基于磁控冶金的铝/钢异种金属焊接特性
2022-05-16闫飞周一凡唐本刊胥永刚王春明
闫飞,周一凡,唐本刊,胥永刚,王春明
(1.武汉理工大学,现代汽车零部件技术湖北省重点实验室,武汉,430070;2.西南交通大学,材料先进技术教育部重点实验室,成都,610031;3.华中科技大学,武汉,430074)
0 序言
铝/钢复合结构兼具铝的轻质性和钢的高强性,可以使整体构件在满足使用性能的前提下降低能耗,节约成本,因而在航空航天、汽车、船舶制造等领域具有广泛的应用前景[1-2].焊接是实现铝/钢异种材料连接的高效方法之一,但由于铝/钢物化性能迥异,导致熔焊时Al-Fe 界面易形成脆性金属间化合物(IMCs),严重降低接头的力学性能,极大地限制了该构件在制造领域的广泛应用.
为解决上述问题,不少学者采用电弧焊、激光焊、钎焊、搅拌摩擦焊等多种焊接方法进行铝/钢异种材料焊接[3-5],其中激光焊由于焊接过程能量精确可控、热输入小等优点,可以有效调控Al-Fe 冶金反应,成为铝/钢异种材料连接比较理想的方法.Xia 等人[6]进行铝/钢异种金属激光熔钎焊,发现双光点激光焊接不仅可以减小界面IMCs 的整体厚度,还可以均质化界面IMCs 的分布.Yan 等人[7]研究发现界面多种IMCs 的形成与铝/钢焊接过程中的成分偏析有关,提出减少焊接热输入抑制界面IMCs 及其诱导的裂纹.Su 等人[8]发现铝/钢熔焊过程加入锌基焊料,促使界面形成低硬度脆性的新型FeAl IMCs,提高接头的承载能力.研究表明,激光焊在调控界面IMCs 厚度和形态方面具有明显的优势,可以改善接头成形与性能,但未能有效解决接头成分偏析与组织不均性问题,因而铝/钢异种材料的高质效焊接仍需深入研究.
外加磁场辅助激光焊接具有价格低廉、操作简单并能有效调控焊缝凝固组织等优点,受到国内外学者的广泛关注.戎易等人[9]采用交变磁场调控添加镍中间层的镁/钢接头中化合物的形貌与分布,提高了接头的力学性能.丁浩等人[10]对预制粉末的铝/钢对焊试验施加交变磁场,发现磁场对熔池的搅拌作用可以减少气孔缺陷,细化针状FeAl3IMCs,抑制脆性Fe-Al IMCs 的生长.Zhou 等人[11]发现磁场对熔池的搅拌作用可以促进传热传质、液态金属对流和溶质交换,以及弥散Mg-Al IMCs 的分布.可见,外加磁场辅助激光焊接方法结合了两者的优势,在提升铝/钢等异种材料接头性能方面具有巨大潜能.
基于此,文中拟通过预置纵向交变磁场对铝/钢异种材料进行激光搭接深熔焊试验,研究交变磁场对接头宏观形貌、显微组织、元素分布、力学性能及其断裂方式的影响,为外加磁场辅助铝/钢等异种材料激光焊接技术实际应用提供理论基础与工艺参考.
1 试验方法
试验材料选用1 mm 厚的DP590 热镀锌钢板和6061-T6 铝合金板材,其中镀锌钢板表层的镀锌层厚度为50 μm.试验样板的尺寸规格为200 mm ×150 mm × 1 mm,试验材料的化学成分如表1 所示.为了提高焊接接头质量,焊前需要采用一系列物理化学方法去除待焊表面的氧化薄膜与油污.

