某100 000 t级成品油船泵舱现场管设置优化
2022-05-13刘健吴炜
刘健 吴炜
摘 要:泵舱是油船设有的安放货油泵、扫舱泵等卸货设备的特殊场所,具有空间狭小/设备管路集中、平台层数多、管路通径大、建造施工时立体交叉作业频繁等特点。探索泵舱现场管设置优化方案,可以达到降低施工难度和减少管路修改返工量的目的。本文可供大型油船管路设计和施工参考。
关键词:泵舱;现场管;止动码
中图分类号:U662.2 文献标识码:A
Optimization of Pump Room Joint Pipes of
A 100 000 t Refined Oil Tanker
LIU Jian, WU Wei
(China Classification Society Industrial Corp, Guangzhou 510235 )
Abstract: The pump room is a special place of oil tankers for unloading equipment such as cargo oil pumps and stripping pumps. It has the characteristics of narrow space, concentrated equipment and pipes, multiple platforms, large pipe diameters, and frequent crossing operations during construction. The optimization of the joint pipes layout in pump room can achieve the purpose of reducing difficulty construction and the amount of rework of pipeline modification. This paper can be used as reference for pipeline design and installation of large oil tankers.
Key words: Pump room; Joint pipe; Stop bracket
1 前言
泵舱是油船设有的安放货油泵、扫舱泵等卸货设备的特殊场所,其内部可能还安放有压载泵、洗舱加热器等其他轮机设备,一般位于机舱和货舱之间。泵舱具有空间狭小、设备管路集中、平台层数多、管路通径大、建造施工时立体交叉作业频繁等特点。
本文通过对某100 000 t级成品油船泵舱管路安装情况的分析和总结,找出比较优化的现场管设置方法和规律,以达到降低施工难度和减少修改量的目的,供同型后续船改进和其他大型油船设计和施工参考。
2 泵舱情况
本船泵舱长约8 m、宽约15 m、高约19 m,舱内主要设备有货油泵、压载泵、扫舱泵、喷射泵、压载水滤器、洗舱加热器、真空泵、真空泄放柜等。
