一种废旧聚酯瓶生产塑编袋、包装袋的方法
2022-05-18王仁龙整理
王仁龙 整理
一、概述
聚酯瓶,又称PET瓶,PET是由对苯二甲酸和乙二醇反应生成的聚合物。PET瓶具有质轻、透明度高、耐冲击、不易碎裂等特性,还可以阻止二氧化碳气体,让汽水保持有“气”,因此被广泛应用于矿泉水、汽水等饮品的包装。
随着PET瓶的广泛应用,每年有成千上万吨废旧 PET瓶产生,为了避免资源浪费和环境污染,人们对废旧PET瓶进行回收利用。
目前PET瓶的再生方法主要有两种,一种是采用化学手段,对PET废料进行解聚反应后再加入多元酸或多元醇经酯化反应制备新的聚酯,但这种方法存在能耗大的问题,因为解聚反应通常是在高温高压条件下进行;另一种是采用物理手段,直接由PET废料加工塑料制品,但为了保证塑料制品的使用性能,通常需要添加助剂,如增强剂、增塑剂、抗静电剂、抗氧剂、抗紫外线剂等,对PET废料进行共混改性。
本文介绍了一种废旧聚酯瓶生产塑编袋、包装袋的方法,先采用化学改性结合物理改性的方式制备混合料,再由混合料加工生产塑编袋、包装袋,利用该方法不仅可以实现废旧聚酯瓶的高效再生,在降低成本的同时避免资源浪费和环境污染,还能利用制备的混合料生产得到具有优良应用性能的塑编袋、包装袋,提高经济效益。
二、技术方案
一种废旧聚酯瓶生产塑编袋、包装袋的方法,包括以下步骤:
(1)采用机械手段分离除去废旧聚酯瓶上的非PET部分,再经洗涤、破碎,得到PET废料;
(2)利用混炼型双螺杆挤出机对 PET废料进行熔融挤出,冷却切粒,得到再生PET粒料;
(3)向再生 PET粒料中加入异氰酸丙基三乙氧基硅烷,充分混合后转至反应型双螺杆挤出机中反应挤出,冷却切粒,得到改性PET粒料;
(4)向改性 PET粒料中加入增强剂、增塑剂和抗静电剂,充分混合后转至混炼型双螺杆挤出机中,熔融挤出,冷却切粒,得到混合料;
(5)采用混合料经拉丝、编织工序加工成塑编袋,或者采用混合料经吹塑工序加工成包装袋。
PET废料的塑性破坏严重,成型性差,强度低,本技术借助化学改性和物理共混的技术手段来改善其加工性能以及再加工制成塑料制品的应用性能。
所述混炼型双螺杆挤出机的螺杆长径比为(30-50):1,螺杆转速为100-400 r/min,螺杆温度为240-255℃。
所述再生PET粒料、异氰酸丙基三乙氧基硅烷的重量比为1000:(20-50)。由于本技术采用反应型双螺杆挤出机作为反应器,反应温度较高,在没有添加催化剂的条件下,所能达到的反应速率足以快速完成反应。
所述反应型双螺杆挤出机的螺杆长径比为(40-60):1,螺杆转速为100-400 r/min,螺杆温度为240-255℃。
所述改性PET粒料、增强剂、增塑剂和抗静电剂的质量比为 100:(5-20)(1-10):(0.25-2)。
所述增强剂为聚对苯二甲酸丁二醇酯(PBT)、聚乳酸(PLA)中的一种或两种的混合物。采用PBT、PLA作为增强剂,都属于聚酯类聚合物,与PET的相容性好。
