HS-WEDM中钼丝振动及抑制方法研究
2022-05-15贾婧王利利张海川李林喜
贾婧 王利利 张海川 李林喜
基金项目:内蒙古工业大学科学研究项目(X201625)。
作者简介:贾婧(1987-),女,讲师,主要研究方向:难加工材料加工理论与技术;王利利(1974-),女,高级实验师,主要研究方向:机器人技术(通讯作者)。
摘 要:HS-WEDM中钼丝振动现象在实际加工过程中较为常见,振动的存在会影响工件的加工质量,使钼丝受到冲击甚至造成断丝等严重后果,本文通过在工程训练教学部日常实训加工中发现的现象及积累的经验,研究了HS-WEDM中钼丝振动产生的原因,分析了在火花放电加工时实际参与加工的钼丝受力情况,认为阻尼力不可忽视,并得出相应钼丝振动方程,最后总结出抑制钼丝振动、防止断丝的办法。
关键词:高速走丝;钼丝;振动;抑制方法
中图分类号:TB 文献标识码:A doi:10.19311/j.cnki.1672-3198.2022.11.088
0 引言
随着先进制造技术的发展,高速走丝电火花线切割机床(HS-WEDM)已逐渐成为制造业中重要的加工方法。电极丝振动对加工的影响很大,会引起加工误差,使加工过程不稳定甚至造成断丝等严重后果,因此研究电极丝振动及抑制振动的方法对保证机床正常加工具有重要意义。
本研究以内蒙古工业大学工程训练教学部机械制造实习教学中心的两台DK7740快走丝机床为研究平台,以钼丝作为工作电极,研究HS-WEDM中钼丝振动产生的原因,对电火花放电加工时的钼丝进行受力分析,得出放电加工时钼丝振动方程,最后找到抑制电极丝振动进而防止断丝问题的办法,并在实训教学过程中予以改进和优化,推进教学工作有序开展。
1 钼丝振动产生的原因
