基于FMEA 的渣浆泵用机械密封失效分析及改进措施
2022-05-13吴朝军朱维兵颜招强王和顺颜金龙
吴朝军,朱维兵*,张 林,颜招强,王和顺,颜金龙
(1.西华大学机械工程学院,四川 成都 610039;2.自贡兆强密封制品实业有限公司,四川 自贡 643000)
渣浆泵作为生产制造中的一种通用设备,常用于输送石膏浆料、氧化铝浆料、洗煤浆料、尾矿浆料等特殊介质。为防止输送介质泄漏造成污染需在渣浆泵上配备密封装置[1]。填料密封和机械密封是渣浆泵最常用的2 种密封方式。机械密封相比于填料密封具有使用寿命长、泄漏量小、对转轴磨损小等优点,逐渐成为渣浆泵用于防止旋转轴端部介质泄漏的重要配件[2]。由于渣浆泵用机械密封使用工况恶劣,影响密封性能因素众多,因此,机械密封装置频繁损坏失效,进而影响生产,同时提高了设备维护和更换成本。
针对这一问题,本文根据某公司近几年渣浆泵用机械密封产品返厂维修数据,总结各类密封部件失效机制、表现形式、维修处理方法,并利用失效模式及后果分析法(FMEA),确定导致密封失效风险顺序数较高的潜在故障模式,根据结果提出改进优化措施,以期为延长渣浆泵用机械密封维使用寿命、降低使用成本、降低故障风险提供参考。
1 渣浆泵用机械密封工作原理及结构
渣浆泵用机械密封是一种靠介质压力、弹性补偿力以及辅助密封元件共同作用,将密封环端面紧密贴合,并利用传动元件使其产生相对转动防止介质泄漏的密封装置。在工作中利用密封介质、冷却液等在密封端面间形成一层几微米的流体薄膜,起润滑减摩作用。因其将介质沿轴向泄漏转换为沿密封环端面泄漏,所以又称之为端面密封[3]。
渣浆泵用机械密封按密封端面划分有单端面、双端面、多端面密封等多种结构[4],其双端面密封结构示意图如图1 所示。密封结构主要由主密封部分、弹性补偿部分、传动部分、辅助密封部分、紧固部分等组成[5],其中由动环、静环构成主密封部分,这也是发生泄漏的主要位置。由O 型密封圈、骨架油封等与各组件接触形成的密封为辅助密封,是发生泄漏的次要位置。弹簧、推环、传动块等元件构成弹性补偿部分,为密封环提供弹性补偿力。驱动环、传动销、轴套等组成传动部分,使动环同转轴一起转动。

图1 渣浆泵用机械密封结构示意图
2 渣浆泵用机械密封失效机制及形式
渣浆泵用机械密封受诸多因素影响导致其使用寿命不稳定,失效形式多种多样。根据近几年渣浆泵用机械密封返厂维修数据情况,统计分析了各类密封元件损坏失效所引发的密封失效占比情况,如图2 所示。由图可知,导致渣浆泵用机械密封失效占比最高的是密封环失效,其次是辅助密封元件、弹性元件、其他密封元件失效。
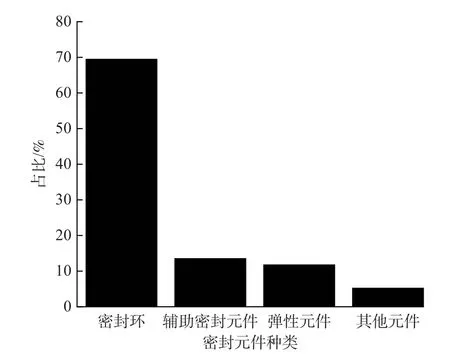
图2 密封元件失效占比情况
2.1 密封环失效
密封环包括动环和静环,是机械密封的主要元件,同时也是导致密封失效占比最多的元件。其常见的失效形式主要有磨损、断裂、咬合、热裂、崩边、结垢等[6]。其中磨损是因密封环在长期工作中材料老化、端面比压过大、介质固体颗粒进入密封面等原因造成的,如图3 所示。密封环断裂、撞碎是由泵运转过程中抽空、气蚀和憋压等异常现象引起的振动摇摆幅度过大、部分弹性补偿元件失效等造成密封环端面受力不均匀造成的,如图4、5 所示。

