纸尿裤高速码垛机改进设计
2022-05-14戴文明黄山富田精工智造股份有限公司
戴文明 黄山富田精工智造股份有限公司
引言
随着我国人口红利的逐步消失和国内企业生产成本日渐升高,自动化包装成为众多企业降本增效的重中之重,企业迫切需要实现包装的自动化。经过三十多年的高速发展,我国的包装技术及装备水平已有很大提升,部分产品处于国际领先地位,但相比欧美发达国家,我国产品的技术水平、智能化、成套性、创新性等还存在较大差距[1-2]。
目前,国内的纸尿裤、拉拉裤等吸收性卫生用品的生产已经实现了自动化,但后道的包装大多采用半自动方式[3]。
针对国内纸尿裤包装设备速度越来越快的性能需求,本公司改进设计了一种高速码垛单元,为纸尿裤包装机的高速化设计打下坚实基础。
1 纸尿裤包装机简介
纸尿裤包装机主要用来实现纸尿裤等婴幼儿吸收性卫生用品的自动入袋包装,主要包括码垛单元和包装单元两部分。码垛单元主要实现产品的翻转、码垛、推出、压缩等功能,包装单元主要实现供袋、张袋以及产品的入袋、封口等功能。其中,码垛单元又被称为码垛机,其可以实现包装的半自动化生产:即通过人工将包装袋张开后,套入排出口,再将压缩后的产品推入包装袋,随后转入下道工序,由另外一个工人进行手工封口。如果码垛单元的排出口配有包装单元,则可实现张袋、入袋、封口等工序的自动化。
纸尿裤包装机布局如图1所示,该包装机主要包括码垛单元和包装单元。其中,码垛单元主要包括产品翻转装置、码垛装置、推出装置和压缩装置;包装单元主要包括供袋装置、张袋装置和热封装置。
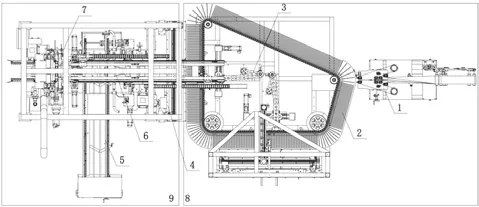
图1 纸尿裤包装机
2 码垛机组成与工作原理
2.1 码垛机结构组成
如图2所示,码垛机主要由产品90°翻转装置、码垛装置、第一排出装置、压缩装置、第二排出装置、手工套袋装置组成。码垛机一般设计有两个排出口,一个接包装机,一个接手工套袋,正常情况下,只使用包装机进行生产。当包装机进行维修保养时,可采用手工套袋口进行生产。
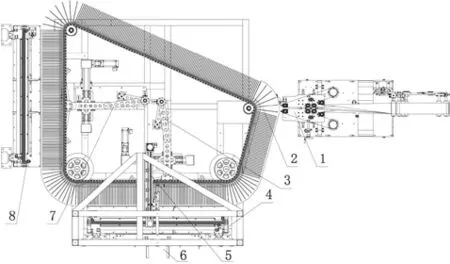
图2 码垛机结构组成
码垛装置主要包括机架、链轮、链条、叶片和托盘。链轮一般按图3所示布局,均固定在机架3上。其中,位号1为主动链轮,由伺服电机驱动。链条2呈环形安装在链轮上,叶片安装在链条2上。托盘7固定在机架3上,处于叶片的最下方,用于托住产品。根据产品90°翻转后高度尺寸的不同,链条设计成一根或两根,相应的链轮和叶片也对应设计成单套或双套。
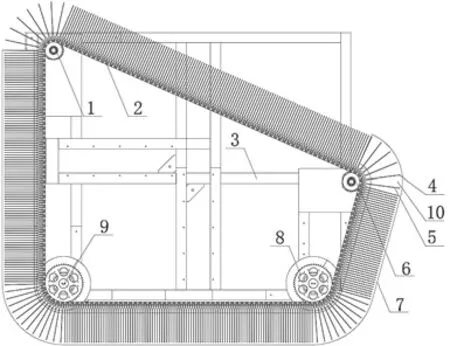
