精梳汉麻棉混纺转杯纱的工艺优化
2022-05-18冯清国任家智屈怡婷陈宇恒
冯清国 任家智 屈怡婷 陈宇恒
(中原工学院,河南郑州,450007)
棉和汉麻都属于天然纤维素纤维,是纺织生产加工的基本原料,在我国纺织产业中具有很重要的地位。棉纤维的天然转曲性能使其具有一定的抱合力,有利于纺纱;而汉麻结晶度、取向度较高,抗弯刚度比较大,抱合力差,汉麻落麻纤维长度短,用汉麻落麻纯纺难度较大,纺纱质量较差[1-3]。现以精梳汉麻/精梳棉60/40 22 tex 转杯纱为例,介绍汉麻棉混纺纱线产品的开发经验,并通过试验分析,对其生产工艺进行优化研究。
对转杯纺来说,分梳面工作长度是指给棉罗拉与给棉板对棉条的握持点至分梳辊与外壳最紧点之间的弧长,也称分梳工艺长度。分梳工艺长度越小,则纤维被梳理的长度越长,纤维被梳理的次数越多,对纤维的损伤越大。分梳辊担负着分梳和运送纤维、排除短绒和杂质的任务,既要分解纤维,又要尽可能减少纤维损伤,并有一定的排杂作用,同时还要使纤维顺利转移,如图1 所示。隔离盘是自排风式转杯纺纱机的关键器材之一,主要作用是定向引导纤维及气流,减少因纤维包缠影响成纱质量的现象,其导流槽相对于输棉通道出口的角度(隔离盘角度)与成纱质量、产量有着密切的关系,如图2 所示[4-5]。
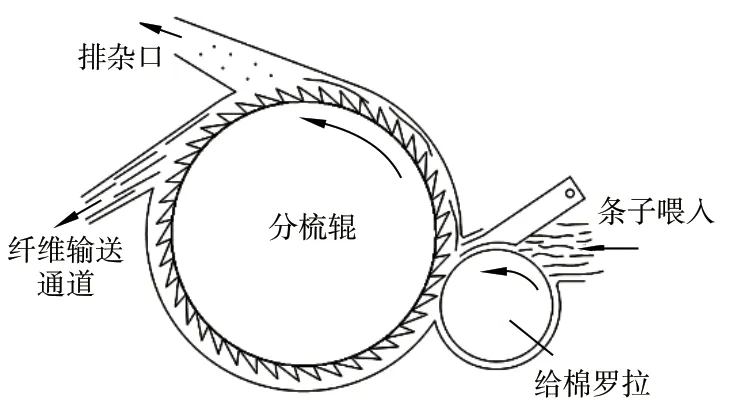
图1 分梳棍分梳结构图
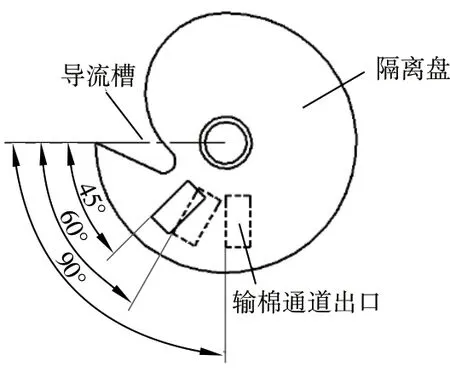
图2 隔离盘角度
1 纺纱原料及工艺流程
1.1 原料性能