钼丝在机床上快速运转及电火花放电期间产生的振动是由多种原因共同影响而促成的,是各种高频振动、低频振动共同作用导致电极丝发生横向振动(垂直于电极丝方向)、纵向(平行于电极丝方向)振动,在实际加工中主要研究横向振动,因为它对钼丝及机床的影响更大,钼丝振动产生的原因主要包括以下几方面。
1.1 作用在钼丝上的力
根据电火花线切割原理可知,火花放电加工过程涵盖了机械能、动能、热能、电能、磁能等,多种能量相互转换、传递与作用,因此实际参与加工的钼丝上所受的力也很复杂,不同的力以不同的方向、不同的形式作用在钼丝上,对钼丝产生不同的振动频率,多种振动发生共振即导致钼丝产生横向振动。
1.2 贮丝筒及钼丝磨损
随着电火花放电加工的持续进行,贮丝筒及高速运转的钼丝会发生磨损,表现为贮丝筒和钼丝的直径变小。理论上认为钼丝在循环往复运动中总长度不变,而贮丝筒直径变短导致缠绕在贮丝筒上的钼丝长度变短,那么在上下导轮之间的实际加工的钼丝的长度则变长、变松弛,加剧钼丝振动。同理,钼丝受到磨损后钼丝的直径也变小了,上下导轮之前的钼丝张紧力变小,引起钼丝振动。
1.3 钼丝频繁换向
高速走丝电火花线切割的一个重要特点是电极丝往复循环运动,电极丝换向动作是停止原来运动方向并立即向反方向转动,频繁换向会对电极丝产生惯性力,加剧电极丝振动。
1.4 电极丝的塑性变形
工程训练教学中心实训时主要采用的电极丝为钼丝,在实际研究过程中发现新安装的钼丝在使用初期很容易发生塑性变形,似电极丝长度增加,导致上下导轮之间的电极丝所受到的张力减小从而产生振动,所以使用新丝时往往会适量增加电极丝的预紧力。
2 高速走丝火花放电加工时钼丝受力分析
2.1 钼丝的张力
钼丝受到的张力存在于整个过程,在加工前需对钼丝进行张紧,使钼丝承受一个初始张力,所以钼丝在空转时自身受到张力的作用匀速运动,形成的振动为自由振动。加工时由于走丝系统没有恒张紧装置,紧丝位置、电极丝弹塑性变形、电极丝损耗、贮丝筒换向冲击等都会影响张力的变化,所以钼丝的张力并不稳定,并呈周期性变化趋势(由于加工过程中的脉冲放电呈周期性),此时形成的振动为强迫振动。
