MT4400矿用卡车箱斗修复工艺
2022-05-19宋春东徐丽丽
宋春东,徐丽丽
(1.神华北电胜利能源有限公司;2.锡林郭勒职业学院,内蒙古 锡林浩特 026000)
MT4400矿用电动轮自卸型卡车标载为220t,是露天煤矿岩土剥离和煤炭运输的主要设备之一,肩负着矿山发展的重要任务,但随着设备服役10余年来,卡车各部结构件开始出现不同程度的开裂及损坏的现象,其中箱斗的损坏程度尤为严重,有的已经严重地威胁到设备的安全稳定运行,因此,总结历年箱斗维修经验,针对MT4400卡车箱斗损坏严重的焊接技术问题进行攻关,归纳总结了一套成熟的焊接工艺。对于MT4400型卡车箱斗的焊接整修工作起到了重要的技术支持。为保证焊接维修质量,我单位对以往维修工艺进行改进。新的箱斗整修工艺的使用,能够保证在不破坏箱斗主梁的情况下更换其因磨损、物料砸伤等原因损坏的底板,变形、腐蚀的横梁也得到整体更换,有效提高箱斗整修质量。
1 箱斗损坏原因
(1)钢材疲劳强度的限制。随着设备投入生产年限的增长,箱斗上各部结构件的钢材随着使用年限的增加,部分已达到疲劳极限,无法达到使用要求,导致其频繁开裂甚至损坏。
(2)使用原因。设备长时间运行,随着采掘设备装填物料时对箱斗底板及U形梁的冲击及排泄物料时对箱斗内壁的冲刷次数的增加,使得设备箱斗的损坏日趋严重,特别是箱斗底板及尾部由于箱斗在排泄物料时,不断承受物料的磨损和大块对其的冲击导致箱斗底板及尾部出现坑洼不平、孔洞等现象。
(3)操作原因。卡车在与采掘设备配合装载物料时,由于采掘设备司机操作水平不同,当物料在铲斗下落的有效高度过高时,大块物料就会对箱斗底板和侧板造成很大的冲击导致箱斗板材变形或损坏。另外,卡车的超、过载情况时有发生,在这种情况下,设备运行在坑洼不平的恶劣的路面上导致箱斗底板、U形梁等频繁开裂。
(4)气候原因。由于我矿处于锡林郭勒盟,四季温差大,冬天室外最低温达到零下40℃左右,由于剥离物料的湿度比较大,卡车箱斗的粘料情况比较严重,如果不采取有效的措施,冻料将会越积越多,直接影响设备的有效载重,从而降低设备的作业效率,间接地增加生产成本的投入。
为了避免上述情况的发生,我矿所有220T及卡车均采用暖箱设计来避免冬季箱斗冻料的情况,及将卡车发动机排出带有高温的尾气通过软连接、烟箱等将其输送到铺设在箱斗底部的每根U形梁内,对箱斗底板预热后再经过箱斗排烟系统排出,这样的设计有效地解决了箱斗的粘料问题,但由于梁体内外温差较大,在井字梁内就会产生大量的水蒸气被遗留在U形梁内,高温的烟气和水汽长期的存在加速了钢板的腐蚀情况,最终导致箱斗底板和U形梁的失效。
(5)多次返修的原因。MT系列卡车在我们矿山投入使用年限已经10余年,箱斗很多部位的焊缝均经过了多次的返修。例如,箱斗上存在应力集中和受力比较大的部位,此部位的焊缝或相邻部位会频繁开裂,多次重复性地在同一部位及周边进行焊接,导致其母材内部组织发生变化、力学性能下降,当箱斗此部位受到较大外力的作用时,焊缝将会再次开裂甚至恶化。
2 焊接方案及流程
(1)拆卸需要修复的箱斗。根据卡车箱斗的日常使用情况,通过点检将箱斗底板、侧板损坏严重、U形梁腐蚀严重的箱斗做好统计,将损坏比较严重直接影响卡车作业的箱斗优先进行拆卸。首先,将卡车停放到指定的维修场地,用多台吊车配合将箱斗拆卸并将其翻转后做好支护,防止在维修过程中箱斗倾倒造成伤人事故。
(2)清洗箱斗。由于卡车长期在坑下运行,为了防止采场路面在卡车运行过程中起尘,通常会对路面进行洒水处理,导致卡车在运行时轮胎带起的泥土粘贴到箱斗底部,为了便于检查箱斗各部的开裂、损坏情况,我们需要利用高压水枪对箱斗整体进行清洗,清除待修部位的油、泥以及积存的烟气等,方便以后维修作业。
