电弧炉冶炼供氧强度的控制与DS夹杂物含量的降低
2022-05-16霍振全
霍振全
(邢台德龙机械轧辊有限公司,河北 邢台054001)
随着我国汽车工业的飞速发展,汽车薄板用钢质量要求迅速提高和冷轧辊材料更新换代速度的加快,GB/T 15547—2012《锻钢冷轧辊辊坯》标准中明确规定冷轧辊辊坯要进行非金属夹杂物检测[1]。非金属夹杂物是钢铁材料破坏的主要诱因,尤其是冷轧辊材料中夹杂物会一定程度上影响到冷轧钢板的表面质量,而且会降低轧辊的服役周期,给轧钢生产节奏带来不利影响。
冷轧辊钢中的非金属夹杂物按GB/T 10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》评定[2]:要求A类≤1.5级,B类≤1.5级,C类≤1.5级,D类≤1.5级,DS类≤1.5级,A+B+C+D+DS≤5.0级。生产经验表明,冷轧辊高倍组织金相检测中,主要是以单颗粒球状DS类夹杂物为主,其余几乎可以忽略。标准GB/T 10561—2005对DS夹杂物进行明确定义:DS类夹杂物(单颗粒球状类)呈圆形或近似圆形,直径≥13 μm的单颗粒非金属夹杂物,具体评级界限(最小值)见表1[2]。
冷轧辊钢中的DS非金属夹杂物尺寸虽然小,但对冷轧辊上机轧制使用以及使用寿命影响极大,因此重点关注DS夹杂物,最大限度地降低钢中的单颗粒球状非金属夹杂物是冷轧辊用钢冶炼生产中长期的课题。
1 问题引入
冷轧辊钢从轴承钢材质中演化而来,属于过共析钢,冶炼一般采用电弧炉冶炼→LF炉精炼→VD真空精炼→电渣重熔冶炼→锻造成形。由于工序链条长,影响非金属夹杂物含量的因素多,而且不同工序之间相互制约,降低和减少DS单颗粒球状非金属夹杂物是一个系统性工程[3]。
1.1 DS夹杂物的形貌及SEM扫描分析
对DS非金属夹杂物进行定性和定量检测,采用金相显微镜和扫描电镜SEM分析,从元素组分方面找出容易产生夹杂物的环节,优化改进工艺,减少DS夹杂物含量和降低DS夹杂物的等级,提高冷轧辊钢的冶金质量。
(1)DS夹杂物的形貌及大小
锻造后冷轧辊辊坯按照GB/T 10561—2005制取试样在金相显微镜下观察,DS夹杂物的形状及尺寸见图1。

图1 冷轧辊锻造辊坯DS夹杂物形貌Figure 1 DS inclusion morphology of cold rollforging banks
在100倍显微镜下,夹杂物呈单颗粒球状,有时整个视场仅有1个直径超过13 μm的夹杂物,有时有多个且直径大小不一的夹杂物,通常采用最大的直径判定DS夹杂物级别。
(2)DS夹杂物SEM扫描定性
对DS夹杂物做进一步的扫描电子显微镜SEM分析,选取4个典型的夹杂物,进行能谱(EDX)元素定量定性分析,如图2所示。
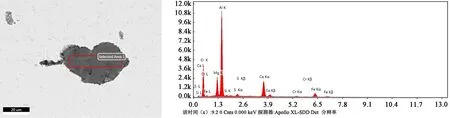
检测a~d夹杂物中的元素含量,结果见表2。

表2 DS夹杂物a~d的能谱(EDX)元素含量(质量分数,%)Table 2 EDX element content of DS inclusions a~d(mass fraction,%)