图3 密封环磨损

图4 密封环断裂

图5 密封环碎裂
在设计密封装置时除了将密封环设计为宽窄配对之外,还需将密封环材料设计为软硬配对,且通常动环为“窄面软材料”[7]。若选材和设计出现错误就会出现如图6 所示的密封环发生沟槽磨损现象,当沟槽在径向非对中时会造成介质泄漏。

图6 密封环深沟槽磨损
机械密封装置在运行过程中会产生大量的摩擦热,且主要来源于动静环密封端面。密封流体介质和冷却液是降温的主要介质。随着时间的推移,流体介质及冷却液在密封环摩擦热高温情况下被加热后,密封环上会形成水垢,如图7 所示。密封环结垢之后会影响流体介质及冷却液的循环速度,降低密封环的散热效果。当密封端面摩擦热扩散不及时,密封端面温度急剧升高,会导致密封端面间流体膜蒸发,端面发生干摩擦,最终造成如图8所示的密封环热裂。当密封环上的垢块脱落掉进密封端面会加速密封端面磨损;当掉进弹簧里会堵塞弹簧,导致弹簧失去补偿功能[8]。

图7 密封环结垢

图8 密封环热裂
2.2 辅助密封元件失效
渣浆泵用机械密封中辅助密封主要由O 型密封圈、骨架油封等辅助密封元件组成。其中O 型密封圈失效形式主要有以下几种。
1)当O 型密封圈与高温高压的密封介质长时间接触时,容易导致密封圈产生挤压变形和结垢失弹,如图9 所示。

图9 O 型密封圈腐蚀结垢
2)随动环座一起旋转的O 型密封圈在工作过程中受到一定的扭力,长时间运转达到一定的疲劳值后,橡胶密封圈会失去弹性,当超出该材质的疲劳强度极限后,密封圈会断裂,如图10 所示。

图10 O 型密封圈疲劳断裂
3)渣浆泵轴因受叶轮质量不平衡、紧固螺栓松动等因素影响产生偏心现象,导致密封圈不均匀磨损,同时产生大量摩擦热加速辅助密封件的老化,如图11 所示。

图11 O 型密封圈磨损
骨架油封在机械密封装置中主要用于防尘和防止冷却液泄漏。在高温高压、转轴运转振动幅度大的情况下,会造成骨架油封变形、磨损旋转轴或轴套、冷却液泄漏,如图12 所示。

图12 骨架油封磨损
2.3 弹性元件失效
渣浆泵用机械密封中主要利用小弹簧、大弹簧、金属波纹管等为密封装置提供缓冲和弹性补偿力。由于弹性元件常在高温、高压、带固体颗粒及腐蚀性介质中工作,易出现弹性元件表面结垢腐蚀、弹簧和弹簧孔之间被堵死、金属波纹管表面结焦等现象,导致弹性元件弹性下降甚至失弹,如图13、14 所示。渣浆泵在运行过程中产生的振动会对弹性元件施加交变载荷,弹性元件在长时间的交变载荷作用下会发生疲劳断裂。弹性元件失效后则无法满足密封装置的轴向补偿,密封端面不能紧密贴合,导致密封泄漏失效。

图13 弹簧结垢堵塞变形

图14 金属波纹管结焦失弹
2.4 其他元件失效
其他密封元件如轴套、推环、密封座、弹簧座等主要以腐蚀、磨损、冲蚀失效形式为主[9−10]。当泵轴径向窜动量超标,转轴发生周期性振动、偏心,以及工艺操作不稳定时,则会导致轴套严重磨损[11],如图15 所示。密封介质中有固体颗粒且具有腐蚀性时容易造成轴套、推环腐蚀,如图16、17 所示。轴套、推环等元件磨损、腐蚀会对辅助密封元件、密封环、弹性元件造成不同程度的损害,最终导致密封泄漏。