所述增塑剂为柠檬酸三丁酯、环氧大豆油、偏苯三甲酸三辛酯中的一种或几种。相对于邻苯二甲酸酯类增塑剂来说,柠檬酸三丁酯、环氧大豆油、偏苯三甲酸三辛酯属于目前应用较为广泛的环保增塑剂。由于本技术采用异氰酸丙基三乙氧基硅烷对再生 PET进行的化学改性具有增塑效果,因此在物理共混改性时可以减少增塑剂的用量,降低增塑剂的投入成本。
所述抗静电剂为乙氧基化烷基胺。由于PET材料易摩擦产生静电,因此需要通过添加抗静电剂以减少静电积累。
本技术的另一个目的是提供一种增塑剂的制备方法,采用该增塑剂来替代柠檬酸三丁酯、环氧大豆油、偏苯三甲酸三辛酯作为上述技术方案步骤(4)中的增塑剂,取得更好的增塑效果。
所述增塑剂为L-谷氨酸二(间三氟甲基苯乙醇)酯,结构式如下所示:
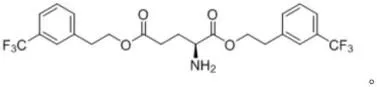
反应方程式如下所示:

合成方法:将L-谷氨酸加入溶剂DMF中,搅拌溶解,再加入间三氟甲基苯乙醇和催化量的浓硫酸,L-谷氨酸与间三氟甲基苯乙醇的摩尔比为1:2,加完后升温至80-85℃保温反应,反应结束,加水沉淀,过滤,水洗,烘干,粉碎,得到L-谷氨酸二(间三氟甲基苯乙醇)酯。
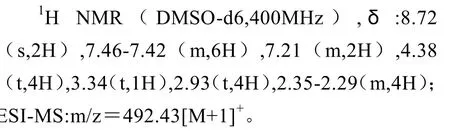
产物结构表征:
三、有益效果
(1)本技术采用机械手段分离除去废旧聚酯瓶上的非PET部分,因为废旧聚酯瓶上的标签与瓶盖通常不是 PET材质,需要将非 PET部分除去以保证PET废料仅包含PET大分子以及降解产生的小分子。
(2)本技术采用异氰酸丙基三乙氧基硅烷对再生PET进行化学改性(PET分子中的羟基与异氰酸丙基三乙氧基硅烷分子中的异氰酸基在高温条件下快速发生缩合反应),制得的改性 PET兼具PET、氨基甲酸酯和硅氧烷结构,从而改善再生 PET的加工性能和再加工制成塑料制品的应用性能。
(3)本技术在制备的改性 PET的基础上还适量添加了增强剂、抗静电剂和抗氧剂,目的是通过物理共混的方式来进一步优化再生 PET的加工性能和再加工制成塑料制品的应用性能。
四、具体实施方式
L-谷氨酸二(间三氟甲基苯乙醇)酯的合成:将14.7 g L-谷氨酸加入250 mL溶剂DMF中,搅拌溶解,再加入30.8 g间三氟甲基苯乙醇和1 g浓硫酸,加完后升温至80-85℃保温反应2 h,反应结束,加水沉淀,过滤,水洗,烘干,粉碎,得到L-谷氨酸二(间三氟甲基苯乙醇)酯。
实施例1
(1)采用机械手段分离除去废旧聚酯瓶上的非PET部分,再经洗涤、破碎,得到PET废料。
(2)利用混炼型双螺杆挤出机对 PET废料进行熔融挤出,螺杆长径比为35:1,螺杆转速为200 r/min,螺杆温度为 250-255℃,冷却切粒,得到再生PET粒料。
(3)向1000份再生PET粒料中加入42份异氰酸丙基三乙氧基硅烷,充分混合后转至反应型双螺杆挤出机中反应挤出,螺杆长径比为55:1,螺杆转速为250 r/min,螺杆温度为250-255℃,冷却切粒,得到改性PET粒料。
(4)向1000份改性PET粒料中加入100份聚对苯二甲酸丁二醇酯、50份柠檬酸三丁酯和5份乙氧基化烷基胺,充分混合后转至混炼型双螺杆挤出机中,熔融挤出,螺杆长径比为40:1,螺杆转速为200 r/min,螺杆温度为245-250℃,冷却切粒,得到混合料。