表1 母材的化学成分(质量分数,%)Table 1 Chemical compositions of base metal
试验用光纤激光器的型号为 YLS-30 000,该激光器主要参数如下:焦点直径0.5 mm,焦距300 mm,激光波长1 070 nm.焊接接头采用搭接形式,搭接长度为30 mm.焊接保护气体选用氩气,以防止铝/钢焊缝在高温下氧化.为防止焊接过程产生的飞溅损坏保护镜片,需要焊接过程中施加压缩空气.铝/钢激光焊接示意图如图1 所示.为了调控Fe-Al 界面的冶金反应,焊接过程中需施加交变磁场,试验中磁场装置由控制柜和线圈组成,通过控制单元设定试验所需的交变磁场变量.
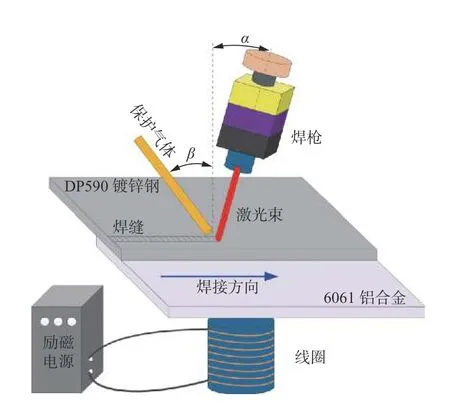
图1 磁场辅助激光焊接示意图Fig.1 Schematic diagram of magnetic field assisted laser welding
为了对比试验结果,在前期研究基础上,焊接过程采用加入和不加入磁场进行激光焊接研究.试验的工艺参数如表2 所示.焊后采用线切割方式制备金相试样和拉伸试样,选用金相显微镜和电子扫描显微镜分别观察接头宏观形貌、微观组织及元素分布,选用万能拉力试验机进行力学性能,评估接头的质量和探究接头的失效机理.

表2 焊接工艺参数Table 2 Welding parameters
2 试验结果与分析
2.1 接头表面成形
不同焊接工艺条件下铝/钢接头的焊缝成形如表3 所示.可以看到铝/钢未加磁场焊接时焊缝表面平直且呈亮白色,鱼鳞状细腻连续分布,焊缝中心部位稍微下凹,表面成形质量较好.焊接过程施加交变磁场时,焊缝整体呈浅黄色,飞溅明显增多.相对未加磁场焊缝而言,熔宽开始变小,鱼鳞状长度明显拉长,且末端有一定余高,这可能与熔池中交变磁场诱导产生的洛伦兹力有关[12],交变磁场的作用促使洛仑兹力发生周期性变化,导致熔池的运动发生周期变化波动.研究还发现,施加磁场后焊缝的熔深明显增加,这与磁制动力作用下熔池内向两侧和后方流动作用减弱有关.已有文献表明[13-14],外加纵向磁场,由于Hartmann 效应,熔池内液态金属Marangoni 对流减弱.熔池吸收的激光能量进一步聚集在熔池前部,使得最高温度增大,打孔作用增强,最后使得焊缝熔深增加.此外铝/钢搭接焊结合面的面积明显增加,这有助于进一步提高接头的承载能力.

表3 不同磁场条件下焊缝成形Table 3 Weld formation at different magnetic fields
2.2 接头显微组织
铝/钢激光搭接焊接头的显微组织如图2 所示.从图2a 可以看到低倍下铝/钢界面层主要由带状组织、块状组织以及岛状组织组成,这些组织形貌迥异,大小不一,分布极不均匀.铝/钢激光熔焊时,由于铁在铝中的固溶度较低,而焊接熔池较小、冷却时间较快,焊缝凝固过程中溶质原子无法在短时间充分扩散,导致界面层形成Fe-Al 化合物(图2b),这些化合物具有较大的硬度和脆性,它们在界面层连续分布时会由于自身特性降低材料自身的塑性变形能力,增大裂纹的敏感性.研究还发现,带状组织之间形成不规则的裂纹(图2c),裂纹的形成主要与焊接过程的冶金因素和力学因素有关,前者是Fe 和Al 元素的偏析促进脆性Fe-Al 化合物的生成,降低材料自身的塑韧性,后者是组织的差异导致接头中形成较大的应力,两者的共同作用导致裂纹产生.