图15 轴套磨损

图16 轴套腐蚀

图17 推环腐蚀
2.5 维修处理方法
针对以上失效形式,渣浆泵用机械密封主要采取以下维修处理措施。
1)更换损坏失效的密封元件,同时对不符合实际使用工况条件的密封元件材料进行更改,如:密封圈在高温工况选用碳石墨、金属缠绕垫等;在强腐蚀性条件下选用聚四氟乙烯材料等。
2)利用超声波清洗机清理密封环、辅助元件、弹性元件、轴套等元件上的垢块污渍。测量各个压缩弹簧的长度是否相等,确保密封环在均匀的压力下紧密贴合。为防止弹簧结垢,降低机械密封故障率,可在弹簧外包裹橡胶,隔绝压缩弹簧与冷却液的接触。检查冷却装置管路有无堵塞,泵轴径向跳动偏差及轴向运动行程是否超过相关标准,若出现上述情况应及时维修处理。
3)更改密封装置结构,在密封冷却液压力较高的情况下,采用其他密封方式代替骨架油封,如将单端面密封改为双端面密封,从而减少对轴或轴套的磨损,减少冷却液泄漏,延长使用寿命。
维修后的机械密封装置需进行静压气密性实验,检测其密封性能。静压气密性实验装置主要由盛水矩形容器、可调气压源、通气管、接头、堵头等组成,如图18 所示。进行实验之前,需将除进气口以外的出口用堵头塞住,同时将可调气压源通过通气管和接头与机械密封装置进气口连接,把接好的密封装置放进盛水矩形容器中。实验开始时将气压逐渐增大,最后保持在密封介质压力1.25 倍左右[12],观察矩形容器中有无气泡产生。若无气泡产生,则稳压继续观察20 min 后验收;若有气泡产生则根据气泡大小及数量判别泄漏位置。当有少量气泡产生时,对密封装置采取盘车方法后再观察气泡是否变化:若无变化则认为辅助密封圈位置处泄漏;若有变化则是密封端面不平整导致泄漏。当有大量气泡产生时,则认为密封端面缺陷导致泄漏。出现上述情况后均需重新拆开检修密封装置,保证产品出厂时都能正常使用。
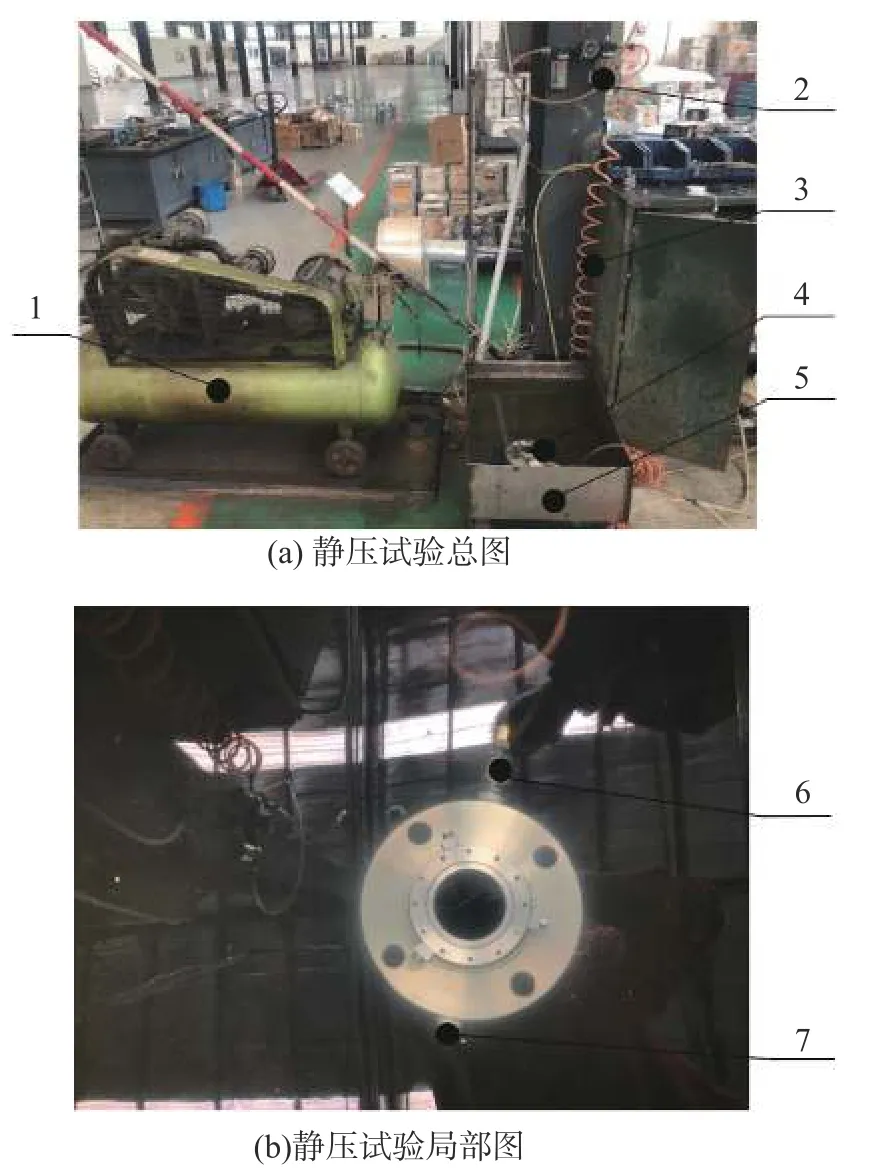
图18 静压实验装置
3 FMEA 分析及改进措施
3.1 FMEA 分析
故障模式及后果分析法(FMEA)是一种用于分析产品设计制造及安装运行过程中可能造成故障和后果的一种技术方法。其包括分析产品可能存在的潜在故障模式,对每种故障模式可能造成的后果进行评价[13],分析出现各种故障的严重度(S)、频度(O)、不可探测度(D),并通过计算得出各种故障模式的风险顺序数(RPN)[14],其计算公式为

