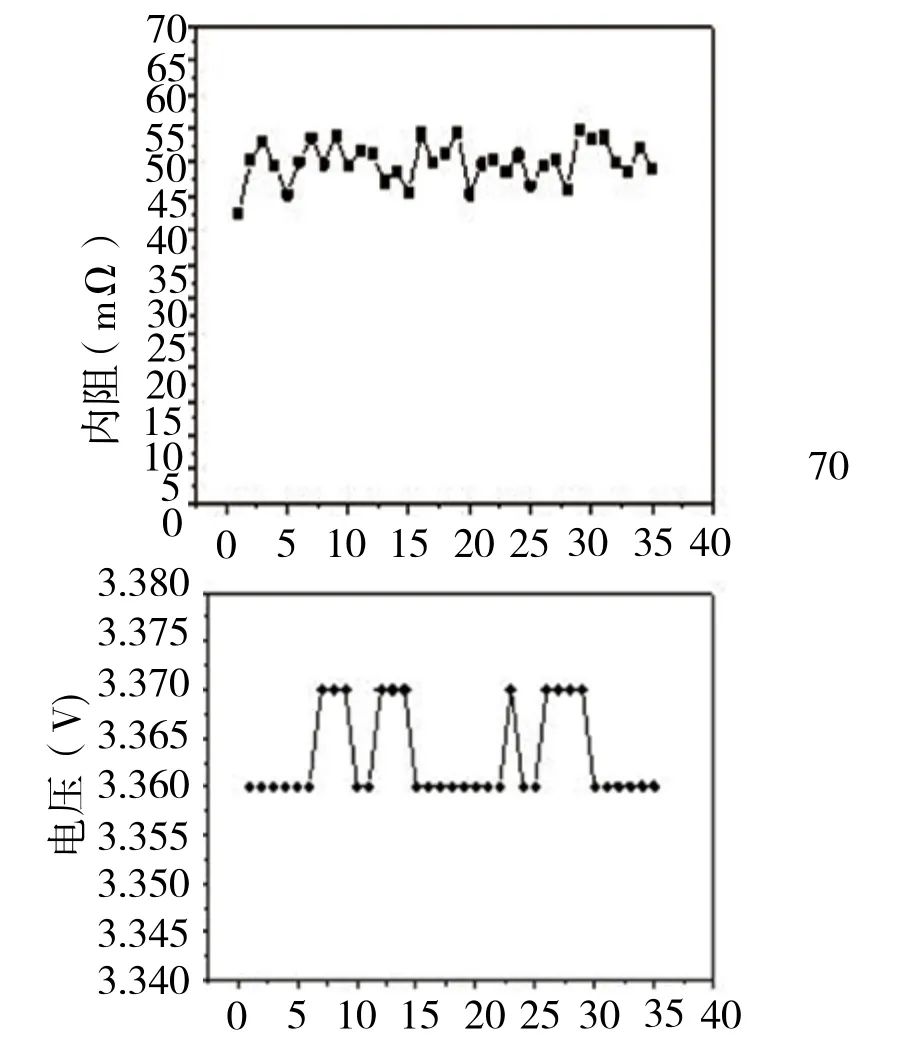
图6 两步煅烧再生正极材料的电性能测试图
2.3.2 电池倍率放电测试
采用再生材料制备的电池进行倍率测试(见图7),由图7可知,用1 C充电到3.65 V分别以0.5 C、1 C、2 C、3 C放电到2.0 V,0.5 C容量保持率100.2%,1 C容量保持率97.2%,2 C容量保持率95.6%,3C容量保持率93.1%。

图7 两步煅烧再生正极材料的倍率放电测试图
2.3.3 电池循环寿命曲线图
采用再生材料制备的电池进行寿命测试(见图8),由图8可知,电池进行1C充放电循环54次,容量保持率为99.5%,基本未衰减,具有优异的抗衰减性能。
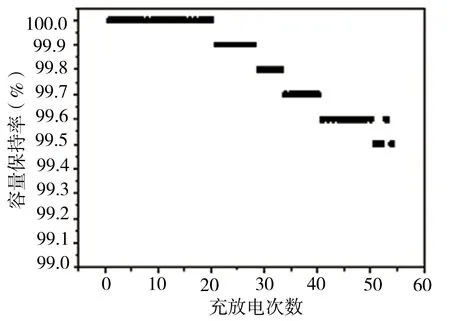
图8 两步煅烧再生正极材料的充放电循环测试图
3 结 论
(1)通过热重TG、DSC和元素成分分析,得到废旧磷酸铁锂的有机去除温度在430 ℃,再生温度在800 ℃,Li元素缺失0.3%,P元素缺失0.1%,确定可以通过两步煅烧法再生磷酸铁锂。
(2)通过XRD物相分析、粒度分析和比表面积分析,得到再生的磷酸铁锂无其它杂相、D50粒度0.6~0.7 μm,比表面积在13~17 g/m,物化性能均符合电池使用要求。
(3)通过电性能测试得到,再生磷酸铁锂的电池容量在1400~1470 Ah波动,正极克容量在110~115 mAh/g波动,内阻在42~45 mΩ波动,电压为3.60和3.70V两个值;0.5C容量保持率100.2%,1C容量保持率97.2%,2C容量保持率95.6%,3C容量保持率93.1%;充放电循环54次,容量保持率为99.5%。
(4)两步煅烧法再生的磷酸铁锂具有优异的理化性能和电性能,可作为正常正极材料使用。