原料性能决定了最终产品的性能,亦是设置纺纱工艺参数的基础。汉麻、棉纤维的物理性能指标如下。
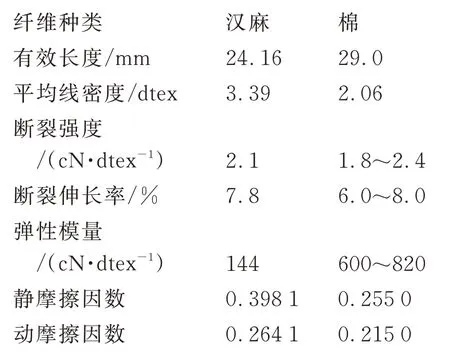
为了方便试验,我们直接采用由湖北某纺织厂按照汉麻/棉60/40 混纺比制成的精梳小卷,小卷定量57.23 g/m,利用AFIS PRO2 型单纤维测试仪测试精梳小卷性能指标:12.7 mm 短绒率9.45%,棉 结175 粒/g,棉 结 大 小665 μ m,杂质19粒/g,有效长度27.0 mm,平均长度19.7 mm,长度不匀率61.4%。
1.2 纺纱工艺流程
JSFA588 型精梳机→JWF1310 型并条机(二道)→DHU-Z02 型转杯纺纱机
1.3 纺纱工艺参数
由于汉麻纤维较棉纤维长度短,为了保证成纱混纺比,精梳落棉率控制在18%左右;应结合汉麻纤维本身的性能特点尽可能选择较小的锡林齿密和齿深。具体纺纱工艺参数如下。
精梳工序:小卷定量57.23 g/m,给棉方式为前进给棉,给棉长度4.7 mm,锡林总齿数28 000齿,顶梳齿密300 齿/10 cm,顶梳插入深度-0.5 mm,锡林定位37 分度,搭接刻度+1.5,落棉隔距7.5 mm,梳理隔距0.45 mm,后区牵伸1.25 倍,精梳速度300钳次/min,精梳条定量16.30 g/5 m[6]。
并条工序:并合根数5 根,头并牵伸4.815 倍,二并牵伸5.059 倍,半熟条定量16.93 g/5 m,熟条定量16.73 g/5 m。
