某海上自升式移动平台桩腿的修复
2022-05-13刘靖远
刘靖远

摘 要:海上自升式移动平台长期在高盐高湿和恶劣海况下服役,平台桩腿桩靴等部位长期承受预压载、拔桩、波浪、潮汐、风等交变载荷,容易出现结构隐患。本文通过对国内某自升式钻井平台0BAY以下桩腿更换过程的分析,阐述了桩腿修复建模校核、施工中相对位置公差控制、关键数据测绘、过程中定位及焊接质量控制等技术和质控要点,为同类型项目提供技术经验和实践参考。
关键词:自升式移动平台;桩腿;桩靴
中图分类号:U663.31 文献标识码:A
Repair of Offshore Jack-up Mobile Unit Legs
LIU Jingyuan
( China Oilfield Services Limited, Langfang 065201 )
Abstract: Offshore jack-up mobile unit has been in service under high salt and humidity and harsh sea conditions for a long time, legs, shoes and other parts of the platform are prone to structural risks because they bear the alternating loads such as pre-ballast, leg extracting, wave, tide and wind for a long time. This paper analyzes the replacement process of legs below 0BAY of the jack-up drilling platform in first service in China, expounds the technical and quality control points, such as repair modeling check, relative position tolerance control in construction, key data mapping, positioning in the process and welding quality control, providing technical experience and practical reference for similar projects.
Key words: Jack-up mobile unit; Leg; Shoe
1 前言
随着人类探索海洋的步伐加快,形式多样的海工装备服役于海洋油气资源的勘探与开发,其中以海上自升式移动平台应用最为广泛。本文的某自升式移动平台是由美国ETA/Robinloh公司设计、日本日立船厂建造的罗布雷-300型非自航自升式钻井平台。该平台采用桁架式三桩腿结构,桩腿全长417.4 ft,船体以下有效长度350 ft。
桩腿是平台最重要的承载结构,承载着自升式平台的自重和作业载荷。根据作业经验,桩腿损伤多发生在插拔桩作业过程中,尤以桩腿桩靴连接处最为突出。该平台在坞内检验中,发现桩腿第一根水平撑管以下的0BAY区域和桩靴内部与齿板连接的辐射状强力结构区域存在母材裂纹和焊接缺陷。经专家分析,其成因是受建造当时桩腿材质本身和焊接工艺的局限,加之作业过程中桩腿反力使原有缺陷加剧,长期的循环应力也可能使缺陷范围扩展。该区域经过多次局部修复,在焊接修复位置的强度下降,已成为影响平台安全生产的最大隐患。经过专家深入分析,最有效的应对方案是对桩腿0BAY以下的齿板和相关区域结构进行更换。但三条桩腿0BAY以下整体更换在国内尚属首次,尤其对施工过程中桩腿、桩靴相对位置的公差控制,更是决定本次施工成败的关键因素。
2 桩腿受损情况
自2005年起,该平台在历次进坞检验中均发现各桩腿、桩靴出现多处缺陷。据统计,3个桩腿的缺陷共计128处,总长度约48 m;受损位置集中出現在0BAY以下,包括桩腿0BAY无齿板、桩靴顶板与桩腿连接处、桩靴内部齿条板、桩靴底板与辐射板等区域;缺陷的形式包括齿条板母材裂纹、原焊接热效应区细碎裂纹、焊缝裂纹等。