DS夹杂物能谱分析元素主要有O、Mg、Al、Ca等元素,其中Mg、Al、Ca都是亲O元素,构成铝镁钙类尖晶石,形成氧化物夹杂。
1.2 生产过程的数据统计分析
冷轧辊钢中生成DS夹杂物环节多,相互影响因素多,造成了DS夹杂物的过程追溯困难。选取生产记录数据分析,从生产时间和工序环节两个维度查找与DS夹杂物相关的工艺参数,可以通过大概率事件发现一些规律,以便确定工艺改进的方向,达到降低DS夹杂物含量的目的。
(1)生产时间维度数据分析
时间维度数据分析就是在某一特定的时间段,从“人机料法环测”方面进行统计分析,查找出影响工艺的因素。统计呈现出随时间波动的现象,通过对该时间段的因素查找,确定改进和试验方向。
(2)工序环节维度数据分析
冷轧辊钢涉及电弧炉冶炼、LF炉精炼、电极锭浇注和电渣重熔几个工序,从工序环节有利于快速找出改进方向。
本文主要围绕电弧炉冶炼工序展开,通过对生产过程中的数据进行统计分析,查找出主要影响因素,并采取试验的方法,逐步摸索出控制的参数范围,以降低DS夹杂物的含量。
2 电弧炉冶炼及工艺优化
2.1 DS夹杂物和供氧强度的关联性
电弧炉冶炼工艺常以脱碳量、脱碳速度等作为主要技术参数[3],随着电弧炉冶炼成本和冶炼电耗要求越来越低,需不断增加冶炼过程中的供氧强度。经验数据表明,电弧炉冶炼过程中,吹炼1 m3的氧气,可节约3.84 kWh电耗。
为了查找供氧强度和DS夹杂物的关系,采取生产时间维度数据分析,发现某一时段DS夹杂物1.0级占比呈现一种“先升高-降低-再升高”的规律,同样也发现供氧强度(吨钢氧耗)也呈现类似规律,如表3所示。
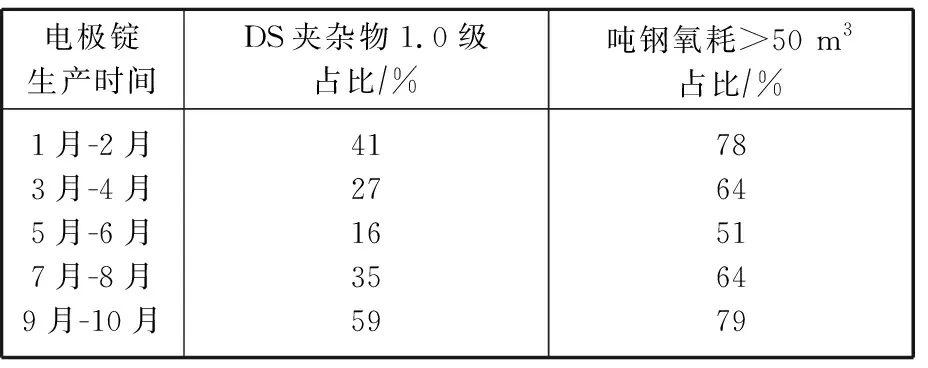
表3 生产时间维度下的DS夹杂物和吨钢氧耗统计Table 3 Statistics of DS inclusions and oxygenconsumption per ton of steel under aspectof production time
DS夹杂物1.0级(尺寸19 μm)代表钢液中小颗粒夹杂物的水平,占比越多意味着这段时间内夹杂物多,钢液冶金质量较差。吨钢氧耗>50 m3代表着供氧强度(吨钢氧耗)超过50 m3以上的所占比例,占比越高意味着这段时间内供氧强度越大。
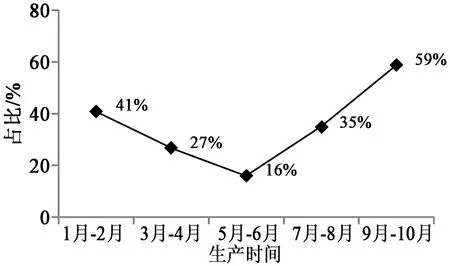
两组数据对比,发现图3所示的规律:吨钢氧耗变化规律与夹杂物呈现极强正相关性,即供氧强度增加,对应的DS级别增高,而在5月-6月,吨钢氧耗控制最低,DS夹杂物水平也最好。
2.2 吨钢氧耗参数的优化
对电弧炉炉前冶炼记录中吨钢氧耗进行统计,并按DS夹杂物级别(DS0.5级)优和级别(DS1.5级)差进行分类对应,如图4所示。
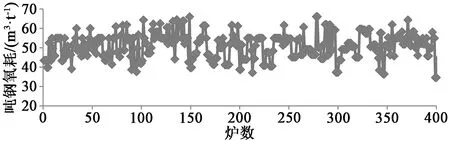
