面向特种作业机器人功能评测体系研究
2022-05-19郑正国胡馨丹武利冲吴红丹姜业龙
0 引言
工业机器人技术日新月异,在各行业得到广泛应用,生产线配置工业机器人,形成柔性、高效的智能化生产线已成为现代智能制造发展方向
,在铜、铅、锌等有色金属冶炼、浇铸行业,车间生产往往为高温、大粉尘、强腐蚀的重复性高强度工作。针对这些生产线配置专门、特殊的作业机器人,替代人力,不仅可以提高生产效率,还可以将人从恶劣生产环境解脱出来,以此为例,已成为诸多行业强烈愿望。
然而在原有生产线上,配置特种作业的机器人进行特殊工艺流程中的某些工序作业,需要对机器人作业工艺与生产工艺流程参数匹配进行匹配。在设计、选型后,通过机器人评测,考察机器人是否满足安全性、可靠性、稳定性要求。然而针对新事物,往往出现评价对象主体覆盖不完善、性能所需参数不全面、整机性能影响机理与评估方法缺失、评测设备/方法不能满足实际评测需求等问题
。因此,建立科学、完整、准确的机器人作业评测体系,推进行业转型升级,实现从硬件基础、基础制造向智能制造方向转变,以降低产品生产线设计周期,达到优质、高效的智能制造
,并不断提高柔性化水平
。
本文借鉴数字孪生标准体系
与机械装备功能评测的一般方法
,建立面向有色金属浇铸特种作业机器人的功能评测体系,为有色金属浇铸行业智能制造生产线建设提供借鉴。
1 机器人功能评测体系概述
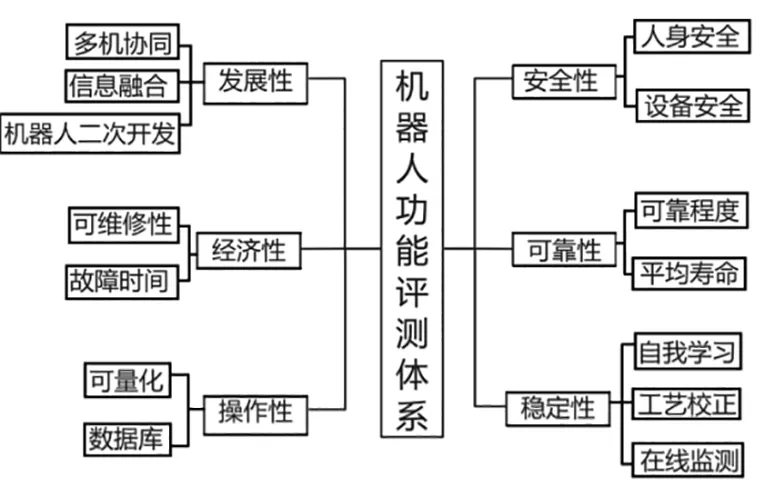
机器人功能评测体系,是指机器人在工作时,根据相关工艺流程与技术要求,以确定物理参数、运行环境、运行配置,实时状态下,全面和准确地描述机器人的安全性、可靠性、稳定性。同时要考虑机器人的不断提供技术迭代的发展性、经济性及操作性的特性。提供量化的方式,综合评价机器人功能是否完善和可行,为相关技术人员提供机器人选型和判断的重要支撑和理论依据。因此,评测体系从两个层面考虑,如图1所示。
2 功能评测体系总体设计及分析
2.1 功能评测体系建立
以锌锭铸锭生产过程为例,研究特种作业机器人的功能评测体系。依据锌锭铸锭工艺流程特征,建立数学模型评判标准。锌铸锭生产过程可以描述为:通过电解沉淀法得到锌皮,锌皮在500±20℃高温熔化后,浇铸成一定尺寸规格的锭块进行商品流通。因电解沉淀工艺限制,锌皮中含有约0.05%的杂质,同时在浇铸成型冷却过程中,锌在高温下易被氧化,从而形成了浮渣氧化皮,为不影响品质,需扒渣处理。
因此在完整的锌铸锭工艺上,包含了浇铸、扒渣、修锭、脱模、码垛、捆扎、贴签等作业工序。 这些生产流程中,传统的生产线上人工参与过多,产品质量稳定性难以保证,其生产安全性和经济性也受到制约。根据生产工艺特点,锌铸锭智能生产线可集成浇铸机器人、扒渣机器人、修锭机器人、码垛机器人、喷码机器人。
基于此智能生产线,建立锌浇铸、扒渣、修锭等三个核心工艺流程的功能评测体系。
2.1.1 浇铸机器人工艺评测
、
分别是扒渣特种机器人末端执行机构可运动至最远和最近的距离。
(1)安全性:该机器人是否具备在高温的作业环境,温度控制不可或缺,保证炉内温度和炉内熔融态的金属液量处于动态平衡的能力。若超出动态平衡所允许的偏差值,是否拥有紧急报警和在线提示等功能,若能充分保证人身安全、设备安全,则为安全性为优。