图2 接头显微组织Fig.2 Microstructure of the joints.(a) joint interface without magnetic field;(b) region A without magnetic field;(c)region B without magnetic field;(d) joint interface with magnetic field;(e) region A with magnetic field;(f) region B with magnetic field
外加交变磁场后,铝/钢界面形状相对未加磁场而言开始变得比较规则,焊缝区嵌入铝基体的块状Fe-Al 化合物明显减少,而带状或岛状Fe-Al 化合物得到细化(图2e),这依赖于交变磁场对熔池的电磁搅拌作用,该作用力促进熔池凝固过程中晶粒的破碎和二次形核,细化Fe-Al 化合物组织.另外,界面层中没有发现明显的裂纹缺陷,这主要是由于熔池中电磁力的搅拌作用改变了温度梯度分布,减小了焊接热应力.从图2e 和图2f 可以看到部分Fe-Al 化合物被α-Al 包围,这表明熔池中电磁力的作用除了诱导Fe-Al 化合物离散分布外,还促进熔池中溶质元素的迁移,降低焊缝中的成分偏析,其中α-Al 固溶体具有良好的变形能力,外力作用下,该晶体可以优先发生塑性变形(以滑移和孪生形式)消耗大部分畸变能,进而提高材料的力学性能.
2.3 接头元素分析
铝/钢接头界面层的能谱分析结果如图3 所示.从图3a 可以看到,未加交变磁场焊接时,焊缝中部分Fe 元素迁移进入铝侧,而仅有少量Al 元素迁移进入钢侧,这主要是因为Fe 原子质量大于Al 原子质量,激光辐照下液态金属在重力作用下发生迁移,而界面层Fe 和Al 原子的富集导致连续脆而硬Fe-Al 化合物的形成,这将减小界面结合处的性能.外加交变磁场后,发现部分Al 元素在电磁力的作用下迁移进入焊缝,连续分布的Fe-Al 脆性化合物被离散(图3b),这将减小焊缝中的成分偏析,有利于降低界面层的裂纹敏感性.

图3 不同焊接条件下接头界面元素分布Fig.3 Element distribution at joint interfaces under different welding conditions.(a) no magnetic field;(b) alternating magnetic field
铝/钢界面析出物的能谱分析如图4 和表4 所示.根据Al 元素的含量[15]可以推测界面形成的Fe-Al 脆性IMCs 主要是ζ-FeAl2,θ-FeAl3和β2-FeAl.在焊缝冶金过程中,铝和铁有限的溶解度是脆性IMCs 形成的主要原因.