图3 码垛装置结构组成
在90°翻转装置排出口的对应位置,装有从动链轮5,其附件的叶片4和叶片5形成的区域10称为码垛区,码垛区空间的大小与从动链轮5的齿数有关。综合考虑零件的加工、装配及产品的生产速度等因素,码垛区内叶片4与叶片5形成的夹角约为14°~18°。
2.2 码垛机工艺流程
纸尿裤等吸收性卫生用品的码垛过程可分为“90°翻转”、“码垛成型”、“产品第一排出”、“产品压缩”、“产品第二排出”五个工序。
“90°翻转”工序主要通过翻转皮带将前道工序输入来的纸尿裤进行90°翻转。如图4所示,翻转后的产品,持续进入到叶片4和叶片5之间。每进入一片产品,在主动链轮的带动下,入口链轮6旋转一个角度,将叶片4驱动至叶片5的位置,从而形成新的空隙,随后,下一片产品进入该空隙,入口链条6又旋转相同的角度。如此反复,在产品持续不断的进入过程中,入口链轮6持续不断的转动,从而在码垛装置的叶片之间持续不断的装入产品,此过程即为“码垛成型”工序。
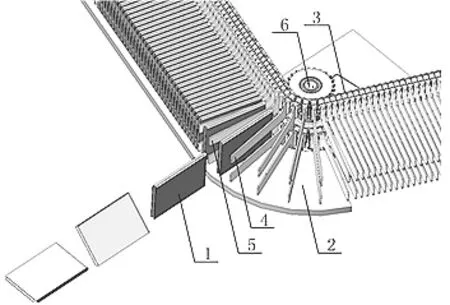
图4 码垛成型
如图5,当连续不断的产品被推送至“产品第一排出”工位时,“产品第一排出”装置按照包装需要的产品数量将其推送至“产品压缩”工位。产品被压缩后,由“产品第二排出”装置推送至下一工位,要么到达包装机进行自动包装,要么进入手工套袋工位,进行手工入袋。

图5 码垛机工艺流程
产品码垛成型质量的好坏,会影响后续包装工序的进行,特别是当码垛区出现堵片、无法正常码垛成型时,整个包装机或码垛机只能停机,将码垛区堵塞的产品清理后,才能继续生产。如果码垛区产品频繁堵片时,将影响整套设备的生产效率。因此,研发高速可靠的纸尿裤码垛机,对于提升整套纸尿裤包装机的生产稳定性具有重大意义。
3 高速码垛机存在的问题及原因分析
3.1 存在的问题
进入包装机码垛单元的产品,并不是一个持续不断的产品流。由于纸尿裤生产过程中,产品原材料的不停机换接料,及操作人员在前端排出产品以检查产品质量等因素,进入码垛单元的产品流并不是持续不断的,而是会中断,中断的产品数量从1片~6片不等。
在生产中发现,当生产速度超过450(片/min)时,如果产品流中断,则码垛区10(见图3)偶尔会有产品没有完全进入而堵在该处。随着生产速度的提高,中断过程中出现堵片的现象愈发频繁和明显。如果码垛区出现堵片现象,则必须停机进行人工清理,否则无法继续在码垛区进行连续生产,会严重影响整条流水线生产设备的生产效率。
3.2 原因分析