(2)利用暗示的方法调控学生的课堂行为。当学生的课堂问题行为不严重时,教师可以采用暗示的方式,如眼神交流、手势或走下讲台在教室里巡讲等解决这些问题。
(2)稳定性:浇铸过程中,设备是否具有根据炉内传感器所测得的实时数据的功能,并通过PC端进行信号数据处理,并进行自适应调节,若突受外界到外影响,浇铸特种机器人能否快速回到原来的平衡状态,以保证的特种作业机器人稳定运行。
实时监测炉内铸前熔融态的金属液位高度H
和实际浇铸后熔融态的金属液位高度H
,模具熔融态的金属液体积V,模具金属液温度T
,环境温度T
,来确定最佳冷却速率以达到最佳地浇铸效果,建立浇铸特种机器人稳定程度ξ
评测数学模型如式(1):
={[(
cos
±
)-(
-
)]+[
-(
-
)
]}%
(1)
刘兴策老师留校任教时被安排在语言专业,很幸运地随即得到在中国科学院语言研究所进修的机会,亲聆李荣、丁声树等多位学界巨擘讲课。本书中《李荣先生学术思想简论》一文,以深挚的情感回顾了李先生几十年中对他的教诲、指导。刘老师在汉语研究的几个方向上取得了坚实的成果,其《宜昌方言研究》等著作的学术价值,被同行老中青学人充分肯定,在推广普通话的理论和实践中,也作出了切实的贡献。
2
1
2 扒渣机器人工艺评测
(3)可靠性:高温的作业环境下,浇铸作业工业机器人需保证无故障时间
是否能够满足生产最低的时间要求
。可靠性取决于该机器人的可靠程度
,则有式(2):

(2)
式(2)中,若
<0,则说明可靠程度不满足要求,评测不合格,若
≥0,则说明可靠程度及格,为保证一定的经济效益选取0<
<0
125为善,
=0是可靠程度可信程度的极限值。
类型分布分别是感染性职业暴露47例次,其中黏膜暴露4例次(8.16 %),锐器伤43例次(87.76%);化学性职业暴露1例次(2.04%);其他职业暴露1例次(2.04%)。
扒渣机器人是通过视觉识别技术,结合仿生结构的末端执行器来模拟人工扒渣的过程装备。扒渣机器人作业效果的优劣依据机器人扒渣后锌锭表面质量来评价。
抽取生产线上的100个经过扒渣作业的锭块作为评价样本,由工业相机进行拍摄采样,再进行图像等价分割,得到图像信息特征向量,测出与之对应图像的灰度、边缘、纹理等的特征向量,并与标准的除渣优秀的特征向量进行比较。
假定的粗糙的特征向量
集合记为式(3):
= {
,
,
,…,
},
≥ 1
(3)
假定的实际扒渣特种机器人的关键点空间坐标P集合记为式(6):
= {
,
,
,…,
},
≥ 1
(4)
在联系群众、服务群众方面,重点整治群众身边特别是群众反映强烈的形式主义、官僚主义突出问题,《工作意见》举例称,“对一些地方官员来说,走马上任之后,信奉的是所谓‘新官不理旧事’那一套歪理,这样的干部往往言而无信,重招商轻落地、轻服务,影响营商环境。”这也是要重点整治群众身边特别是群众反映强烈的形式主义、官僚主义突出问题之一。
(5)
工业生产要求误差一般不超过5%。
(1)安全性:扒渣末端执行机构所携带的氧化渣,其温度高达几百摄氏度,若路径规划不合理、机械手臂速度节拍不协调,很容易造成高温锌液飞溅、氧化渣粘粘等情况。所以控制理想的路径、路径偏差值,有效避免危险事故的发生,是可靠性的关键。