对数据进一步分析:(1)DS0.5级和1.5级分界线的吨钢氧耗控制在55 m3/t;(2)在DS0.5级时,吨钢氧耗≤55 m3/t占比84.3%,而DS1.5级,吨钢氧耗>55 m3/t占比65.2%。为此,从降低DS夹杂物含量的角度,将吨钢氧耗工艺参数确定到≤55 m3/t。
要确保吨钢氧耗≤55 m3/t,电弧炉冶炼中应采取控制炉料块度、延缓开始吹氧时间、热装炉料等措施,缩短冶炼时间,从而降低供氧强度。
2.3 终点碳优化与钢液中的氧
偏心电弧炉是在钢液氧化的条件下出钢,终点碳含量代表了钢液的氧化性,即钢液中的[O]。由前述分析,DS夹杂物主要成分为氧化物,[O]越高,DS夹杂物含量越多。
理论证明钢液中的[C]、[O]存在如下的碳氧平衡[4]:
[C]+[O]→CO
当钢水出钢温度在1600℃时,KCO、pCO、fC和fO为定值,故碳氧积m=0.0025;出钢温度T越低时,平衡常数KCO越大,碳氧积m越小。故在出钢条件一定的情况下,保证终点碳越高,钢液中氧含量越低;出钢温度越低,钢液中氧含量越低。
电弧炉的出钢温度和终点碳是影响钢水中[O]的关键参数,会影响到冷轧辊钢中DS夹杂物的含量。由图5可以看出电弧炉终点碳在0.20%左右时,钢水中氧含量在(100~150)×10-6。

图5 终点碳与氧含量之间的关系Figure 5 Relationship between terminal carbonand oxygen content
综上所述,电弧炉终点碳工艺控制原则:不影响后期合金、渣料进碳量及合适的出钢温度前提下,终点C越高越好,最优区间为0.15%~0.20%。
2.4 供氧强度与炉后脱氧工艺
冷轧辊钢采用两步加铝法脱氧,即电弧炉出钢过程中铝饼预脱氧+LF炉铝线终脱氧制度。其中铝饼预脱氧对后期钢水的(Al2O3)类夹杂物含量影响很大,利用出钢高温钢液快速熔化铝饼,这样产生的絮状脱氧产物Al2O3可以有更长的上浮时间。
如扫描电镜分析,DS夹杂物主要成分是Al和O,即Al2O3类夹杂物。降低DS夹杂物就要控制好Al脱氧剂的加入量。现根据偏心炉出钢过程1/3时不同的加铝量进行4组试验,找出DS夹杂物级别较低的工艺范围,见表4。

表4 DS夹杂物的工艺范围Table 4 Process range of DS inclusions
DS1.0级占比接近,第2组试验DS0.5级占比66.0%效果最优,炉后加铝量最优范围为0.45~0.55 kg/t。
3 结束语
冷轧辊钢中的夹杂物控制是一个系统工程,必须要从源头的电弧炉冶炼开始控制。通过对供氧强度与DS夹杂物之间的数据进行统计与分析,最终对电弧炉冶炼的关键工艺控制点不断优化,并制定以下措施:
(1)采用控制炉料块度、晚吹氧、热装炉料等措施,将吨钢氧耗工艺参数确定到≤55 m3/t。
(2)终点碳是反应钢液中[O]的重要参数,要根据后期合金的进碳量确定控制范围,最优的范围为0.15%~0.20%。
(3)偏心电弧炉出钢是在氧化气氛下出钢,从出钢起就要考虑后期的脱氧问题,炉后加铝饼预脱氧是重要工艺,通过统计确定了范围为0.45~0.55 kg/t。