因为电机驱动链轮旋转带动叶片移动,并不是一个持续的、稳态的匀速运动过程,每次有产品进入时,电机会转动一次。当产品连续进入时,电机根据产品进入的周期,会在相应的时间内完成转→停→转……的动作,如图6所示,每个周期内,入口链轮相应经历了加速→匀速→减速→停止的过程。
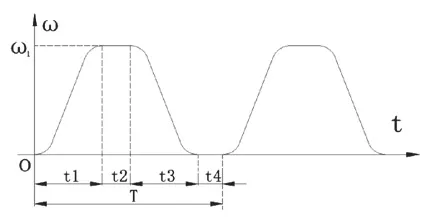
图6 入口链轮转速曲线
假设某纸尿裤生产设备(见图5)的生产速度ν'=480(片/min),产品长度L=220(mm),产品间距H=450(mm),产品从翻转皮带排出到进入叶片内部前进的距离H1=270(mm)。由此可得生产设备的线速度为:
V=ν'×H÷60=3.6(m/s)
产品进入码垛区的周期:
T=60÷ν'=0.125(s)
产品由翻转装置完全进入叶片的时间:
T1=H1÷V=0.075(s)
即入口从动链轮在一个运动周期T内的等待时间:
t4≥T1=0.075(s)
假设从动链轮匀速时间t2=0,加速时间t1=t3,等待时间t2=0.075(s),则加减速时间:
t1=t3=(T-t2-t2)÷2=0.025(s)
设从动链轮处叶片的夹角为14°,链轮运动曲线为匀加减速模式,则可计算得角加速度为:
α=14/180×π÷0.0252≈390.9 rad/s2
经计算,单个叶片围绕链轮旋转轴转动惯量约为0.004(kg·m2),则单个叶片受到的惯性力矩:
T=390.9×0.004=1.56(N·m)
因此,在链轮的旋转过程中,叶片受到一个周期性的惯性力矩作用。当链轮加速时,叶片受到的惯性力矩方向与链轮转动方向相反,当链轮减速时,叶片受到的惯性力矩方向与链轮旋转方向相同。由机械系统动力学[5]可知,当物体受到周期性的载荷作用时,物体会产生振动现象。单自由度有阻尼系统在阶跃函数激励下的响应为:

式中 x—系统振幅
F0—突加常力
K—系统刚度
e—自然常数
ζ—系统阻尼比
ωn—系统固有圆频率
ωd—有阻尼时固有圆频率
t—时间
如果忽略阻尼,当ζ=0时,ωd=ωn,振幅为:
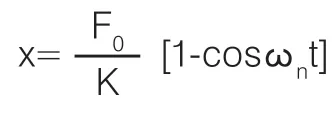
其中,F0=∫Tdr
即在忽略系统阻尼情况下,叶片端部的最大变形可达2F0/K。根据以上分析,初步判定由于叶片收到一间断的阶跃力作用引起端部变形,从而导致堵片现象的发生。
当产品流被中断n个产品时,叶片的等待时间为:
T1=t4+(n-1)×T
由于阻尼的存在,叶片会做有阻尼受迫振动,其振幅会逐渐缩小。最大振幅往往发生在靠近叶片等待开始后的第一个振动周期[4]。从实际生产过程中发现,当生产操作人员在包装机前端设备排出1片产品以检验产品质量时,码垛区堵片的概率很大;当前端生产设备由于换接料,连续排出5~6片产品时,码垛区堵片的概率反而很小。因此,实际生产过程的故障现象与分析的结果一致。