3 修复方案及建模校核
近年来,不少学者对海上自升式平台作业状态的力学性能进行了相关建模研究。李洪涛[1]等通过有限元计算,分析出决定平台作业能力的关键因素及其校核方法;甘进[2]等采用ANSYS软件建立自升式平台结构分析模型,对平台结构的力学性能进行分析;丁勇[3]用数值化方法模拟自升式平台的载荷受力情况,为桩腿和桩靴强度分析计算提供了数值依据,并使用ANSYS软件完成了各种工况下桩腿和桩靴的强度和稳定性校核;曲健冰[4]等绘制了在100 m水深下空气含量与桩靴内压支撑之间的关系曲线,给出水密桩靴设计中计算载荷的建议。以上研究主要聚焦于校核平台桩腿桩靴自身结构强度,但对于优化设计的相关研究则较少。
非自航自升式平台的拖航可变载荷,是决定使用性能的核心指标之一。降低桩腿重量是增大拖航可变载荷的最有效手段,反之将限制平台的作业能力;桩腿轻量化设计的途径,通常包括改变桩腿节距、形状和采用高强钢等。如:郭心月[5]等分析了桩腿体积和尺寸参数随节距和高强钢屈服强度的变化关系,提出桩腿结构轻量化设计的建议。
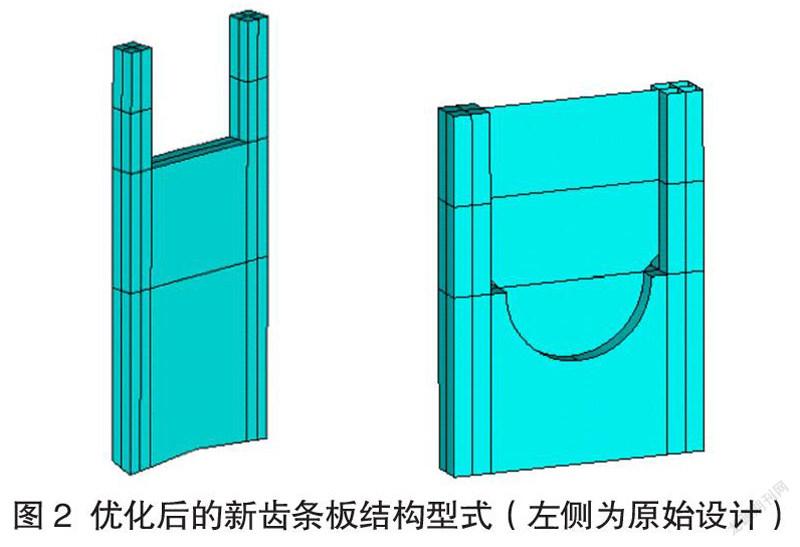
该平台原始设计中桩腿齿板在各高度位置的结构均不相同,在桩靴内部采用通齿板,桩靴以上采用两齿条夹中心板的复合式齿板设计,且随桩腿位置升高内部中心板厚度逐渐减小。这种设计兼顾了桩腿结构强度和降低桩腿重量,但增大了桩腿组装施工难度,且未考虑齿条与中心板、各厚度中心板间的应力过渡,这是造成后续使用中桩腿桩靴受损的主要原因。
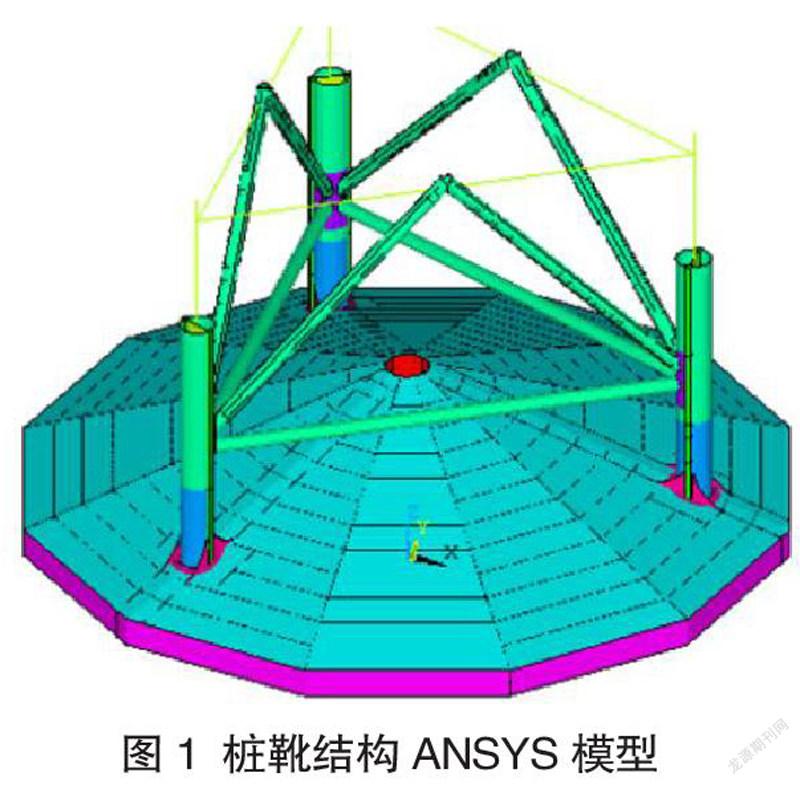
本文通过ANSYS软件建立桩靴结构模型进行有限元分析(见图1).完成了六种典型工况下的桩靴受力分析计算,核实改造部分结构的应力分布及应力强度;同时对桩腿与桩靴连接处附件的结构完成了屈曲强度校核;最终决定在此次修复中将平台桩腿0BAY以下齿条板的原始设计型式优化为采用圆弧过渡的新齿条板结构改造方案(见图2),达到最大化降低相关结构应力值的目的;更换的结构包括:三个桩腿从0BYA K节点下端焊缝向下延伸300 mm位置起,一直到桩靴内部齿条末端结束,该范围内的所有齿条板、半圆板及相关桩靴结构。