FMEA 中严重度(S)、频度(O)、不可探测度(D)称为风险因子。其中:严重度(S)定义为潜在故障出现后对产品性能及客户利益造成的影响程度;频度(O)定义为产品预期寿命内,潜在故障发生的概率;不可探测度(D)定义为使用目前现有的技术手段检测出潜在故障原因的可能性。潜在故障模式的风险顺序数(RPN)为3 个风险因子的乘积,同时也是最终评判依据,即RPN 值越高,则该故障模式风险程度也就越高。通过针对高RPN 值的故障模式提出预防措施,可有效降低失效风险及经济损失。
因此,本文利用FMEA 分析方法对渣浆泵用机械密封失效故障进行分析,分析过程包括:首先确定渣浆泵用机械密封常见潜在故障模式,各故障发生后所带来的严重度(S)、各故障的频度(O)及现有控制方法对各故障的不可探测度(D),然后根据得到的各故障模式的风险因子数值,计算风险顺序数(RPN)。其中关于渣浆泵用机械密封FMEA分析时所用的严重度、频度、不可探测度评价等级是以该公司的《质量检测表》《售后维修处理报告》《客户售后反馈单》以及文献[15]等为基础,通过公司设计、维修、质检人员共同研讨确定的,分别如表1—3 所示。渣浆泵用机械密封发生故障失效主要是密封装置元件结构不合理、材料选择有误、加工精度低、安装要求不规范、运行中出现故障等所造成的,所以此次渣浆泵用机械密封常见潜在故障失效模式分析将从设计制造、安装、运行3 个阶段进行,并以公司维修数据报告单及文献[16−17]所提及的机械密封常见失效模式为基础,确定渣浆泵用机械密封各阶段的潜在故障模式。