2.2 钼丝的放电力、磁场力等其他作用力
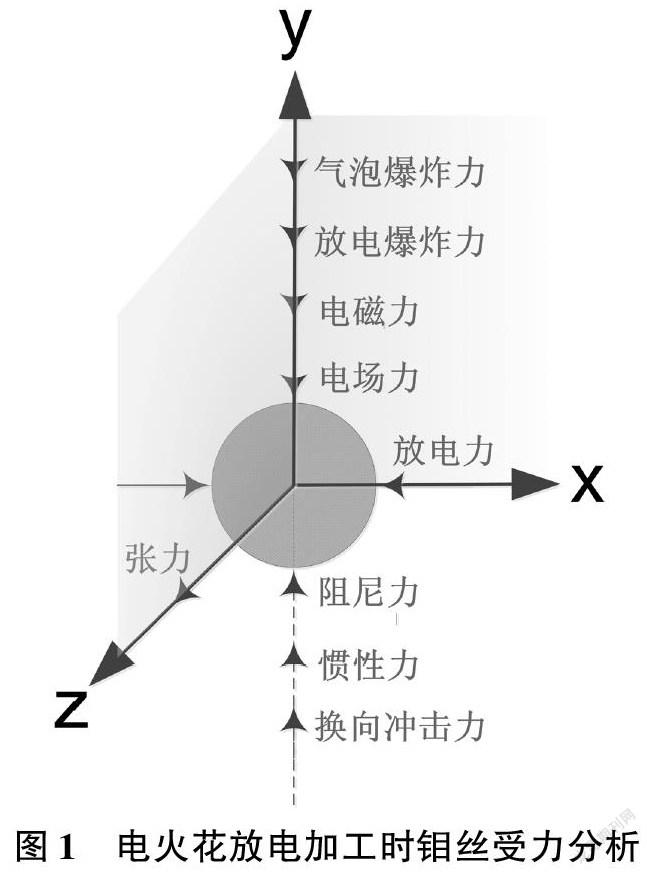
在实际电火花放电加工中作用在钼丝上的力很复杂,主要包括工件对钼丝的压力,工件和钼丝之间静电场产生的电场力、磁场产生的磁场力,放电爆炸力,气泡爆炸力,钼丝换向的冲击力和惯性力,乳化液产生的阻尼力等。因此,在电火花放电加工时对钼丝进行受力分析,如图1所示。xy平面为垂直于电极丝方向(即横向),yz平面为平行于电极丝方向(即纵向)。在xy平面受到的作用力主要是放电力、电场力、磁场力、阻尼力、惯性力等,yz平面(纵向)受到的作用力主要为电极丝预紧、贮丝筒换向等引起的张力。
3 高速走丝电火花放电加工时钼丝振动方程
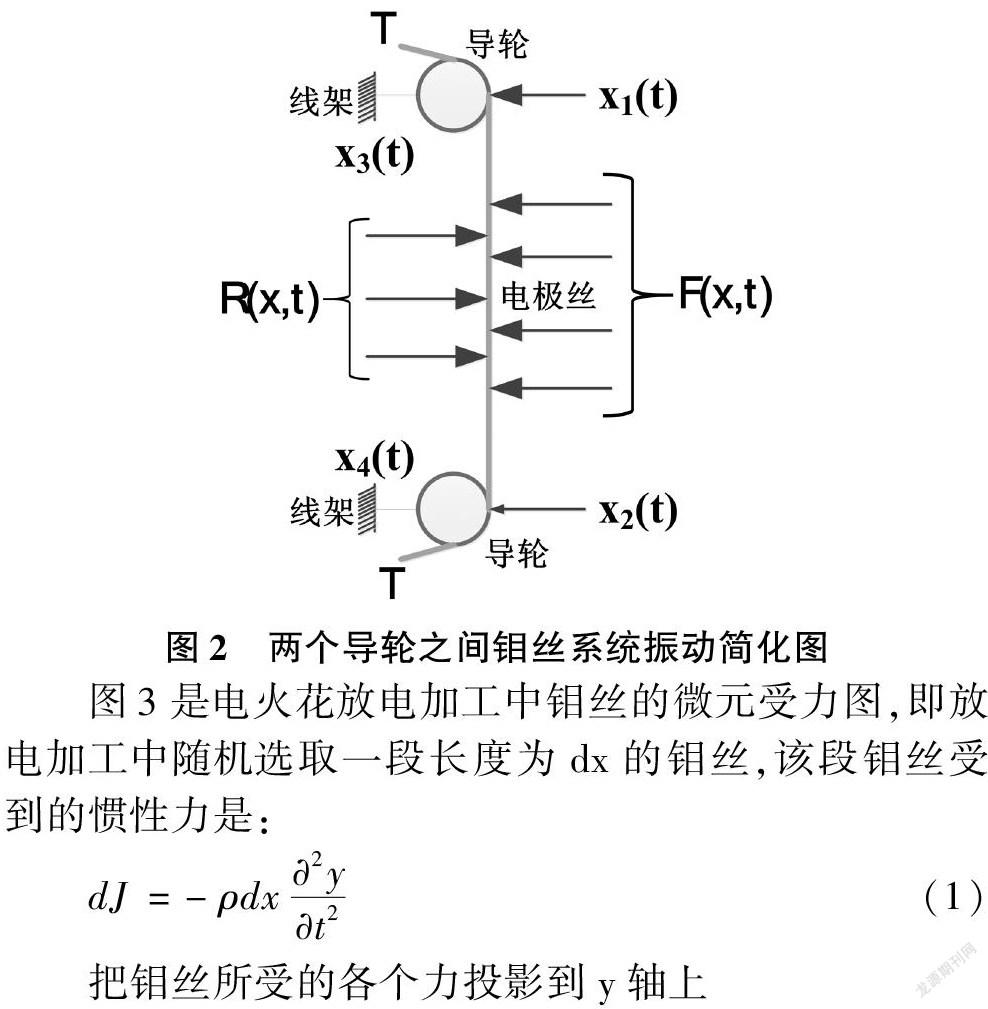
为明确HS-WEDM中电火花放电加工过程中钼丝振动情况,建立钼丝振动方程。根据电火花线切割原理可知影响工件加工区域的钼丝位置在上下导轮之间,这部分电极丝的振动情况和加工质量直接相关。所以对机床上的钼丝系统进行简化,忽略缠绕在贮丝筒及连接贮丝筒、导向轮之间的钼丝振动,只将实际参与加工的上下导轮之间的钼丝段作为研究对象,,假定该段电极丝方向不变,建立放电加工时两个导轮之间钼丝系统振动简化图,如图2所示。图中,F(x,t)是火花放電过程中产生的放电力(包括静电力、电磁力、放电爆炸力和气泡爆炸力等),R(x,t)是乳化液作用钼丝上产生的阻尼力,x1(t)、x2(t)分别是两个导轮的径向跳动,x3(t)、x4(t)是线架上产生的振动,电极丝张力为T,线密度为ρ。
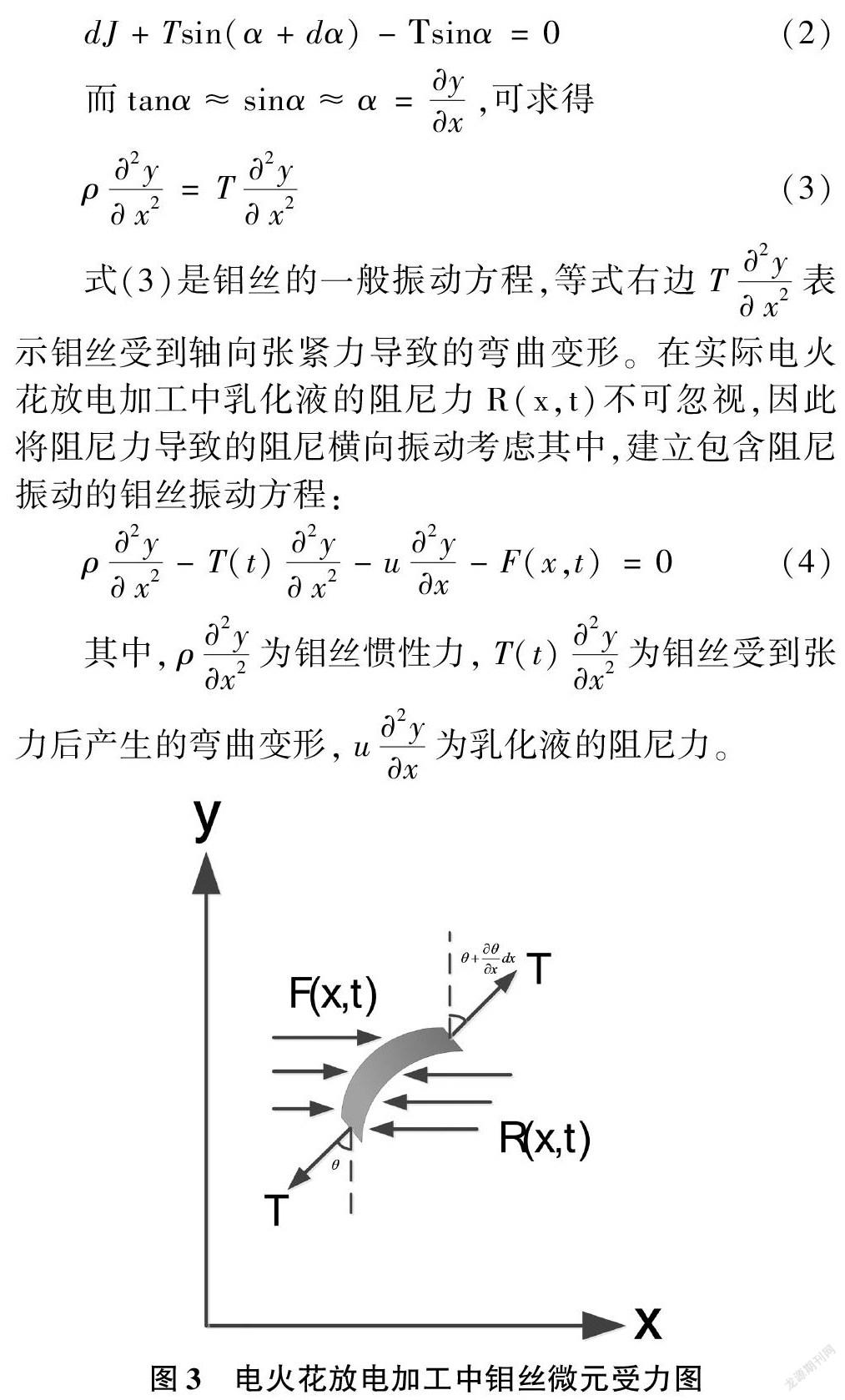