4 修复工艺
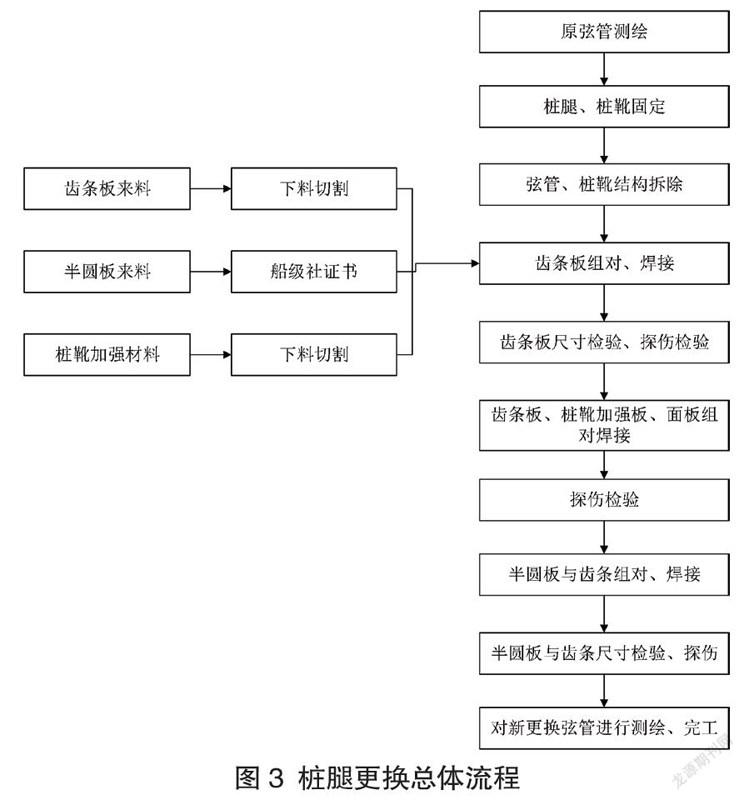
本次桩腿0BAY以下结构修理、更换项目的总体流程,如图3所示。主要包括材料准备和现场施工两大部分。在材料准备方面,主要参照中国船级社《材料与焊接规范》,并由船东、验船师和船厂质检人员组成质量控制小组共同控制。
桩腿施工是自升式平台建(改)造的施工难点,不少学者对类似项目开展过研究。陈小川[6]等从桩腿的分段划分、建造及焊接作业工艺、合拢及吊装作业步骤等多个方面对比了国内外桩腿常规建造工艺;吴宇新[7]通过热弹塑性有限元计算,分析了预热温度、保温缓冷措施、焊接速度和约束条件对桩腿加工精度的影响,并基于对焊接变形与应力的综合控制,提出了工艺优化建议;张晓安[8]以SUPER-116E自升式平台为例,分析了桩腿特别是桩腿齿条的焊接和质量控制要点。
以上研究更适用于桩腿建造阶段。桩腿修理的最大难题,在于割除旧结构应力释放后的位移控制、焊接变形控制和新旧结构的相对位置公差控制。王磊[9]等在研究中涉及了建造后平台的桁架式桩腿的修理更换技术,但其更换方式是桩腿整根拆除,与建造的方式类似,同样采用吊装合拢法和顶升合拢法,施工量大且对船厂配套吊机资源要求高。
本次施工采用了三桩腿的0BAY以下区域同时割换的方法,极大程度降低了船厂配套资源的限制,在施工中创新了桩腿桩靴固定和测绘的有效手段,并识别出更换过程中的各种控制要素,并在施工过程进行了有效控制,最终取得了本次更换项目的成功。
4.1 樁腿桩靴固定
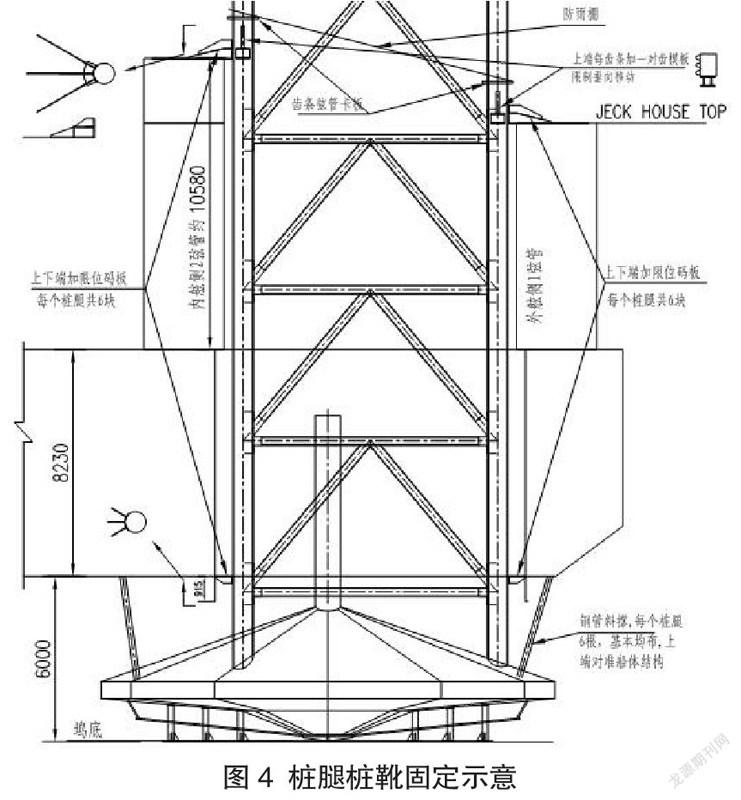
本次修理工作全程在船厂船坞内进行。为了更稳妥的实现精度控制、限制0BAY以下桩腿割除后桩腿桩靴出现相对位移,采用了将桩腿与主船体固定、桩靴与坞底和船体同时固定的定位方案。其中,桩腿与主船体的固定包括两部分:其一,在固桩区顶部每齿条加一对齿模板,将其与固桩区强结构连接固定,从而限制桩腿垂向移动。由于桩腿现场位置不同,为满足承载桩腿的强度要求,齿模板要现场取样并要求咬合4个齿。在齿条卡板与齿模板以及与固桩区结构焊接后,释放升降齿轮装置的力矩;其二,在每个齿条上下均加装限位码板,上端限位码板设置在固桩区顶端,下端限位码板设置在船底,以限制桩腿和船体间的相对横向晃动(见图4)。