为分析叶片振动振幅的大小,可利用有限元软件分析进片产品被中断后,叶片的变形情况。叶片为复合材料注塑成型零件,其材料性质见表1,入口处链轮、叶片详细布局见图7,叶片呈扁平状,主要分析其长度尺寸方向的法向变形,此处可假设其物理性质各项同性。

表1 材料属性表[5]
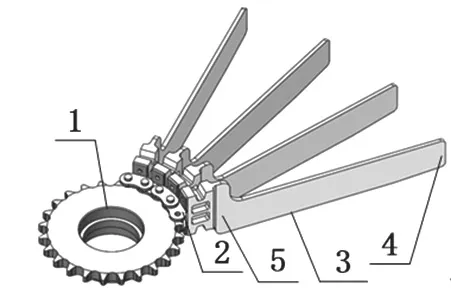
图7 入口叶片布局
将链轮、链条、叶片组合装配后导入有限元软件,忽略系统阻尼,进行有限元分析[6],其结果见图8。在产品流中断时,叶片端部振幅最大可达52mm,静止状态下,叶片端部距离约为96mm,最大振幅超过了静态距离的一半,的确增加了产品在入口处堵片的概率。
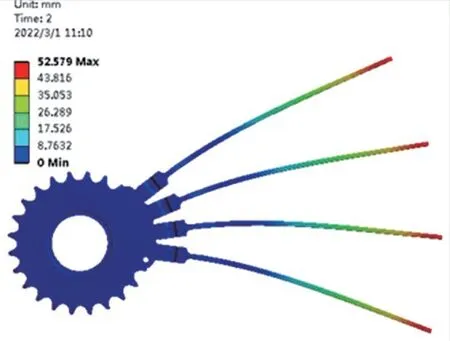
图8 叶片变形云图
4 高速码垛机结构的改进
4.1 改进原理分析
由以上分析可知,入口堵片的原因,是链轮转动过程中,叶片端部发生较大变形,对下一片产品起到了阻挡作用。
减小这种变形的措施,一是减小阶跃力F0的大小,二是提高叶片的刚度K。
降低阶跃力F0的大小,可以通过改变链轮驱动电机的运动曲线来实现。如在伺服系统里设置运动曲线为5次样条曲线,尽量降低加速度的大小[7]。但是,由于产品的生产速度较快,叶片的进给周期非常小,即使将电机的运动曲线设置的非常平滑,其作用也有限;提高叶片的刚度,方法包括更改零件材料的弹性模量、零件几何特征及零件支撑形式[8]。叶片材料为30%玻纤增强尼龙66,如果将玻纤质量分数提高至50%,其弹性模量仅提高3%[5],且叶片表面将变的粗糙,反而影响进片,甚至刮破产品,故不合适。零件的几何形状是根据产品的尺寸来设计的,不能轻易改变。因此,只能改变叶片的支撑形式。
叶片为典型的悬臂梁支撑结构,根部连接在链条上,要减少其端部的变形,最优方案是在其端部增加一个辅助支撑,将其优化成类似简支梁的支撑结构。如图9所示,同等条件下,当增加辅助支撑后,叶片端部最大变形量小于2mm,效果明显。
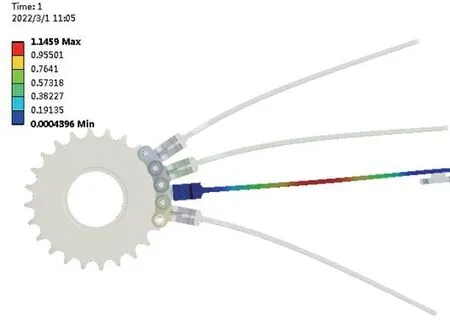
图9 增加辅助支撑后叶片变形云图
4.2 改进高速码垛机结构的工艺流程
如图10、11、12、13、14、15所示,以入口链轮5的旋转轴为y轴,初始状态下叶片2的对称面所在平面构成xoy面。
1、初始时,辅助支撑4位于叶片2上方靠近z轴正方向一侧,如图10。产品P1(图中未画出)进入叶片1、叶片2之间。
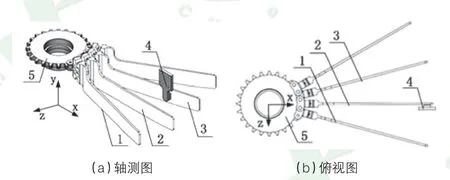