(5)采用混合料经吹塑工序加工成包装袋。
实施例2
(1)采用机械手段分离除去废旧聚酯瓶上的非PET部分,再经洗涤、破碎,得到PET废料。
(2)利用混炼型双螺杆挤出机对 PET废料进行熔融挤出,螺杆长径比为40:1,螺杆转速为250 r/min,螺杆温度为 250-255℃,冷却切粒,得到再生PET粒料。
(3)向1000份再生PET粒料中加入38份异氰酸丙基三乙氧基硅烷,充分混合后转至反应型双螺杆挤出机中反应挤出,螺杆长径比为50:1,螺杆转速为300 r/min,螺杆温度为250-255℃,冷却切粒,得到改性PET粒料。
(4)向1000份改性PET粒料中加入150份聚乳酸、40份环氧大豆油和3份乙氧基化烷基胺,充分混合后转至混炼型双螺杆挤出机中,熔融挤出,螺杆长径比为38:1,螺杆转速为200 r/min,螺杆温度为245-250℃,冷却切粒,得到混合料。
(5)采用混合料经吹塑工序加工成包装袋。
实施例3
(1)采用机械手段分离除去废旧聚酯瓶上的非PET部分,再经洗涤、破碎,得到PET废料。
(2)利用混炼型双螺杆挤出机对 PET废料进行熔融挤出,螺杆长径比为38:1,螺杆转速为150 r/min,螺杆温度为 250-255℃,冷却切粒,得到再生PET粒料。
(3)向1000份再生PET粒料中加入45份异氰酸丙基三乙氧基硅烷,充分混合后转至反应型双螺杆挤出机中反应挤出,螺杆长径比为58:1,螺杆转速为350 r/min,螺杆温度为250-255℃,冷却切粒,得到改性PET粒料。
(4)向1000份改性PET粒料中加入100份聚对苯二甲酸丁二醇酯、20份聚乳酸、35份偏苯三甲酸三辛酯和5份乙氧基化烷基胺,充分混合后转至混炼型双螺杆挤出机中,熔融挤出,螺杆长径比为40:1,螺杆转速为250 r/min,螺杆温度为245-250℃,冷却切粒,得到混合料。
(5)采用混合料经吹塑工序加工成包装袋。
实施例4
将实施例1中的柠檬酸三丁酯替换为等量的L-谷氨酸二(间三氟甲基苯乙醇)酯,其余步骤和条件不变,得到实施例4。
(1)采用机械手段分离除去废旧聚酯瓶上的非PET部分,再经洗涤、破碎,得到PET废料。
(2)利用混炼型双螺杆挤出机对 PET废料进行熔融挤出,螺杆长径比为35:1,螺杆转速为200 r/min,螺杆温度为 250-255℃,冷却切粒,得到再生PET粒料。
(3)向1000份再生PET粒料中加入42份异氰酸丙基三乙氧基硅烷,充分混合后转至反应型双螺杆挤出机中反应挤出,螺杆长径比为55:1,螺杆转速为250 r/min,螺杆温度为250-255℃,冷却切粒,得到改性PET粒料。
(4)向1000份改性PET粒料中加入100份聚对苯二甲酸丁二醇酯、50份L-谷氨酸二(间三氟甲基苯乙醇)酯和5份乙氧基化烷基胺,充分混合后转至混炼型双螺杆挤出机中,熔融挤出,螺杆长径比为40:1,螺杆转速为200 r/min,螺杆温度为245-250℃,冷却切粒,得到混合料。
(5)采用混合料经吹塑工序加工成包装袋。
实施例5
将实施例1中的柠檬酸三丁酯替换为40份的L-谷氨酸二(间三氟甲基苯乙醇)酯,其余步骤和条件不变,得到实施例5。