转杯纺工序:给棉罗拉与给棉板隔距0.15 mm,引纱速度57.31 m/min,喂入速度6 r/min,转杯速度36 000 r/min,分梳辊速度3 101 r/min ~3 449 r/min,纺纱号数22 tex,捻系数295[7-8]。
2 试验方案与结果
采用正交表L9(34)试验设计,主要分析成纱条干CV值、细节、粗节、棉结、3 mm 毛羽数及断裂强度。在其他工艺条件一定的情况下,分别选取分梳工艺长度A、分梳辊速度B、隔离盘角度C等3 个工艺参数作为影响因素,具体如表1 和表2所示。
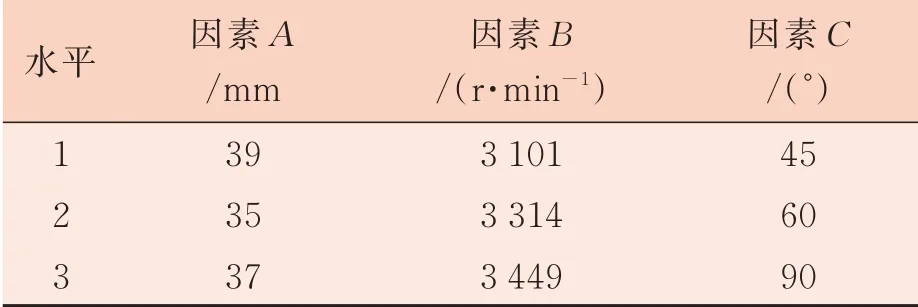
表1 正交试验因素水平表
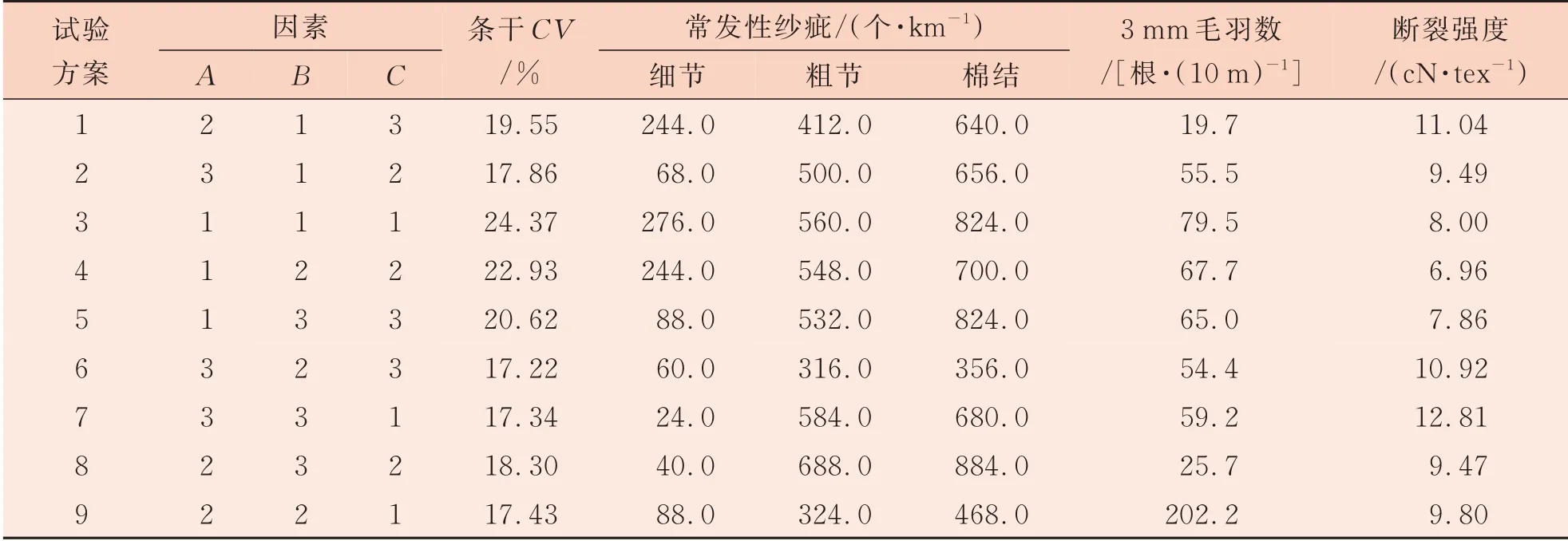
表2 正交试验方案及试验结果
3 试验结果分析
3.1 极差分析
由于均值所产生的差异是由各个因素取3 个不同的水平引起的,因此可根据极差确定各因素对质量指标的影响主次顺序,并确定较优工艺方案。极差大小直接反映该因素对质量指标影响的幅度,极差越大表明该因素的影响越大,为主要因素,反之亦然。正交试验极差分析如表3 所示。
由表3 可知,对于条干CV指标,分梳工艺长度有显著影响,隔离盘角度影响较小,较优方案为A3B3C3,即分梳工艺长度37 mm、分梳辊速度3 449 r/min、隔离盘角度90°时,成纱条干质量指标较好;对于细节指标,分梳工艺长度有显著影响,隔离盘角度影响最小,较优方案为A3B3C2,即分梳工艺长度37 mm、分梳辊速度3 449 r/min、隔离盘角度为60°时,成纱细节较少;对于粗节指标,隔离盘角度有显著影响,分梳工艺长度影响最小,最优方案为A3B2C3,即分梳工艺长度37 