基于激光的冲蚀测量装置设计及测试
2022-05-14王晓单彦魁刘传刚刘景超王丙刚鞠少栋王尧邓晗
王晓, 单彦魁, 刘传刚, 刘景超, 王丙刚, 鞠少栋, 王尧, 邓晗
(1. 中海油能源发展股份有限公司工程技术分公司,天津 300452;2.中海石油(中国)有限公司 深圳分公司,广东 深圳 518067)
0 引言
油气井在开发过程中,大多数井下工具都会受到固体颗粒的冲蚀,例如钻井液中砂粒对钻井工具的冲蚀;采油生产过程中出砂的砂粒对油管、采油泵、开关滑套等采油工具的冲蚀;砾石充填防砂和压裂增产,高速的砾石和压裂支撑剂对压裂工具的冲蚀等[1-4]。井下设备的冲蚀,一直伴随着海洋石油开采的全过程,井下工具的防冲蚀能力一直是关注的重点,是海洋石油开发过程中的技术难题。
冲蚀测试是研究井下设备冲蚀规律的重要方法,对冲蚀测试后的试件其冲蚀外观尺寸的参数测量多采用传统方法。目前,冲蚀深度多采用游标卡尺、千分尺等工具直接测量,冲蚀面积多采用橡皮泥类物质拓模,冲蚀体积则多采用填盐法(将盐等粉末填入冲蚀测试后的坑里,填满后取出,通过称量其质量计算体积,得到冲蚀体积)。这些方法都费时费力,测量精度低,同时受到操作者的影响,难以取得准确的测量结果。
为了解决冲蚀试件参数测量的问题,本文设计了一种基于激光的冲蚀测量装置,该装置能够快速并准确地对冲蚀试验后工具材质试件进行表面冲蚀深度、面积、体积等冲蚀参数的测量。测试过程全自动化,无需人工干预,测量精度高,显著提高测量准确度和测量效率。
1 冲蚀激光测量装置结构及方法
1.1 冲蚀测量装置基本原理
冲蚀测量装置主要通过激光头扫描测量并记录试件表面局部的三维坐标,通过伺服电动机带动激光头做水平方向的直线运动,连续测量试件表面所有区域的三维坐标。通过数据处理形成试件表面的三维高度的云图,并计算试件的表面冲蚀区域的冲蚀深度、冲蚀面积和冲蚀体积等尺寸参数。
1.2 冲蚀测量装置结构设计
冲蚀测量该装置主要包括检测支撑系统、运动控制系统、测量系统和控制显示系统,其整体结构如图2所示。
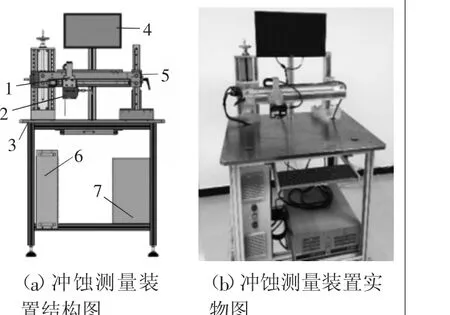
图2 冲蚀试验装置流程
1)检测支撑系统包括检测台架和高度调整机构,检测台架主要用于安装、固定各个部分的组件,高度调整机构用于调整运动控制系统的高度。
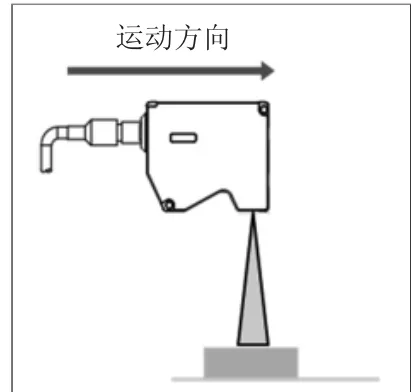
图1 激光测量原理示意图
2)运动控制系统主要包括伺服电动机及运行轨道,用于带动并控制测量系统中的激光测量头的水平方向的运动,以实现对测量试件表面坐标进行连续测量。
3)测量系统包括激光测量头和数据采集及处理器,用于采集测量试件的测量区域表面三维坐标,数据采集及处理器用于将激光测量头采集到的数据进行汇总与初步处理。
4)控制显示系统主要包括主机、显示器及控制软件。测量系统采集到的试件表面坐标信息,通过信号线传输到控制电脑,并在显示器上显示出来。通过系统内置的软件进行冲蚀深度、面积和体积等参数的计算、分析。
目前,该冲蚀测量系统的垂直方向测量精度为0.5 μm,水平方向测量精度为10 μm,测量宽度为40 mm,测量长度为0~1200 mm,可以根据测量精度的需要换装不同的测量激光头。
1.3 测试步骤
该装置的自动化程度较高,冲蚀测量系统检测过程较为简单,主要有3个步骤:1)设备开机后,将待检测标准试件放于检测台架上,调整高度调整机构使待检测标准试件处于适宜的高度。点击系统中的归位按钮,使测量探头回归初始位置,准备开始测试。2)启动测量系统,激光测量头在伺服电动机和高度调整机构的带动下,从起点开始扫描待检测试件的表面三维坐标,至终点位置后结束扫描。扫描完成后,显示器的图像显示区域会显示所有测量结果,并形成垂直高度的云图,如图3所示。3)通过鼠标框选需要测量的冲蚀区域后,点击计算按钮,即可自动计算出测量区域内的冲蚀面积、深度和体积等参数。
1.4 冲蚀参数的计算方法
激光测量系统测得试件表面各点的三维坐标后,需要通过数学计算得到冲蚀的参数信息,计算方法内置在控制软件中,具体计算方法如下。
通过鼠标在显示器上框选的区域为待测区域,待测区域中包含三部分,上、下两部分为参考区域,中间为测量区域。以参考区域所有点的平均坐标建立参考平面f(x,y,z)=0,就可以通过方程,计算出测量区域中所有点到参考平面的距离d(z)。
其中,参考平面的方程为