为了更稳妥的将桩靴固定,避免弦管割除后桩靴受自重的影响下坠,在坞底桩靴位置铺设钢垫板和桩靴支撑管,将钢垫板、支撑管、桩靴底板用焊接方法进行固定;同时,为了限制桩靴和船体的相对位移,用钢管斜撑将桩靴与主船体焊接连接(见图4)。
相关固定方案还要通过受力计算校核。计算过程中应取足够的安全系数,计算范围应包含所固定承载所涉及的齿模板、齿条卡板、限位码板、焊缝、及桩靴下部支撑钢管,计算内容应包含桩腿桩靴自身重力和风力对强度的影响校核。
4.2 桩腿桩靴数据测绘
在完成桩腿桩靴固定后,应尽快开展原始数据测绘工作,为修复后的效果验证提供数据基础。测量的范围包括:齿条半圆板椭圆度、桩腿三角尺寸、桩靴整体平面、桩腿和桩靴内部的齿条直线度和挠度等。
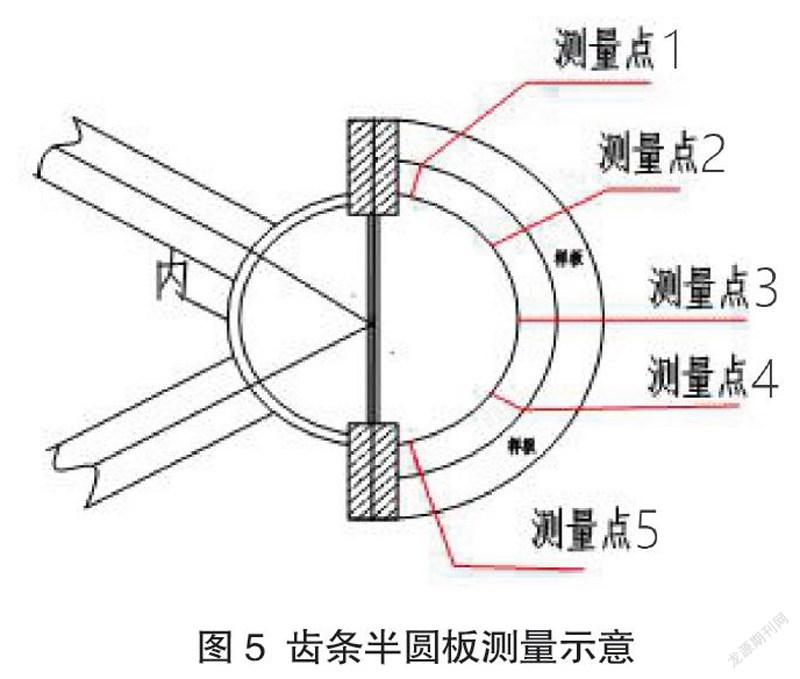
(1)齿条半圆板的测量:需要制作一个半圆板样板,自 0BAY 位置至桩靴表面,自上而下每隔 500 mm 在同一节距高度水平位置上取 5 个点进行测量记录(见图5);
(2)桩腿三角尺寸测量:用盘尺拉齿顶的方法对桩腿0BAY位置的三角尺寸进行测量(见图6),用以校验修复后桩腿三角变形量;
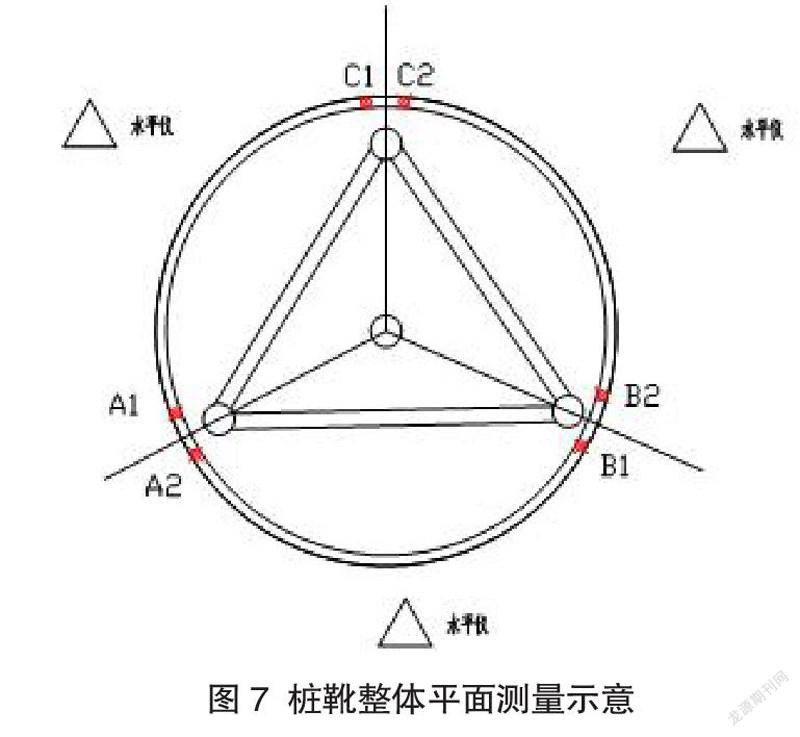
(3)桩靴整体平面测量:在桩腿桩靴连接处附近靴面边缘位置设置测量点,每根弦管位置分别设置两个点(见图7)并做好固定标记;测量三个面,并做好测量记录;待弦管修理全部结束后,按照此方法再次对桩靴复测,并与修理前测量数值进行对比,比较桩靴平面有无变化;
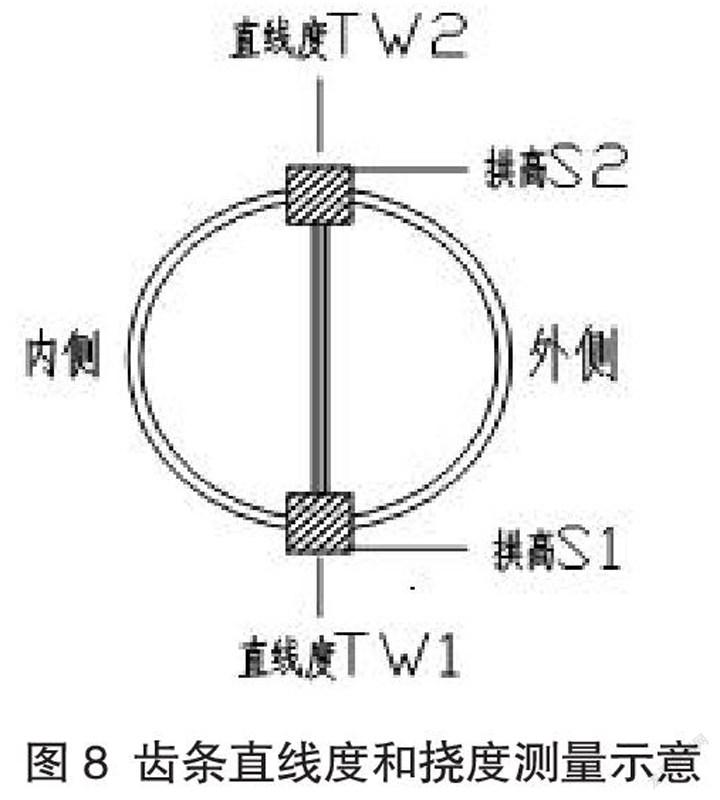
(4)齿条直线度和挠度测量:在齿条厚度中心线位置和齿条面边缘位置,沿新旧齿条对接口上端 2000 mm位置至齿条最下端用钢丝绳拉紧(见图8);在首尾两端的中心位置,各放置一个基准试块,将钢丝绳拉紧后每隔 500 mm测量钢丝绳至齿条中心投影位置的距离,即可校验修复前后齿条直线度和扰度的变化情况。