图3是电火花放电加工中钼丝的微元受力图,即放电加工中随机选取一段长度为dx的钼丝,该段钼丝受到的惯性力是:
把钼丝所受的各个力投影到y轴上
式(3)是钼丝的一般振动方程,等式右边T2yx2表示钼丝受到轴向张紧力导致的弯曲变形。在实际电火花放电加工中乳化液的阻尼力R(x,t)不可忽视,因此将阻尼力导致的阻尼横向振动考虑其中,建立包含阻尼振动的钼丝振动方程:
其中,ρ2yx2为钼丝惯性力,T(t)2yx2为钼丝受到张力后产生的弯曲变形,u2yx为乳化液的阻尼力。
4 抑制钼丝振动的方法
抑制钼丝振动实际是想办法调整振动的大小至允许范围内,或者降低振动的危害从而避免发生断丝现象,抑制钼丝振动的方法包括以下方面。
4.1 钼丝振动被动抑制法
被动抑制法主要是通过实操人员的经验和认知,通过分析影响钼丝振动的因素,调整影响程度从而实现抑制振动的目的。
(1)提高钼丝的固有频率,主要通过适当增加电极丝张力、减少上下导轮的距离来实现。张力和电极丝的固有振动频率成正比,和振动幅度成反比,因此在实际加工中可以适当增加电极丝张力或减少导轮距离,提高钼丝固有频率,降低钼丝振动浮动,防止电极丝系统中其他部位产生共振。
(2)限制电极丝的振幅,可以在固定工作钼丝的两个导轮之间安装限幅器,抑制钼丝振动的幅度,防止幅度过大导致断丝等后果。
(3)保持加工时的张力恒定,如设计电极丝恒张力控制装置,确保振动幅度不会忽大忽小而导致振动紊乱。
(4)确保工作液正常使用,通过对电极丝受力及振动方程的研究,发现阻尼对电极丝振动有很大影响,在实训过程中常用的工作液为乳化液,该液体有一定粘稠度且成流动状,在电火花放电加工过程中,足够的乳化液喷射到电极丝上,不仅起到润滑、冷却的作用,还使电极丝受到液体的阻碍,起到阻尼消振的作用。
(5)提高机床丝架、导轮、贮丝筒的静刚度,保证钼丝的高速往复运动稳定性。