假定的光滑的特征向量
集合记为式(4):
P= {X
,Y
,Z
;X
,Y
,Z
;…;X
,Y
,Z
},n≥ 1
(6)
假定的理想扒渣特种机器人的关键点空间坐标Q集合记为式(7):
Q= {X
,Y
,Z
;X
,Y
,Z
;…;X
,Y
,Z
},m≥ 1
(7)
扒渣特种机器人的关键路径偏差值A:

(8)
保证优秀的路径偏差值应满足:
4.2 压缩速率为12 mm/min和48 mm/min时,正三边形、正五边形Y向纸瓦楞管的缓冲吸能特性较优;正多边形横截面边数的增加使得两种方向纸瓦楞管的行程利用率提高,但Y向纸瓦楞管的行程利用率比对应横截面形状的X向纸瓦楞管高。对于3种管长和3种压缩速率下的Y向纸瓦楞管,当管长为150 mm或压缩速率为72 mm/min时都会导致其非理想变形模式占比增大,结构承载力降低,从而降低缓冲吸能特性。
式中,
为常数,由有色金属在模具中的最佳冷却速率所确定;
为环境影响因子,与外界各种因素有关;
是炉内容腔底面积。根据一般有色金属材料铸锭的偏差值为准,规定
值小于最大偏差值即可。
(9)
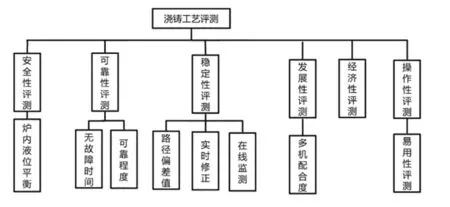
锌原材料在感应炉内经电磁感应和电流热效应,熔炼形成熔融态的金属液,再经浇铸特种机器人浇铸至模具,从而形成的铸锭块。铸锭块质量主要受温度和出液量两个因素的影响。不同温度下金属液的冷却速度不同,它影响铸锭成型时的外观、铸锭内部结晶质量;浇铸的出液量决定铸锭的实际重量,这是浇铸机器人的关键控制参数。要实现定量浇铸,需时刻维持炉内及浇铸口温度的动态平衡。因此浇铸特种工艺机器人应满足感应炉内温度实时监测和保温、炉内液位精准控制、及浇铸出液量控制等要求。这个过程需要评价的相关参数如图2所示,要关注安全性、稳定性、可靠性。
(2)稳定性:判断扒渣机器人在扒渣过程中的稳定性,需根据视觉传感器及现场监测仪器,综合对比计算偏差值是否合理。运行中的扒渣机器人,是实时导入虚拟数学模型中,经过计算处理,同时连续地修正机器末端执行机构的路径,使得关键路径偏差值
始终保持处于一个相对平衡的状态,若受到外界突然作用的影响,扒渣特种机器人系统经过一个较短的过渡过程仍然能够回到原来的平衡状态,以保证扒渣特种作业机器人稳定运行。
根据实时测量的相对三维空间坐标系,确定最佳能达到理想位置,最快速度且不影响机器人末端执行机构的相对稳定性,以防止实时修正过度,假定恢复时间,取多次样本,计算完成一次扒渣的平均时间,建立扒渣特种作业机器人稳定程度如式(10):
2. 检查方法:980例均行MRI检查,参考Stoller半月板退变和损伤的MRI分级标准[1]。Ⅰ级:不与半月板关节面相接触的灶性椭圆或球形高信号;Ⅱ级:半月板内水平或线形高信号,可延伸至关节囊缘,但未达到半月板关节面;Ⅲ级:线形或不规则高信号达关节面;Ⅳ级:形态不规整或信号大部分消失,同时进行Lysholm评分。

(10)
为常数,由机器人本体的伺服电机所决定;规定
值小于能满足生产和安全要求的最大偏差值即可。
