一种双层内粘集装袋加工工艺
2022-05-18王仁龙整理
王仁龙 整理
一、概述
传统内粘袋采用涂膜技术,因工艺要求,涂膜料在涂膜过程中,经常要达到 300℃左右的高温,在如此高温涂于集装袋基布上,导致聚丙烯制品的集装袋基布强度降低80-150N左右,同时因高温原因,断裂伸长率也相应下降 3%左右,基布硬度也相应提高,导致工人在缝制过程中更难以缝制。
原有技术公开了一种夹心式涂膜集装袋,包括袋体,柔性盖板,插板和内袋;所述袋体顶面开口,其底面为正方形,袋体的四壁为复合层状结构,包括帆布层,PC板层,覆膜层和基布层;所述袋体底面设置防水层;所述 PC板层外侧设置覆膜层和帆布层;所述 PC板层内侧设置基布层和帆布层,其中 PC板层顶面设置插槽;所述插板设置在插槽内;所述插板表面光滑;所述插板底端内侧具有倾斜面;所述插板顶端内侧设置防滑板;所述插板内隐藏设置条形的干燥条;所述插板上设置楔形凹槽,所述楔形凹槽位于防滑板上;所述插板的高度略小于插槽的深度;位于袋体内壁四周设置可翻动的内盖;所述柔性盖板铰接在袋体外壁一侧,在柔性盖板的自由端设置三个粘贴片;所述内袋位于袋体内;在内袋顶面和内盖之间设置粘贴结构,其中在内盖底面设置搭扣公片,位于内袋顶面设置搭扣母片;所述内袋呈立方体结构,其顶面设置筒状的进料口,在其底面设置筒状的出料口。
但是该技术方案的集装袋加工工艺繁琐,虽然能起到很好的防水防潮的作用,但是制造成本高,不适用于批量化生产。
因此原有技术存在诸多缺陷,其中集装袋的加工,除拉筋袋以外,普通圆筒集装袋因涂膜层在外,不耐摩擦,同时在加工普通圆筒集装袋时,需要人工翻袋后再印刷,导致工艺流程不能简化,切印一体机不能应用。
针对原有技术中存在的上述不足之处,本文介绍了一种双层内粘集装袋加工工艺,用以解决现有技术普通圆筒集装袋因涂膜层在外,不耐摩擦,在加工普通圆筒集装袋时,需要人工翻袋后再印刷,导致工艺流程不能简化,切印一体机不能应用的问题。
二、技术方案
一种双层内粘集装袋加工工艺,包括以下步骤:
S1,吹制内膜:通过双层共挤吹膜机吹制出内膜,内膜为圆筒形,且内膜包括两层,内膜外层为EVA层;
S2,内膜外编制基布:再通过内膜吨袋圆织机编织出圆筒形的基布,同时将经过 S1制成的内膜套入基布内,制成内层为内膜外层为基布的双膜基布袋;
S3,内膜粘制:将 S2中制成的双膜基布袋的内膜中灌入气体,并通过收卷设备将双膜基布袋一端头进行收卷,另一端不断输送双膜基布袋,且保持内膜中的气压保持在5至7个标准大气压,保持双膜基布袋处于膨胀紧绷状态,然后再对处于膨胀紧绷状态的双膜基布袋的圆周面置于138℃至160℃的加热装置中进行均匀加热。
S3中对双膜基布袋的圆周面的加热温度为150℃。
EVA层的醋酸乙烯含量为17%至19%。
EVA层的醋酸乙烯含量为18%。
内膜内层的材料为高压聚乙烯或线性聚乙烯。
三、有益效果
1.采用本技术的加工工艺加工出的集装袋因其防水层设置于基布内,使得其耐磨性极佳,且在内膜粘制过程中采用了 EVA材料作为粘附介质,使得基布与内膜内层的粘附具有较高的强度,同时由于在内膜粘制过程中的温度在 138℃至 160℃的温度状态下进行,传统的加热温度为300℃,因此内膜粘制的加热温度远低于传统的加热温度,使得聚丙烯制品的集装袋基布强度没有任何降低、断裂伸长率也没有下降;
2.采用本技术的加工工艺加工出的集装袋,由于在进行内膜粘制过程中加热温度不高使得基布的硬度也适中,便于更好地缝制,在后续的加工过程中不需要人工翻袋后再印刷,工艺流程简化,切印一体机能够得到应用。
3.一系列的工艺升级改造后,集装袋的后整、切、翻、印工艺,由一体机便完成了所有工序,节约人工的同时,也提高了集装袋质量。
四、附图说明
五、具体实施方式
实施例一
如图1所示,一种双层内粘集装袋加工工艺,包括以下步骤:
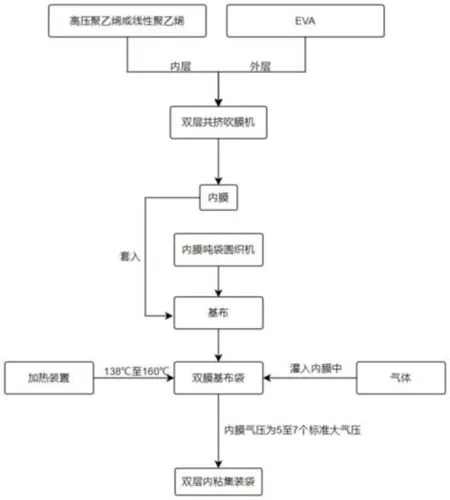
图1 本技术的工艺流程示意图
S1,吹制内膜:通过双层共挤吹膜机吹制出内膜,内膜为圆筒形,且内膜包括两层,内膜外层为EVA层;