4.3 桩腿弦管更换
(1)在旧弦管切割过程中,为控制相对位置和焊接变形,先保留了主弦管外侧半圆板,待齿条焊接结束,再对外侧半圆板进行拆除;
(2)在新弦管装配过程中,采用了先内后外、先下后上的装配顺序,即先完成桩靴内部无齿齿条和结构的更换和恢复,再安装桩靴面板;然后进行桩靴上部齿条装配,最终安装0BAY以下半圆板;
(3)在装配过程中,运用了多种工装和定位措施,以保证齿条、半圆板等结构组对精度要求。如:在桩靴内部的原齿条拆除前,在距齿条两侧的桩靴结构上做水平方向的前后左右4 个定位点,回装时测量定位点与齿条之间尺寸,可高效确定齿条末端与原齿条位置偏差;再用多套三角板把齿条末端横向位置固定,保持竖直方向伸缩,方便齿条上部定位和调整焊接间隙;在桩靴以上的弦管半圆板装配过程中,运用内圆马板工装,通过在马板内圆处与弦管半圆板之间用楔子固定,实现在不焊接工件的情况下固定齿条及半圆板,并能够调整齿条与半圆板组对间隙,以及焊中限制过分的变形。
焊接应力和变形直接影响焊接结构的制造精度和使用性能,目前广泛采用的措施,包括焊前预热和夹具拘束等手段。周宏[10]等利用Jmatpro和ANSYS软件,量化了预热可有效降低桩腿齿条厚板焊接应力及应变速率,进而有效地避免裂纹的产生;刘川[11]等通过数值模拟和试验方法,证明了夹具对焊接件的拘束力在焊接过程中是动态变化的, 其变化趋势和焊接件的z向位移变化趋势相同。考虑到齿条、半圆板为高强钢重要结构焊接,母材厚度大、焊缝长,焊接过程会由于不均匀热过程及其约束使得焊缝及其附近金属产生非均匀的膨胀和收缩而引起焊接残余应力和变形。因此通过采用多位置对称施焊,降低焊接变形影响,同时在焊接过程中持续监测齿条的直线度和扰度,根据变化情况,随时调整工装和施焊节奏,实现了对焊接变形的有效控制。在焊接过程中,由船东、船厂和船级社验船师组成质量控制小组,通过对防风雨、引/熄弧板、焊前预热、焊后加温缓冷、焊接电流、焊接层间温度等措施的有效控制,实现了焊后72小时100%无损检测一次性合格。