式中:dx为横向测量间距;dy为纵向测量间距。
所有冲蚀位置的冲蚀体积进行累加得到总的冲蚀体积为

该算法直接集成在控制系统中,测量后即可得到计算结果,计算结果包括冲蚀深度、冲蚀面积和冲蚀体积。
2 冲蚀测量装置性能测试
对于冲蚀尺寸测量装置,测量的准确性和实验数据的重现性是设备的核心性能指标,这两项性能的好坏直接影响实验结果的准确性和稳定性。
为了考察装置的性能,对冲蚀实验测试后的金属试件进行冲蚀尺寸参数的测量,并与传统方法做对比测试。冲蚀测试的试件为316L不锈钢,尺寸为50 mm×30 mm×4 mm,单个试件质量约为71.76 g,密度为7.98 g/cm3。进行冲蚀测试的实验装置为中海油能源发展有限公司自行研制的喷射式冲蚀实验装置,该实验装置用于测试液体条件下的冲蚀磨损情况[8]。实验测试的流速为40 m/s,实验方法采用定量加砂法,即每次测试采用相同质量的磨料,磨料用完后即停止测试。冲蚀实验共进行3次,得到3个冲蚀后的试件,如图3所示。
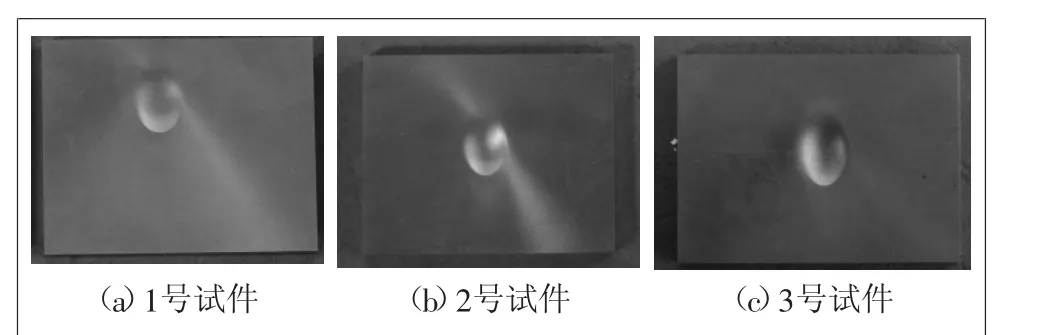
图3 冲蚀试验后的316L金属试件
实验结束后,对试件的冲蚀参数进行测量,分析测量系统的性能,测量结果如图4所示。同时,作为对比对试件的体积通过失量法进行测量。失量法是进行冲蚀、腐蚀实验研究常用的一种方法,主要是进行损失质量的测量,也可以用来测量冲蚀体积。失量法测量试件冲蚀体积:冲蚀体积=冲蚀质量/密度。采用失量法测量冲蚀体积需要在冲蚀试验前后测量试件的质量。采用两种方法对试件的冲蚀体积进行测量。对测量后的结果进行整理和分析,数据汇总如表1所示。

图4 测量结果图
由表1可知,通过激光法测得3个试件的冲蚀体积约为40.375~42.99 mm3,冲蚀面积为403~437 mm2,冲蚀深度0.722~1.082 mm。失量法测得试件的计算体积约为38.1~41.2 mm3。通过激光方法测量的冲蚀体积数据比采用失量法得到的数据差约为4.06%~4.67%,平均误差为4.34%,具有较好的测量精度。

表1 316L试件冲蚀实验数据
失量法对于小型试件的测量可以取得较好的效果,但是当试件的体积和质量较大,而冲蚀质量较小时,受限于电子天平的测量精度和测量误差,难以取得较好的测量结果。与之相比,本测试装置采用的激光法则没有尺寸和质量的限制,可以准确地测量冲蚀面积、深度和体积参数,还可以适用于大尺寸试件的测量。
3 结语
本文介绍了一种冲蚀激光测量装置,详细地介绍了结构、原理及软件算法,并对加工完成的冲蚀测量系统进行了对比测试。
1)检测系统的垂直方向测量精度为0.5 μm,水平方向测量精度为10 μm,测量宽度为40 mm,测量长度为0~1200 mm,并可根据测量精度的需要换装不同的测量激光头,加工组装完成后对冲蚀实验装置进行了性能测试。
2)对316L金属试件进行了冲蚀测试,并采用该装置和失量法进行了冲蚀体积的对比测试,与失量法测量结果相比,平均误差为4.34%,最大误差小于4.67%。
3)对比传统的失量法计算冲蚀体积,冲蚀激光测量装置没有尺寸和质量的限制,可以准确地测量冲蚀面积、深度和体积参数,还可以适用于大尺寸试件的测量。
实验测试结果表明,该冲蚀测量装置可以准确、快速地测量冲蚀面积、深度和体积,满足常规的冲蚀试验测试需要。