S2,内膜外编制基布:再通过内膜吨袋圆织机编织出圆筒形的基布,同时将经过 S1制成的内膜套入基布内,制成内层为内膜外层为基布的双膜基布袋;
S3,内膜粘制:将 S2中制成的双膜基布袋的内膜中灌入气体,并通过收卷设备将双膜基布袋一端头进行收卷,另一端不断输送双膜基布袋,且保持内膜中的气压保持在5至7个标准大气压,保持双膜基布袋处于膨胀紧绷状态,然后再对处于膨胀紧绷状态的双膜基布袋的圆周面置于138℃至160℃的加热装置中进行均匀加热。
本实施例中的双层共挤吹膜机将灌注入其中的内膜原料和外膜原料不断挤出,形成双层的内膜,外层采用EVA材料。
进入 S2后,其内膜吨袋圆织机编织在编织基布的同时,将内膜套入基布内,以便于后续的内膜粘制的工序更有效地进行。
在 S3中,将双膜基布袋中灌入气体,其气体能够对内膜内表面施加一定的气压,不仅能够使得挤压更加稳定,而且使得挤压力得到控制,与此同时,对双膜基布袋外表面进行均匀加热,使得EVA受热起到粘附作用,将内膜内层与基布内层粘附在一起,形成一个整体。其加热温度范围为138℃至160℃,温度过高会导致基布出现强度降低,基布的断裂伸长率下降,而温度过低EVA无法达到较佳的溶化状态,无法达到较佳的粘附作用。
S3中对双膜基布袋的圆周面的加热温度为150℃。在将双膜基布袋的圆周面的加热温度为设置为 150℃时,其基布与内膜内层的粘附效果最好,结合更加紧密,不易开裂或分离。
EVA层的醋酸乙烯含量为17%至19%,醋酸乙烯含量的含量在这一范围,具有较好的粘附效果。
实施例二
本实施例作为上一实施例的进一步改进,如图1所示,一种双层内粘集装袋加工工艺,包括以下步骤:
S1,吹制内膜:通过双层共挤吹膜机吹制出内膜,内膜为圆筒形,且内膜包括两层,内膜外层为EVA层;
S2,内膜外编制基布:再通过内膜吨袋圆织机编织出圆筒形的基布,同时将经过 S1制成的内膜套入基布内,制成内层为内膜外层为基布的双膜基布袋;
S3,内膜粘制:将 S2中制成的双膜基布袋的内膜中灌入气体,并通过收卷设备将双膜基布袋一端头进行收卷,另一端不断输送双膜基布袋,且保持内膜中的气压保持在5至7个标准大气压,保持双膜基布袋处于膨胀紧绷状态,然后再对处于膨胀紧绷状态的双膜基布袋的圆周面置于138℃至160℃的加热装置中进行均匀加热。
本实施例中的双层共挤吹膜机将灌注入其中的内膜原料和外膜原料不断挤出,形成双层的内膜,外层采用EVA材料。
进入 S2后,其内膜吨袋圆织机编织在编织基布的同时,将内膜套入基布内,以便于后续的内膜粘制的工序更有效地进行。
在 S3中,将双膜基布袋中灌入气体,其气体能够对内膜内表面施加一定的气压,不仅能够使得挤压更加稳定,而且使得挤压力得到控制,与此同时,对双膜基布袋外表面进行均匀加热,使得EVA受热起到粘附作用,将内膜内层与基布内层粘附在一起,形成一个整体。其加热温度范围为138℃至160℃,温度过高会导致基布出现强度降低,基布的断裂伸长率下降,而温度过低EVA无法达到较佳的溶化状态,无法达到较佳的粘附作用。
S3中对双膜基布袋的圆周面的加热温度为150℃。在将双膜基布袋的圆周面的加热温度为设置为 150℃时,其基布与内膜内层的粘附效果最好,结合更加紧密,不易开裂或分离。
只要双层共挤吹膜机一直吹制内膜,内膜吨袋圆织机一直编织基布,则双膜基布袋能够一直生产,并配合加热装置的加热,及内膜保持持续的压力,则集装袋能够持续进行生产,实现集装袋的流水线生产。
EVA层的醋酸乙烯含量设置为18%,其EVA层的粘附效果最佳。
内膜内层的材料为高压聚乙烯或线性聚乙烯。高压聚乙烯或线性聚乙烯设置为内膜内层,保证内膜内层具有较佳的防水防漏效果,且具有较佳的结构强度。
经过上述工艺制造的集装袋,其内膜与基布内表面紧密结合,从而防止内膜与基布分离,在后续的集装袋加工时,其内膜与基布为一体,更加利于缝制、印刷工序。传统工艺在基布外表明覆膜,再将其覆膜翻至集装袋内,人工翻袋的成本较高。而本技术的加工工艺制成的集装袋无需翻袋,在生产过程中,内膜直接粘附于基布内表面,不仅较少了人力成本,而且还能实现流水线作业,集装袋的后整、切、翻、印工艺,由一体机便完成了所有工序,也提高了集装袋质量。