(6)附加超声振动系统,将超声波转换为高频的机械振动后再作用到电极丝上,提高加工稳定性。
4.2 钼丝振动主动抑制法
钼丝振动主动抑制即利用传感器等器件采集信号,将信号反馈至控制器,控制器收到信号后和预定控制进行分析,根据实际的加工状况进行张力的调整,之后作动器对电极丝做出动作,抑制钼丝振动。主动抑制法排除了人为因素,主要是通过控制系统分析反馈信号并实时调整动作来抑制振动。
5 结论
本文研究了HS-WEDM中钼丝振动产生的原因,并分析了在火花放电加工时实际参与加工的钼丝受力情况,认为阻尼力不可忽视,建立了包含阻尼力的高速走丝电火花放点加工时钼丝的振动方程,最后总结归纳了被动抑制钼丝振动的方法和主动抑制钼丝振动的方法,被动抑制法不能实时自行调节参数,主要靠工作人员的经验和认知予以调整;主动抑制法可以排除人为因素,应用传感器、控制器等对电极丝实施参数调整从而达到抑制电极丝振动的目的。工程训练教学部在后续实训教学及科研实验中将继续开展抑制钼丝振动方法的研究,尝试建立电极丝振动主动控制装置,推进教学工作及科研工作的有序开展。
参考文献
[1]陈晓翌,彭海宁.往复走丝电火花线切割机床多次切割技术探讨[J].模具制造,2009,9(07):80-81.
[2]王德.电火花线切割加工厚工件时电极丝振动问题研究[J].甘肃科技纵横,2013,42(02):24-25+31.
[3]王贤勇.预防高速走丝电火花线切割断丝的措施[J].模具制造,2016,16(08):72-75.
[4]王忠偉.往复走丝电火花线切割机床电极丝振动控制研究[D].青岛:青岛理工大学,2014.
[5]杨应伟,李晓舟.电火花加工中钼丝的振动现象研究[J].机械工程师,2017,(08):45-48.
[6]张树彩,赵福令,王晓明,等.电极丝超声振动的低速走丝电火花线切割加工研究[J].电加工与模具,2005,(02):6-10.