泵舱底部长约8 m,除去货油泵和气汽分离筒的位置,仅剩下3.5 m,大管布置极其困难;主货油管通径为DN450~550,主压载管通径为DN450~700。当法兰角度稍有偏差或者管子制作时长度有误差,都会导致管口对接不上,一旦需要修改管路则返工量巨大。所以合理布置管路和设置现场管,以纠正因分段合拢精度、管子制作精度、设备安装精度问题所造成的误差显得十分重要,如果现场管设置的好可以极大地减少返工修改量。
3 現场管设置优化
管路的布置原则,是力求整齐、美观、符合使用和操纵要求,并做到便于施工、清理和拆检修理。通过合理的布置管子分段和对现场管的型式位置的选定,尽可能扩大预制预装率,减少因预装引起的返工;同时,管路布置还应考虑到各种热交换器、滤器、泵等设备的检修和清理。
3.1 连接设备现场管设置优化
3.1.1连接设备现场管设置原则
一般情况下连接设备的一段管都应设置为现场管,在确实无法都设置现场管的情况下,应优先保证大管。DN250以上现场管的长度,控制在800 mm左右最佳,最短不小于300 mm,最长不超过1 000 mm。现场管过短,会起不到调节作用或不满足工艺要求;现场管过长,则会导致搬运、进出舱和制作困难,小通径现场管可适当减短。
3.1.2货油泵现场管设置优化
泵舱内安装难度最大的是货油泵现场管。因本船货油泵为蒸汽透平长轴驱动式,透平机安装在机舱透平平台,按照货油泵安装工艺要求,先确定透平机位置,再调整泵的位置,货油泵的位置有一定不确定性;货油泵位置的不确定性,会导致管路安装的不确定性;货油泵工作振动和压力较大,因此货油泵进出口附近管子都需要设置止动码。
对接泵管子的安装工艺要求:
(1)设备的接管法兰应与泵的进、出口正确配接,避免因管子的安装变形引起设备的安装变形;两法兰的中心线曲折值A≤3 ㎜,两法兰中心线偏移量B≤2 ㎜,两法兰之间的间隙量C≤1.5 ㎜(去除垫片的厚度);
(2)管子在连接时,应按对角顺序和逐步增大预紧力的原则对连接螺栓进行预紧;
(3)在管子与泵的进、出口连接的过程中,应留意设备轴系对中情况的变化,并作相应的调整。
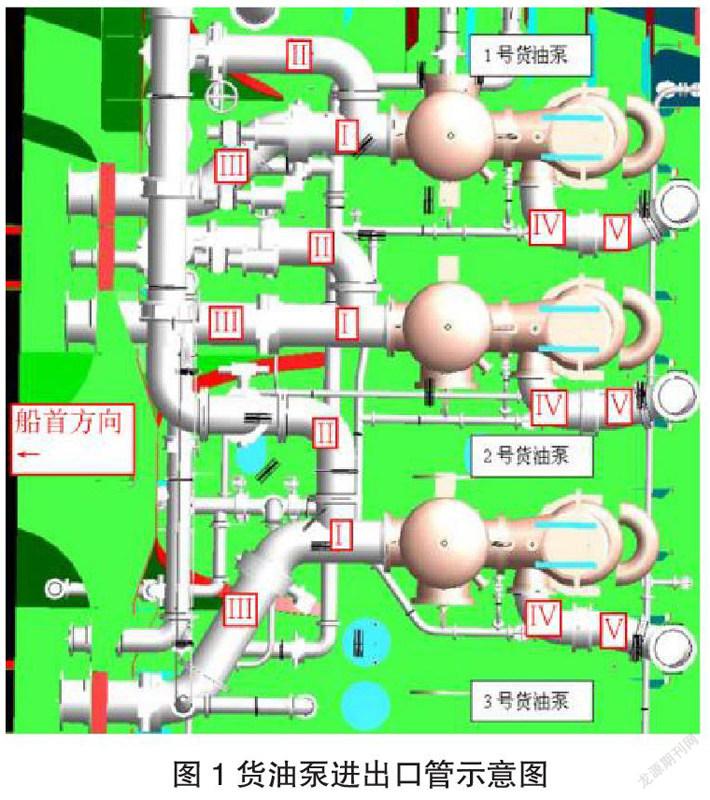
要达到上述安装工艺要求,必须针对现场管进行优化,泵进出口管校装的时机是货油泵对中报验完毕。以1号货油泵为例,如图1所示。
(1)货油泵进口:本船货油泵的进口管是三通管(Ⅰ号管),没有设置现场管,优化方法:首先安装货油泵进口的Ⅰ号管并在底部增加止动码,按照货油泵安装工艺的要求调整好法兰间隙,焊死止动码;然后把Ⅱ、Ⅲ号管改为现场管,现场校装,这样可以避免拉紧螺栓时破坏泵的对中;因Ⅱ、Ⅲ号管作为现场管过长,后续船建议改短到800 mm左右;
(2)货油泵出口:本船的出口管(IV号管)是现场管,首先校装好IV号管;然后在此管下方增加止动码;按照货油泵安装工艺的要求调整好法兰间隙,焊死止动码;然后再校装V号管;