在工程建设活动中,各专业之间的组织协调是建筑工程管理活动的关键,现阶段,土建、暖通、给排水、消防等各专业由于受各种因素的影响,缺乏协调配合,不可避免地存在很多难以预见的问题,容易造成各专业产生交叉、重叠,无法按施工图作业。

(11)
若
<0,则说明可靠程度不满足要求,评测不合格,若
≥0,则说明可靠程度及格,为保证一定的经济效益选取0<
<0
125为善,
=0是可靠程度可信程度的极限值。
2
1
3 修锭机器人工艺评测
(3)可靠性:高温的作业环境下,扒渣作业工业机器人需保证无故障时间
能够满足生产最低的时间要求
。可靠性取决于该机器人的可靠程度
,根据公式(11)
高温熔融态的有锌液,经浇铸、扒渣、冷却后,在模具槽里形成固态有色金属铸锭块。由于浇铸整个工艺流程中,不可避免的会使得金属液面的波荡,使得金属液附着于模具边缘或者溢出,从而产生飞边和毛刺。飞边和毛刺不仅直接影响了铸锭的表面质量还可能影响模具的耐用性,所以必须设置一道修锭工序来对铸锭进行修整。在自动化铸锭线上普遍采用修锭机器人完成对铸锭的修整,修锭机器人的末端执行机构含有刀片或打磨头,在伺服电机的控制下,带动末端执行机构进行修锭,经过采用图像灰度边缘的阶跃效应进行识别,综合判断修锭路径。
同理,将工业相机拍照采样后的图像进行像素等价分割,得到图像信息特征向量,即可测出与之对应图像的灰度、边缘、纹理等的特征向量。
识别的模具槽内边缘的特征向量
集合记为式(12):
= {
,
,
,…,
},
≥ 1
(12)
实际的模具槽内边缘的特征向量
集合记为式(13):
地理国情要素和地表覆盖数据虽属2类成果,但它们之间存在必然的逻辑关系。例如,地理国情要素中的道路中心线应位于地表覆盖道路图斑面内,地理国情要素中水域的高水界应大于地表图斑中水面的范围,地理国情要素中单位院落的点位应位于地表覆盖数据中房屋建筑的范围内等。在检查中,经常发现在此类要素中会出现逻辑约束关系不合理现象。作业时,应重点关注此类要素的联动更新问题,切勿顾此失彼。
= {
,
,
,…,
},
≥ 1
(13)
假定刃口吃入深度的拟定向量
集合记为式(14)
= {
,
,
,…,
},
≥ 1
(14)
规定刃口强度为
,
会随修锭的总工时
的长短而发生变化,式(15):
1.5 统计学处理 采用SPSS19.0软件分析数据,非正态分布的计量资料用中位数表示;计数资料用百分率(%)表示,比较采用χ2或Fisher确切概率法。生存曲线比较使用Kaplan-Meier法。以P<0.05为差异有统计学意义。
=
-
(15)
(1)安全性:在修锭工艺流程,若修锭机器人末端执行刀片路径规划、刃口吃入深度、刃口强度等没有提前计算设定,将会引起废屑飞溅,造成人身安全的隐患;也可能刃口吃入深度过深引起模具被破坏,废屑进入模具内腔,造成二次浇铸时的产品精度下降。所以控制理想的刀具走刀路径,需设定一个临界安全路径偏差值,以减少危险事故的发生。
以上是针对要素的标注规范说明,事件的指代标注与事件要素的指代标注是有区别的,事件包含对象、时间、环境等各个要素,即事件是由要素组成的.而事件要素的指代没有考虑事件之间的关系,只将两个要素单独进行指代关联.事件之间的指代,需要将各要素综合起来考虑,有时还需要联系上下文,根据上下文来判断两个事件是否表示同一个事件.