mm、分梳辊速度3 314 r/min、隔离盘角度为90°时,成纱粗节较少;对于棉结指标,分梳辊速度有显著影响,隔离盘角度影响最小,最优方案为A3B2C3,即分梳工艺长度37 mm,分梳辊速度3 314 r/min、隔离盘角度90°时,成纱棉结较少;对于毛羽指标,隔离盘角度有显著影响,分梳工艺长度影响最小,最优方案为A3B3C3,即分梳工艺长度37 mm、分梳辊速度3 449 r/min、隔离盘角度90°时,成纱毛羽较少;对于断裂强度指标,分梳工艺长度有显著影响,分梳辊速度影响最小,最优方案为A3B3C1,即 分 梳工艺长度37 mm、分梳辊速度3 449 r/min、隔离盘角度45°时,成纱断裂强度较高。
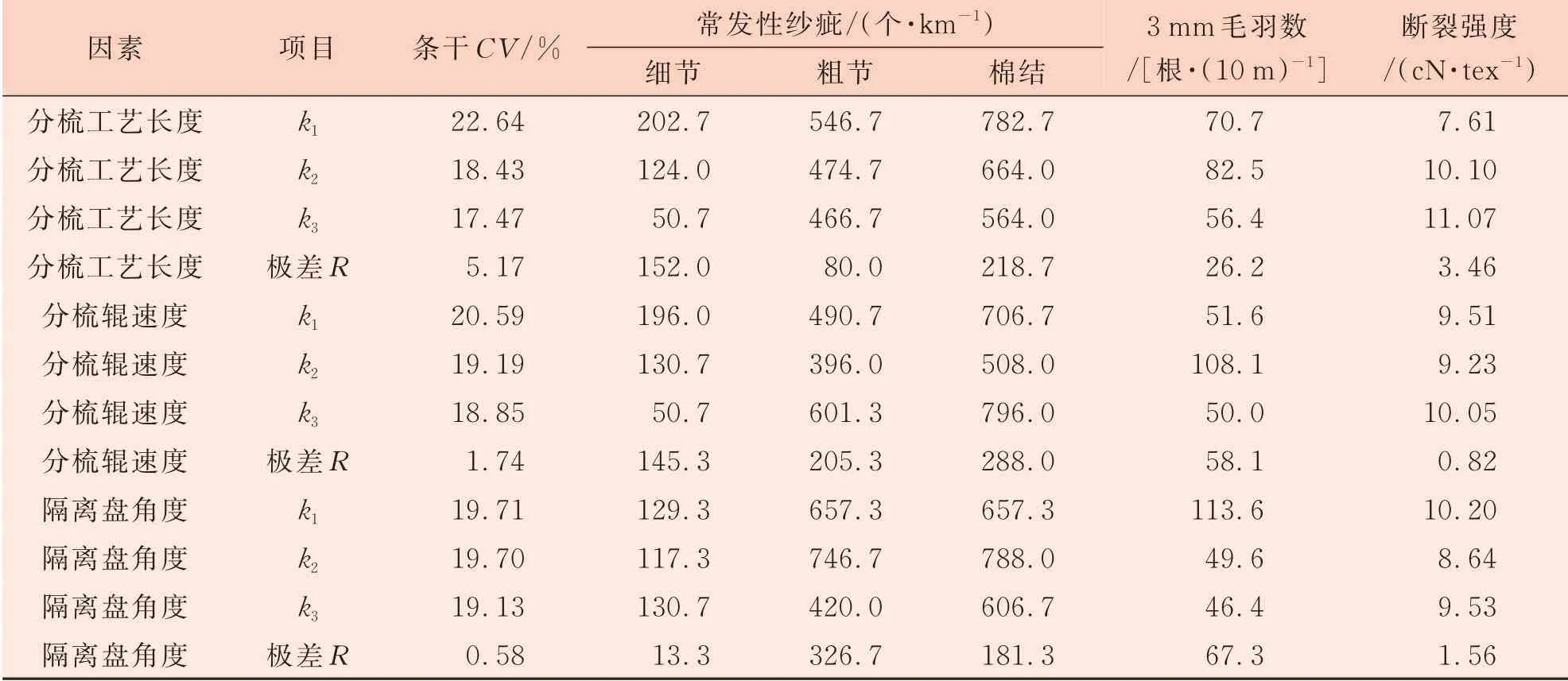
表3 正交试验极差分析
3.2 多指标综合优化分析
本次试验过程中优化3 项工艺参数,对于多指标的优化试验,有的指标值要求越大越好,而有的指标值要求越小越好。通过极差分析可以看出,各个指标值所对应的较好水平参数可能会相互矛盾,因此,在工艺参数优化过程中需要进行综合评价。综合评分法是一种将多指标按着一定的规则转换为单指标的方法。具体来讲,它是综合比较各种指标的重要性及其实测值,对每个方案结果评定出一个综合分数,而以此分数作为单指标进行统计分析。这种方法适用于各项指标重要程度大致相同的情况,是处理多指标问题的常用方法。评分方法按照如下公式计算,当指标值与隶属度正相关时,隶属度=(指标值-指标最小值)/(指标最大值-指标最小值);当指标值与隶属度负相关时,隶属度=1-(指标值-指标最小值)/(指标最大值-指标最小值)。