图10 高速码垛机结构工艺流程1
2、从动链轮5在驱动力作用下绕y轴作顺时针旋转运动,旋转一个较小的角度,如图11。该角度应该小于初始状态下叶片1与叶片2之间的夹角,又要大于某个角度A,角度A能够保证辅助支撑4沿着y轴负方向运动时,与叶片不干涉。在从动链轮5的作用下,所有叶片均绕y轴作顺时针旋转,同时叶片2也带动产品P1绕y轴作顺时针旋转。
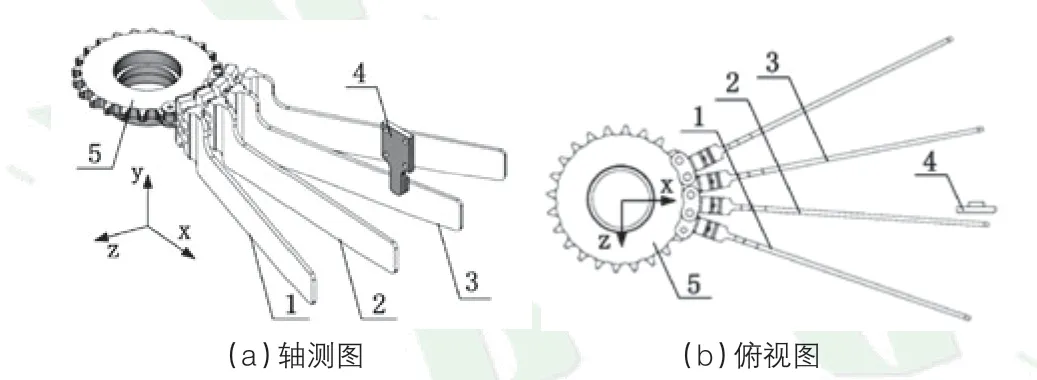
图11 高速码垛机结构工艺流程2
3、从动链轮5继续绕y轴作顺时针旋转运动,同时,辅助支撑4在外力作用下,快速沿y轴负方向运动并停止,要保证辅助支撑4能够遮挡叶片3绕y轴的旋转,如图12。产品P1继续被叶片2带动,绕y轴作顺时针旋转。
图12 高速码垛机结构工艺流程3
4、从动链轮5继续绕y轴作顺时针旋转运动,直至叶片2运动至叶片1处,此时,叶片3运动至叶片2处,产品P1位于叶片1和叶片2之间,如图13。虽然叶片3的端部有继续绕y轴顺时针旋转的趋势,但由于辅助支撑4的阻拦,叶片3端部的变形被抑制,此时产品P2进入叶片2与叶片3之间,由于辅助支撑4的存在,叶片3端部变形很小,产品P2能够顺利的进入叶片2与叶片3之间。
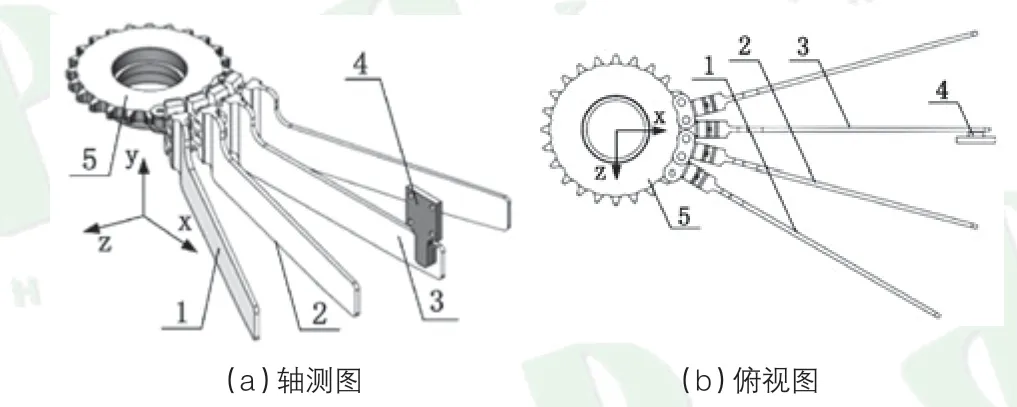
图13 高速码垛机结构工艺流程4
5、在产品P2进入叶片2与叶片3之间区域的过程中,辅助支撑4沿着y轴正方向运动,回到初始位置。
如此反复过程1~5,产品即能源源不断地进入叶片之间的码垛区,不会因为叶片端部的变形而引起堵塞。
图14 高速码垛机结构工艺流程5
4.3 辅助支撑的详细设计
某纸尿裤码垛机采用双排叶片结构,其叶片辅助支撑的布局如图15所示。上支撑1固定在上排叶片2的上方,下支撑4固定在托盘5的下方,托盘5开有U型槽7,作为下支撑4的支撑块的运动空间,以避免结构干涉。如果码垛机采用单排叶片结构,则下支撑4可省略,仅保留上支撑1。

图15 辅助支撑布局
辅助支撑的详细结构如图16所示,采用曲柄滑块结构形式,伺服电机1、减速机2安装在机架4上,减速机2的输出轴安装有曲柄3,曲柄3通过杆端轴承8、10及连杆9与固定座6连接,固定座6安装在导轨5的滑块上,同时,支撑块7安装在固定座6上。通过伺服电机的旋转,驱动固定座6沿着导轨5作往复运动,从而带动支撑块7作往复运动。

图16 辅助支撑详细设计
5 结束语
通过在入口叶片增加辅助支撑,有效减小产品进入码垛区时叶片的端部变形,减少码垛区的堵片现象。经测试,该种方案可在700片/min的生产速度下稳定生产,市场前景广阔。