(1)采用机械手段分离除去废旧聚酯瓶上的非PET部分,再经洗涤、破碎,得到PET废料。
(2)利用混炼型双螺杆挤出机对 PET废料进行熔融挤出,螺杆长径比为35:1,螺杆转速为200 r/min,螺杆温度为 250-255℃,冷却切粒,得到再生PET粒料。
(3)向1000份再生PET粒料中加入42份异氰酸丙基三乙氧基硅烷,充分混合后转至反应型双螺杆挤出机中反应挤出,螺杆长径比为55:1,螺杆转速为250 r/min,螺杆温度为250-255℃,冷却切粒,得到改性PET粒料。
(4)向1000份改性PET粒料中加入100份聚对苯二甲酸丁二醇酯、40份L-谷氨酸二(间三氟甲基苯乙醇)酯和5份乙氧基化烷基胺,充分混合后转至混炼型双螺杆挤出机中,熔融挤出,螺杆长径比为40:1,螺杆转速为200 r/min,螺杆温度为245-250℃,冷却切粒,得到混合料。
(5)采用混合料经吹塑工序加工成包装袋。
对比例1
将实施例1中的步骤(3)删除,其余步骤和条件不变,得到对比例1。
(1)采用机械手段分离除去废旧聚酯瓶上的非PET部分,再经洗涤、破碎,得到PET废料。
(2)利用混炼型双螺杆挤出机对 PET废料进行熔融挤出,螺杆长径比为35:1,螺杆转速为200 r/min,螺杆温度为 250-255℃,冷却切粒,得到再生PET粒料。
(3)向1000份再生PET粒料中加入100份聚对苯二甲酸丁二醇酯、50份柠檬酸三丁酯和5份乙氧基化烷基胺,充分混合后转至混炼型双螺杆挤出机中,熔融挤出,螺杆长径比为40:1,螺杆转速为200 r/min,螺杆温度为245-250℃,冷却切粒,得到混合料。
(4)采用混合料经吹塑工序加工成包装袋。
对比例2
将实施例1中的增塑剂删除,其余步骤和条件不变,得到对比例2。
(1)采用机械手段分离除去废旧聚酯瓶上的非PET部分,再经洗涤、破碎,得到PET废料。
(2)利用混炼型双螺杆挤出机对 PET废料进行熔融挤出,螺杆长径比为35:1,螺杆转速为200 r/min,螺杆温度为 250-255℃,冷却切粒,得到再生PET粒料。
(3)向1000份再生PET粒料中加入42份异氰酸丙基三乙氧基硅烷,充分混合后转至反应型双螺杆挤出机中反应挤出,螺杆长径比为55:1,螺杆转速为250 r/min,螺杆温度为250-255℃,冷却切粒,得到改性PET粒料。
(4)向1000份改性PET粒料中加入100份聚对苯二甲酸丁二醇酯和5份乙氧基化烷基胺,充分混合后转至混炼型双螺杆挤出机中,熔融挤出,螺杆长径比为40:1,螺杆转速为200 r/min,螺杆温度为245-250℃,冷却切粒,得到混合料。
(5)采用混合料经吹塑工序加工成包装袋。
依照标准 GB/T 13022-1991《塑料薄膜拉伸性能试验方法》对上述实施例和对比例制备的包装袋进行拉伸性能测试。
测试结果见表1。
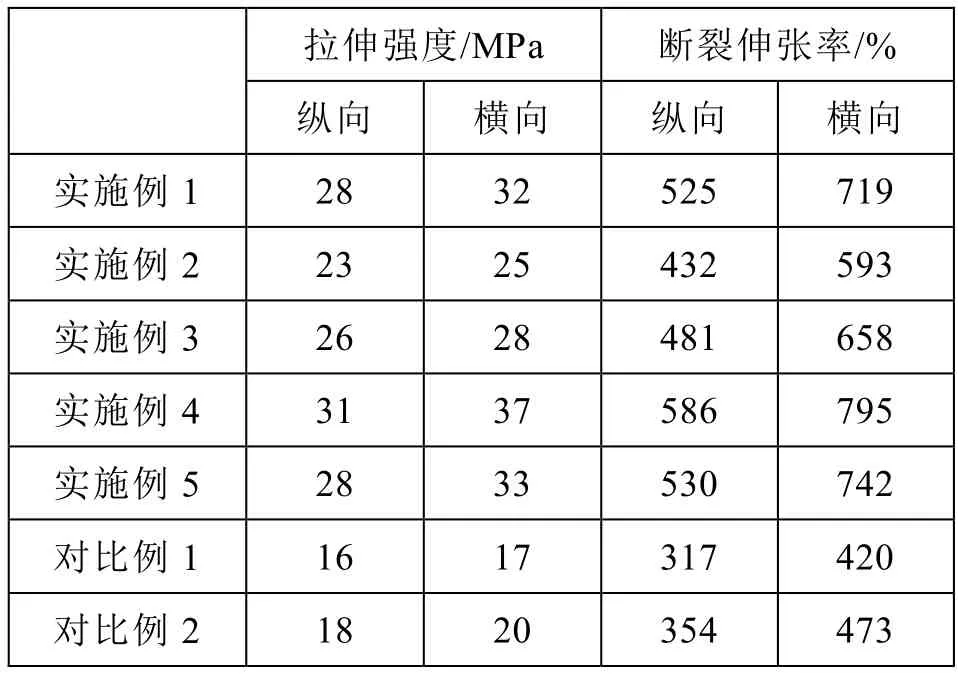
表1 包装袋的拉伸性能测试对比结果
由表1可以得知,实施例中增塑剂的添加、增塑剂的替换以及 PET的化学改性都能实质性提高最终所制再生PET产品的拉伸性能。