(3)检查开裂情况。对箱斗进行整体评估,检查并统计箱斗上开裂、损坏的部位和其损坏程度,根据每个部位情况的不同确定相应的修复方案。
(4)切割箱斗U形梁及变形的箱斗底板。上述步骤完毕后,首先要将因变形严重和烟气腐蚀需要更换的梁体的部位进行切割,作业时使用氧气-乙炔火焰进行切割拆卸,切割U形梁时,要注意割枪角度以免因角度过大火焰伤害到不需要更换部位的箱斗底板,为以后的维修带来麻烦。待U形梁整体切割完毕,对需要更换的底板进行切割,切割时操作人员要选择好先后顺序为自己预留好操作空间,以免造成人员跌落的危险。
(5)箱斗底板组对及焊接。为了增加箱斗底板的使用强度,选用16mm厚的锰钢板作为基材,并按所需更换底板尺寸进行放样,采用等离子切割机进行下料。为了保正焊接质量,需对焊接部位进行开坡口并进行打磨处理,将板材表面的油、锈清除干净。上述步骤完毕后,将割好的钢板使用天吊吊装与原箱斗底板进行装配,组对过程中需要多人配合,要做好防护防止机械事故的发生,待底板组队到位进行点焊固定。为了满足箱斗底板焊接后的使用强度,需对箱斗底板进行双面清根焊接方式进行焊接,为了防止焊接变形和焊接应力的产生,焊接时首先焊接收缩量较大的焊缝且两人双面对称操作,以免焊接完毕由于应力的存在使箱斗在使用过程中焊缝处频繁开裂的问题产生。待箱斗底板焊接完毕,首先,要对所有焊接部位进行焊接检测,如果发现裂纹、气孔等焊接缺陷的存在,要及时进行修复直到满足使用要求。其次,要对底板上影响井字梁焊接的焊缝进行修磨,方便井字梁的顺利安装。
(6)U形梁的组对与焊接。由于箱斗设计缺陷,箱斗在出厂时是先将U形梁焊接在底板上,后焊接箱斗主梁,维修时为不破坏箱斗原有结构,原有修复工艺是在不破坏箱斗主梁的情况下为了将U形梁分为三段穿过主梁,每焊接完一段梁体,使用隔板与下一段连接在一起。这种情况下更换的一根梁体上存在五处对接焊缝,这样不仅增加了工作量,最主要的是降低了U形梁的使用性能,无法满足实际使用需求。为了避免上述情况的发生,特采用新的焊接方案。在每根更换的U形梁与箱斗主梁交汇部位的下方的箱斗底板上开300×500mm窗口1个,其目的有两个,一是解决U形梁与箱斗主梁交汇处从外部无法焊接的焊缝,二是在窗口内部添加带孔隔板增强箱斗底板耐冲击性,从而延长修复后箱的使用时间。将新的U形梁配件待焊部位油漆进行清除,去除U形梁断面影响穿梁过程中的尖角部位。同样使用天吊配合组对,吊装时,选好吊点使整根梁体尽量处在水平位置便于作业人员操作,如果梁体位置有偏差要用大锤、撬棍等工具进行微调,组对完成后需要进行多点固定,采用分段跳焊法进行焊接以防止焊接变形的产生。梁体外部无法操作的部位要在窗口内部进行焊接,由于空间狭小,要做好通风措施,并佩戴好防护面具。为了保证U形梁焊接完不漏烟,在焊接内外焊缝衔接时要做打孔处理,保证焊缝充分接实。
(7)底板窗口的关闭。待箱斗反面焊接工作全部完后翻转箱斗关闭预留的底板窗口,为了使窗口部位底板有一定的耐冲击性,需在窗口下方U形梁内加装留有烟气流动口的隔板,隔板尺寸大小要合适使其充分与U形梁底部和窗口盖板充分接触。避免因物料冲击盖板焊缝开裂造成的漏烟现象。为了保证窗口的焊接质量降低焊接操作人员的操作难度,通常要在窗口盖板下方设置衬板,保证窗口盖板与底板打底焊时能够充分融合。打底焊后,将焊渣清理干净后才可进行填充和盖面焊接,填充和盖面焊接要求采用多层多道焊,以达到改善焊缝熔池金属和热影响区组织的作用,减少应力集中,且盖面焊要避免咬边、余高过高等缺陷。焊后对焊缝进行整体检查,采用碳弧气刨修理余高过大影响耐磨板的铺设的焊缝。