可先把每项指标的优秀值定为满分,对其他方案所得的该指标值,视其与该优秀值的差异根据隶属度公式按比例打分,然后对每个方案的所有指标的分数相加即得综合评分[9-10]。依据每个方案的综合评分,按照单指标正交试验法对其进行极差分析,分析结果分别如表4 和表5 所示。
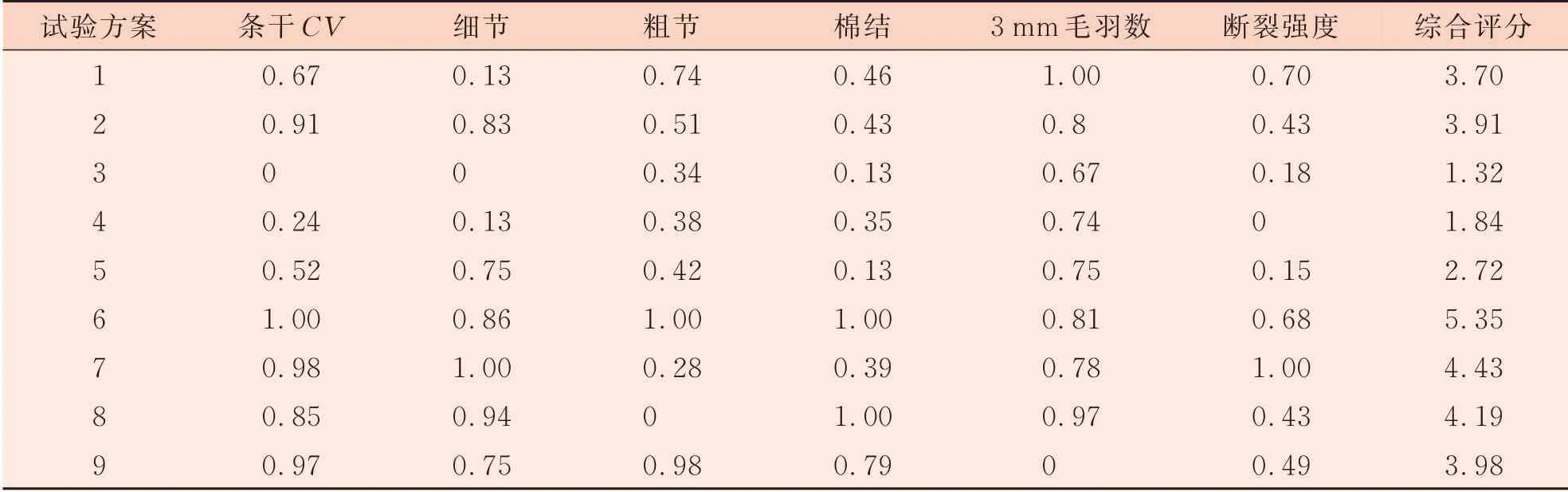
表4 各试验方案综合评分结果 单位:分
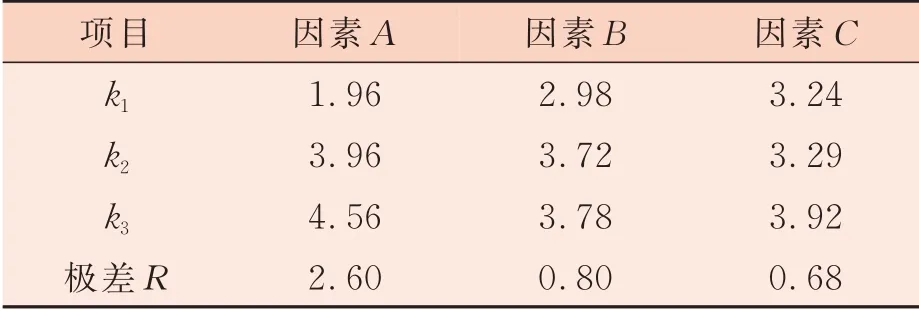
表5 综合评分极差分析
由表5 可知,各因素对多指标综合质量指标影响的主次顺序为A>B>C,即分梳工艺长度对综合质量指标有显著影响,分梳辊速度影响次之,隔离盘角度影响最小,相对应的最佳工艺水平为A3B3C3,即分梳工艺长度37 mm,分梳辊速度3 449 r/min,隔离盘角度90°。
4 结语
通过正交试验分析,结合转杯纺纱原理可知,分梳工艺长度对纺纱质量的影响较为显著,分梳工艺长度37 mm 时,各项指标均较好;增大分梳辊速度,可以明显改善纺纱质量,这与其功能密切相关;隔离盘角度增大后,能够使纤维顺利转移并减少缠绕纤维的产生,从而能够改善纺纱质量。在转杯纺设备上进行多种纤维精梳混纺,是拓宽纺织企业转杯纱产品结构、提高产品附加值的必然趋势。精梳汉麻棉混纺产品具有绿色天然纤维的特性,将会不断受到消费者的青睐。通过对精梳汉麻棉混纺转杯纺的工艺试验,为我们寻找影响成纱质量的主要因素进行优化,对类似产品的生产实践具有较好的指导作用。