实际的模具槽内边缘的走刀点空间坐标
集合记为式(16):
考察修正后最终模型的主要拟合度指标,依据Amos Output中的Model Fit指标显示,显著性概率值P=0.132>0.05,卡方自由度比2/df=1.477<2.00,近似误差均方根RMSEA=0.049<0.08,拟合优度指数GFI=0.980>0.9,校正拟合优度指数AGFI=0.936,基准化适合度指标NFI=0.971>0.9,比较适配度指标CFI=0.990>0.9,综合考虑各项拟合指标,该结构模型整体拟合情况良好。
= {
,
,
;
,
,
;…;
,
,
},
≥ 1
随着九年义务教育及城乡一体化的推进,我们发现初中阶段的一个学校甚至是一个班级的学生由于来自不同的区域,学生的生源发生了结构性的变化。这样就造成了初中学生基础知识参差不齐,学习习惯及经验不相统一,使得课堂教学出现一部分学的兴高采烈,一部分鸦雀无声。尤其是来自农村的学生,由于小学的独立思考能力的缺陷,被动与落后的学习方式使这部分学生不敢或不能融入到正常的学习交流中来,从而导致对学习失去兴趣,产生厌学心理。因此,如何应对这些不利因素,通过有效的促进初中学生独立思考能力积累来提高学习兴趣,成为每个一线教师急需解决的课题。
(16)
识别的模具槽内边缘的走刀点空间坐标
集合记为式(17):
在本研究中,学生完成二稿的基本程序是,课下按照批改网反馈提示反复修改作文,然后提交。因教师并没有对修改提出具体要求,所以学生往往只根据反馈提示修改个别错误,看到分数提高即提交,导致词汇运用能力没有得到显著提高。因此,教师应该提出修改次数的要求,并规定学生按批改网的反馈提示逐条修改,如果放弃采纳某一提示,需给出原因。这样做可以使学生认真对待批改网的反馈,从而将批改网作为促改工具应用于写作教学,这二者的有机结合程度会影响学生对批改网的接受程度和利用率(2016)。如果放弃修改的原因是连续修改失败,学生可以求助于同伴或教师。
= {
,
,
;
,
,
;…;
,
,
},
≥ 1
(17)
扒渣特种机器人的走刀点径偏差值
为式(18):

(18)
保证优秀的走刀偏差值应满足:
≤0
5%×(
+
);
、
分别是模具槽内的长和宽。
(2)稳定性:修锭过程中,根据视觉传感器测得的数据,不断导入至已建立的核心数学模型中,经过中心处理器,实时连续地修正机器的走刀路径,使得走刀路径偏差值
始终保持处于一个相对平衡的状态,若受到外界影响,修锭特种机器人系统经过一个极短的过渡时间回到原来的初始动态平衡状态,以保证修锭特种作业机器人稳定运行。
根据实时测量的相对三维空间坐标系,确定最佳能达到理想位置,最快速率且不影响机器人末端执行机构的相对稳定性,以防止实时修正过度,假定恢复时间Δ
,完成一次修锭的时间为
,建立修锭特种作业机器人稳定程度
式(19):

(19)
为常数,由机器人本体的伺服电机所决定;规定
值小于能满足生产要求的最大偏差值即可。
(3)可靠性:修锭作业工业机器人需保证无故障时间
能够满足生产最低的时间要求
。可靠性取决于该机器人的可靠程度
,故有式(20)
(20)
若
<0,则说明可靠程度不满足要求,评测不合格,若
≥0,则说明可靠程度及格,为保证一定的经济效益选取0<
<0
125为善,
=0是可靠程度可信程度的极限值。
3 总结
以锌铸锭过程机器人作业为例,根据相关工艺流程与技术要求,以确定物理参数、运行环境、运行配置,实时状态下,全面和准确地描述机器人的安全性、可靠性、稳定性为主要评价指标,建立了量化评价模型,为相关技术人员提供机器人选型和判断提供了重要支撑和理论依据,可为有色金属浇铸行业智能制造生产线建设提供借鉴。
[1]曲道奎.中国机器人产业发展深度思考——机遇与挑战[J].机器人产业,2019(05):67-71.
[2]李本旺,吴曾萍,王茂林,冉坤.工业机器人性能测评体系研究综述[J].现代制造工程,2020(09):149-155.
[3]王冠,焦礼静,王惠明,杨雅娟,王珲,朱晓华.钢铁行业智能制造技术发展现状[J].环境工程,2020,38(12):173-176+137.
[4]孙凤元.汽车焊装车间柔性化生产线的应用研究[J].中国设备工程,2019(11):159-160.
[5]本刊编辑部.《国家智能制造标准体系建设指南(2021版)》发布[J].智能制造,2021(06):9.
[6]宋奇. 基于ROS的手部运动功能评测及康复训练系统设计[D].郑州大学,2019.
[7]张希明. 面向新型域控架构的网关控制器硬件设计及其功能评测系统开发[D].吉林大学,2021.