表1 严重度(S)评判等级表

表2 频度(O)评判等级表

表3 不可探测度(D)评判等级表
通过以上各风险因子评判等级表以及确定的常见潜在故障模式,计算各潜在故障的风险顺序数(RPN),其分析结果如表4 所示。根据表4 中计算结果,针对相关环节提出改进优化措施,以达到降低渣浆泵用机封发生故障的风险顺序数、延长使用寿命、降低使用成本的目的。
3.2 结果讨论及改进措施
通过分析表4 可知,渣浆泵用机械密封在设计制造、安装、运行各阶段风险顺序数(RPN)较高的潜在故障模式依次是:密封端面变形(126)、温度异常(105)、密封元件磨损(90)、密封元件腐蚀(90)、密封介质泄漏量超标(84)、试车振动(80)、密封端面破损(50)、密封端面平面度差(48)、密封组件损坏(40)。该分析结果与造成渣浆泵用机械密封各元件失效主要原因一致,证实分析方法与实际情况相符。高RPN 值的故障模式是影响密封性能的关键因素,所以为降低上述潜在故障模式的风险顺序数(RPN),延长使用寿命,降低成本,对生产及使用者提出以下改进优化措施。
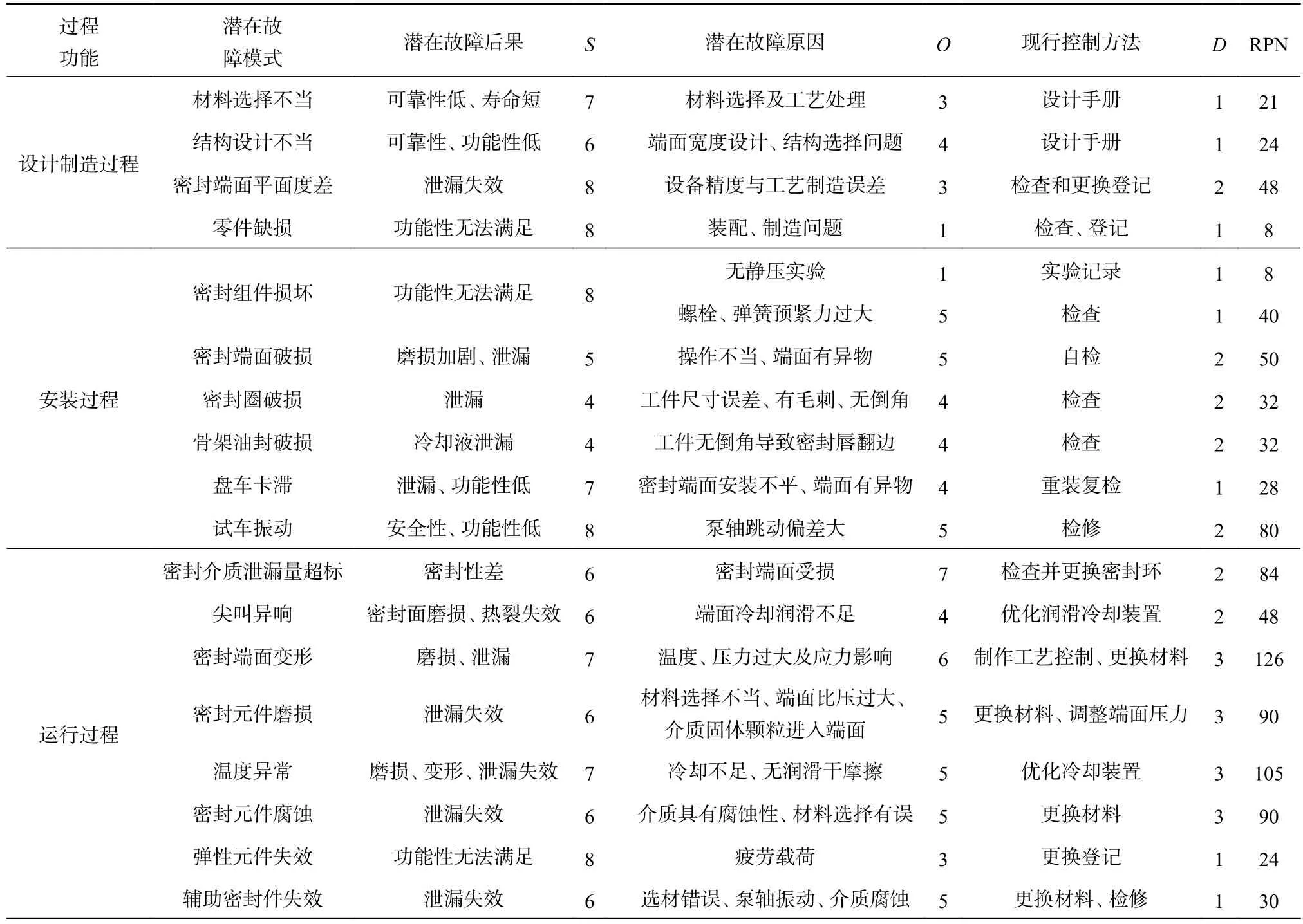
表4 渣浆泵用机械密封各过程FMEA 分析表
1)设计制作过程中,首先应详细了解密封装置使用工况,优化设计密封装置,如:为保证浆料泄漏时能及时排出、避免颗粒的堆积和阻塞密封腔、腔内物料能流动不堆积沉淀、易冷却润滑密封装置,轴套与密封环之间应有较大间隙;为减少泵内介质压力对密封端面比压的影响,宜采用平衡型机械密封结构。其次选择导热性好、热膨胀系数低、弹性模量高、耐磨、耐腐蚀的材料,并对密封元件加工制作工艺进行优化,避免温度骤变、应力集中等问题。