表4 点能谱分析结果 (质量分数,%)Table 4 EDS spot composition analysis results

图4 铝/钢界面显微结构Fig.4 Microstructures at the Al/steel interface
从热力学的角度可知[16],富铝的IMCs (如FeAl3等化合物)在冶金反应中由于具有较小的焓变和吉布斯自由能变而优先生成.与富铁的IMCs(如FeAl2和FeAl 等化合物)相比,富铝的IMCs 具有较大的脆性.富铝的IMCs 析出会增大材料的裂纹倾向性和降低材料的塑韧性,因此该析出相通常是有害的,在冶金反应中应尽量减少.在铝/钢激光焊接过程中,交变磁场的加入诱导焊接熔池中产生电磁力,该作用力可以对熔池进行搅拌作用,促进熔池传热传质同时细化焊缝中晶粒,有效地实现了脆性IMCs 的离散处理,将有助于接头性能的改善.
2.4 接头力学性能
为了评估两种工艺条件下焊接接头的力学性能,采用线切割方式对焊接样件进行加工制备相应的拉伸试样(图5).考虑到搭接拉伸样品的特性,在拉伸过程中需要预放置等厚的板材,确保拉伸过程中试验数据的准确性.
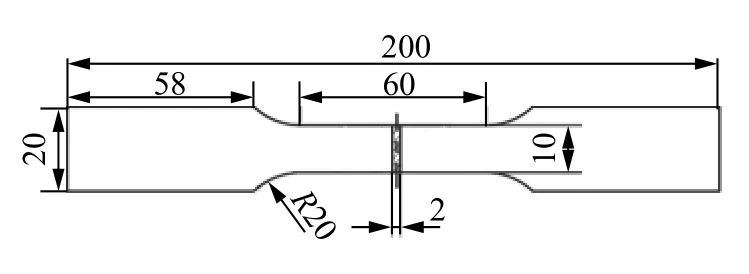
图5 拉伸试样示意图(mm)Fig.5 Diagram of tensile specimens
剪切试验测试结果如图6 所示,可以看到测试试样的载荷能力、伸长量分别为0.89 kN 与0.38 mm,0.96 kN 与1.01 mm.与未加磁场焊接接头相比,外加磁场后焊接接头承担能力和断后伸长率分别提高8.09%和166%.接头载荷能力的提高主要与两个因素有关:搭接区域的结合面积和微观组织.从图2 可以看到外加交变磁场后铝/钢接头搭接面积明显增加,这将有利于提高接头载荷能力.另外,外加交变磁场的作用促使焊接熔池中产生周期性变化的电磁力,该作用力促进溶质的迁移和IMCs组织细化,一定程度提高了材料的变形能力.接头断口形貌如图7 所示,可以看到未加磁场焊接时接头断面呈现沿晶界开裂的裂纹和从材料内部开裂的微裂纹,断口形貌相对比较平整(图7a),接头的断裂形式属于脆性断裂,典型断裂形貌的产生与接头结合面处的微观组织有关.从前面的分析可以看出,未加磁场焊接铝/钢异种材料时,结合面形成大量连续分布的Fe-Al IMCs,这些IMCs 具有较大的脆性和硬度,塑性变形能力比较差,外力作用下容易发生开裂,导致接头失效.焊接过程加入交变磁场后(图7b),接头断面裂纹明显减少,断口出现一些撕裂棱和韧窝,表明接头断裂过程发生一定的塑性变形,接头断裂形式属于混合断裂,这与焊缝中的组织演变有关.在外加磁场作用下,焊接熔池中产生方向周期性变化的电磁力,该作用力对熔池的进行不断搅拌,促进溶质的迁移,减少了成分的偏析.Al 元素的迁移促使界面层中形成α-Al 组织,该组织具有较好的塑性变形能力,可以降低裂纹的敏感性,提高材料的载荷能力.

图6 不同焊接接头的拉伸性能Fig.6 Tensile properties of different welded joints
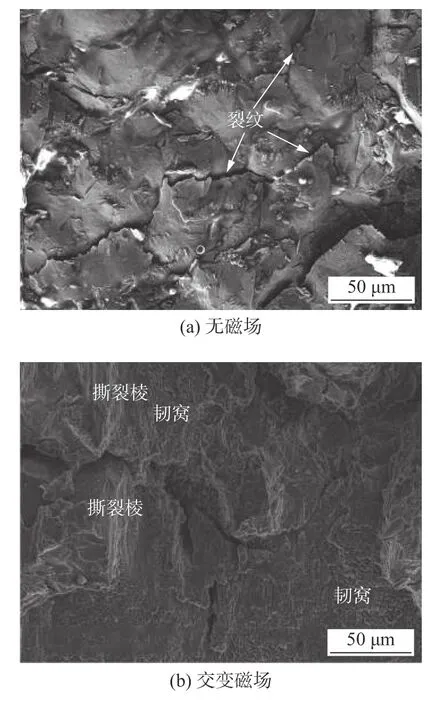
图7 接头断裂形貌Fig.7 Joint fracture morphology.(a) no magnetic field;(b) alternating magnetic field
3 结论
(1) 外加交变磁场辅助铝/钢异种材料激光焊接可以获得成形良好的接头,焊接过程交变磁场的加入促使接头焊缝的熔宽减小、熔深增加.
(2) 未加磁场铝/钢焊接接头界面层形成连续分布的Fe-Al IMCs,诱导裂纹产生,而加入交变磁场后铝/钢焊接接头界面层组织细化,成分偏析得到减少,裂纹缺陷明细得到抑制.
(3) 焊接过程加入交变磁场后接头中形成多种IMCs(可能为ζ-FeAl2,θ-FeAl3和β2-FeAl),焊接熔池中电磁力对熔池的搅拌作用促进界面IMCs 的离散分布,有效地提高材料的变形能力.
(4) 与未加磁场焊接相比,加入交变磁场后焊接接头的力学性能明显得到提高,主要原因是结合面积的增加与IMCs 组织的细化,接头断裂形式由脆性断裂向混合断裂方式转变.