(8)耐磨板的铺设与焊接。为了增加箱斗底板及内壁的使用强度以及耐磨性需对其内部加铺耐磨板,将耐磨板按照适合尺寸进行裁剪,并预留出足够多的塞焊缝,以保障耐磨板与箱斗底板的焊接牢固可靠,在铺设耐磨板时,要使其充分与箱斗母材充分接触不能存在空隙,以免在后续使用过程中由于物料的冲击造成焊缝开裂,导致耐磨板脱落。
3 焊接设备、焊材的选择及参数的确定
箱斗裂纹修复目前常用的开坡口方式为碳弧气刨,我们选择DC-600型手工电弧焊机,极性为直流反接,碳棒直径为8mm,电流一般为350~450A,刨削速度为0.8~1.2m/min;压缩空气压力一般控制在0.4~0.6MPa;碳棒夹持长度为80~100mm,碳棒伸出过短会影响观察熔池,过长会导致压缩空气压力下降,容易造成坡口内夹碳的现象产生。为了保证刨削的铁水顺利地被吹出坡口,碳棒一般与刨削面成45°夹角。因厢斗整体焊修工作量比较大,为了减轻焊接工人的劳动强度,提高焊接效率和焊接质量,我们选择山东奥泰NBC-350型二氧化碳气体保护焊焊机,并搭配使用ESAB 一71T型药芯焊丝,焊接参数如表1。
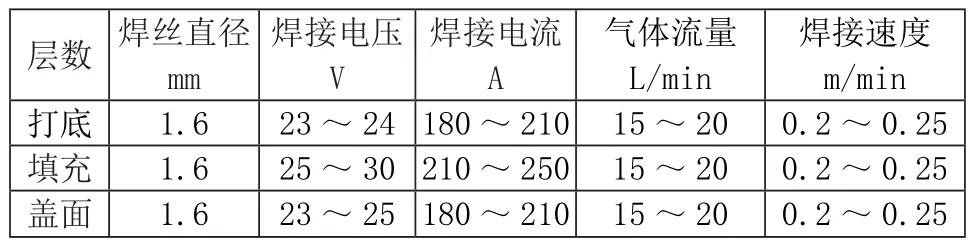
表1
(1)打底层焊接作业。选用的焊丝直径为Φ1.6mm。上述焊接时电流供个人参考,因焊接设备不同参数不尽相同,具体选择需可以结合个人的使用习惯以及焊接设备情况进行调试。打底焊时,要控制好焊接速度和熔池温度,以免将垫板烧穿产生缺陷,必要时可以采用断弧的方式进行操作。
(2)填充层焊接。填充层焊接为了改善焊缝金属的力学性能,采用多层多道焊接方式。为了提高焊接效率,在电流的选择上,要较打底层焊接电流稍大一些,从而利用大电流将打底层焊接中存在的夹渣、气孔等缺陷清除干净,降低焊缝内部缺陷的存在的风险,提高焊缝的力学性能和使用性能。
(3)盖面层焊接。盖面层的焊接电流选择要比填充层小一些,操作人员在整个焊接过程中应及时调节焊枪角度和在焊枪在坡口两侧停留时间,保证电弧将坡口两侧棱边融化1~2mm,且要保证焊缝内的填充金属足够,使焊缝与母材圆滑过渡避免咬边问题的产生,收弧时要采用点焊或是回焊法将弧坑填满避免弧坑裂纹的产生。焊接操时,每层、每道间焊缝接头要相互错开,因为每道焊缝的起始端都是最容易产生缺陷的部位,操作人员要格外注意。
4 焊接注意事项
焊接操作人员均应经过相关职业技术培训并取得相关职业资格证书才能进行操作。同时,操作人员要正确佩戴好个人劳动保护用品,做好个人防护。箱斗焊接涉及高空作业,凡高度超过两米以上操作人员需佩戴安全带,并悬挂与牢固可靠处。使用氧气-乙炔气割前要检查仪表、气线以及各项安全设施是否齐全有效,以免在使用过程中发生事故;使用电动旋转工具前,要检查线路以及打磨片的完好性以免使用过程中造成触电或是飞片伤人事故。
箱斗焊修时,所有焊缝均采用多层多道的焊接方法进行焊接,焊前要对所有待焊部位及其周边的油污及锈蚀进行打磨处理,焊接过程中要注意层间、道间熔渣的清理避免产生气孔、夹渣等焊接缺陷。焊接使用二氧化碳的纯度不得低于99.5%,且使用前半小时采用加热器对其进行干燥预热,防止焊接过程中气孔的产生。焊接作业现场风速大于1m/s时需要采用防风措施。作业现场多人联合作业,要设置焊接防护板,避免焊接弧光伤害。待所有焊缝焊接完毕,要进行检查,发现缺陷及时修复。
5 结语
MT系列卡车箱斗整体修复采用此方法焊接,降低了作业人员强度的同时,提高了箱斗的整体焊接质量,通过对U形梁和箱斗底板的改造,大大提高了其使用性能,满足了卡车箱斗的日常使用要求,有效地解决了卡车因箱斗损坏被迫停机的问题,提高了卡车的出动率,间接地节约生产成本,为同类型设备相同结构件的维修提供了一定的参考。