2)密封装置安装前需进行静圧实验,防止运输、搬运及组装过程中对内部零件造成损伤。同时安装试车过程中严格遵循相关技术规范和安装程序,确保密封环端面干净整洁、紧密贴合,并对泵轴进行工艺性检查,包括运转过程中振动幅度、表面粗糙度等,避免密封元件破损失效。
3)运行过程中关注密封装置压力、温度、泄漏量、振动幅度等变化,有无异响,加强系统冷却和润滑,减小摩擦热的影响。定期对密封系统进行检查、维护,包括辅助系统及管路,并更换相关密封元件,如密封圈、弹簧。
4 结论
1) 介绍了渣浆泵用机械密封基本工作原理及结构,并对某公司近几年渣浆泵用机械密封返厂维修数据统计分析,发现密封环元件失效导致密封失效的占比最高,其次是辅助密封元件、弹性元件及其他元件失效。
2) 依次对渣浆泵用机械密封密封环、辅助密封元件、弹性元件及其他元件常见失效形式及机制进行分析总结,并提出对损坏及不符合使用工况密封元件进行更换,利用超声波清洗机对表面垢块污渍进行清理,更改密封装置的相关维修处理措施。介绍维修后密封装置的静压气密性试验装置及实验流程方法,并总结相关实验现象及造成现象发生的原因,提出整改措施,为处理类似问题提供参考。
3)利用FMEA 分析法对渣浆泵用机械密封设计制造、安装、运行阶段潜在故障进行分析,得到密封端面变形、温度异常、密封端面磨损、密封端面腐蚀、密封介质泄漏量超标、试车振动、密封端面破损、密封端面平面度差、密封组件损坏风险顺序数(RPN)较高。针对RPN 值较高的故障模式从设计制造、安装、运行3 个阶段对生产及使用者提出了优化改进措施,以期达到延长机械密封使用寿命、降低成本的目的。