5 结论
在海上自升式移动平台桩腿修复工程实践中,作者所带领的团队创新了桩腿桩靴固定和测绘的有效手段,识别出修复过程中的各种控制要素,并在施工过程进行了有效控制,解决了割除旧结构应力释放后的位移控制、焊接变形控制和新旧结构的相对位置公差控制三大制約建后平台桩腿修理的重大难题,开创了国内对自升式移动平台进行局部桩腿更换的先河,希望本文能为今后同类型移动平台的修理提供借鉴。
参考文献
[1]李红涛,徐捷,李晔.自升式海洋平台站立状态下的性能分析[J].中国海洋平台,2009,24(04):38-42.
[2]甘进,吴卫国,金书城.自升式平台力学性能分析方法研究[J].船海工程,2011,40(06):162-164+167.
[3]丁勇. 自升式平台桩腿结构强度分析[D].上海交通大学,2009.
[4]曲健冰,王飞.自升式平台水密桩靴内部介质与桩靴结构承压性能计算分析[J].船海工程,2021,50(04):105-108.
[5]郭心月,陈景杰,黄一.应用高强度钢对自升式平台桩腿结构进行优化[J].船海工程,2016,45(04):77-82.
[6]陈小川,程龙,王鋆.自升式钻井平台桩腿建造工艺探索[J].船海工程,2014,v.43;No.220(03):139-142.
[7]吴宇新.自升式平台桩腿焊接变形和应力控制技术研究[J].船舶工程,2016,38(10):26-31+40.
[8]张晓安,钱建东.自升式海洋钻井平台桩腿的焊接与精度控制[J].江苏船舶,2014,31(03):38-39.
[9]王磊,王伟,刘金营,佟玉鹏.DSJ300-L1自升式钻井平台桁架式桩腿维修技术[J].石油工程建设,2021,47(02):65-67.
[10]周宏,张坤,洪军杰,张佾行,庞龙龙.高强度大厚度海洋平台桩腿板材加工前预热力学行为研究[J].船舶工程,2014,36(06):73-76.
[11]刘川,张建勋,牛靖.焊接动态拘束变形三维多体耦合数值模拟[J].机械工程学报,2010,46(06):83-86+92.