(3)3号货油泵进出口管和1号泵一样处理;
(4)2号货油泵进口稍有不同,可把Ⅰ号管改短,支管相应往左边移动,在Ⅰ号管和气汽分离筒之间增加一根长约400 mm的现场管,止动码也增加在这段管上。
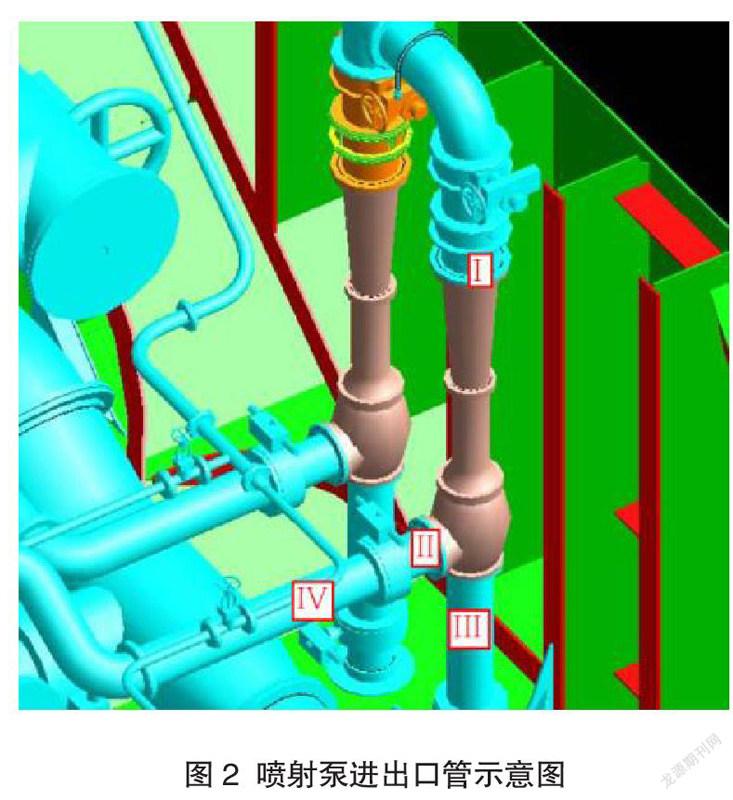
3.1.3喷射泵现场管设置优化
喷射泵一般有三个接口:吸入口、排出口和动力口。可以选择一个接口的管子设为预制管,另外两个接口附近的管子设为现场管(如图2);原设计把Ⅰ号管设为预制管,把Ⅱ、Ⅲ号管设置为现场管,但是安装时发现Ⅱ号管太短,只有200 mm左右,作为现场管调节效果不大而且无法安装上,所以该管改为预制管,而把与Ⅱ号管相邻的Ⅳ号管改为现场管现场校装。
3.1.4 其他设备现场管
压载滤器、压载泵、洗舱加热器、扫舱泵等设备,因系统工作压力不大,不需要专门设置止动码,设计时把与之相接的进出口短管设为现场管比较合理。
3.2 分段内部现场管设置优化
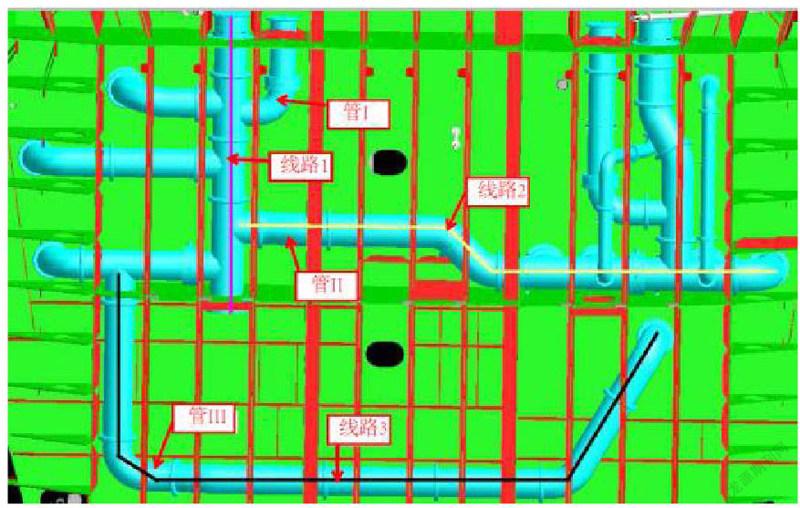
分段内部管路一般不需要设置现场管,但是如果一路管在刚性限制点(刚性限制点指的是穿壁贯通件、支管处、止动码等位置)较多的情况下,还是需要设置少量现场管,长度800 mm左右。优先使用弯管作为现场管,以泵舱底分段压载管为例,线路1和线路2均为DN500压载管,线路3为DN450压载管,都是大口径管子,设计时泵舱底部并未設现场管,导致修改很多,优化情况见图3所示。
(1) 线路1:本路管有1个固定贯通、4个固定支管,一共5个刚性固定点。保证了左边三个支管的安装位置就无法保证右边支管的安装位置,需要把管Ⅰ改为现场管才能调节右边支管安装位置的准确;
(2)线路2:本路管有1个固定贯通、7个固定支管,一共8个刚性固定点。贯通和支管主要集中在右侧,为保证右侧管子的安装,必须先安装右侧的管子并把管子位置做一定调整,安装完后会导致线路2和线路1接口处稍有错位,无法对接,所以需要把管Ⅱ改为现场管;
(3)线路3:本路管只有1个固定贯通、1个固定支管,但是左侧支管处为了保证和线路1能对接上已经无法调节,右侧的贯通同样调节不了太多,导致整路管有一组法兰安装不了,需要设置一条现场管。我们选择管Ⅲ作为现场管,原因是这个管是90°弯管,能调节两个方向的安装尺寸,长度也较合适。
3.3 分段、总段合拢缝处现场管设置优化
一般泵舱管路的走向都是从泵舱顶到舱底的上下走向,为了避开设备及其他结构,也会有很多左右走向的管路。
分段、总段合拢缝现场管设置原则:
(1)如果整路管都是直管且基本没有支管的情况下,只需要选择在某个总段的合拢缝处设置一条现场管即可;
(2)如果整路管子弯头和支管较多情况下,就要考虑多设置一些现场管,特别是DN100以上大管很难调节,容易出现管口错位对接不上,需要在更多的总段和分段合拢缝处设置现场管;但对于DN100以下小管路,仅在总段合拢缝位置设置现场管即可,即使安装时发现无法对接,修改管路也相对容易。
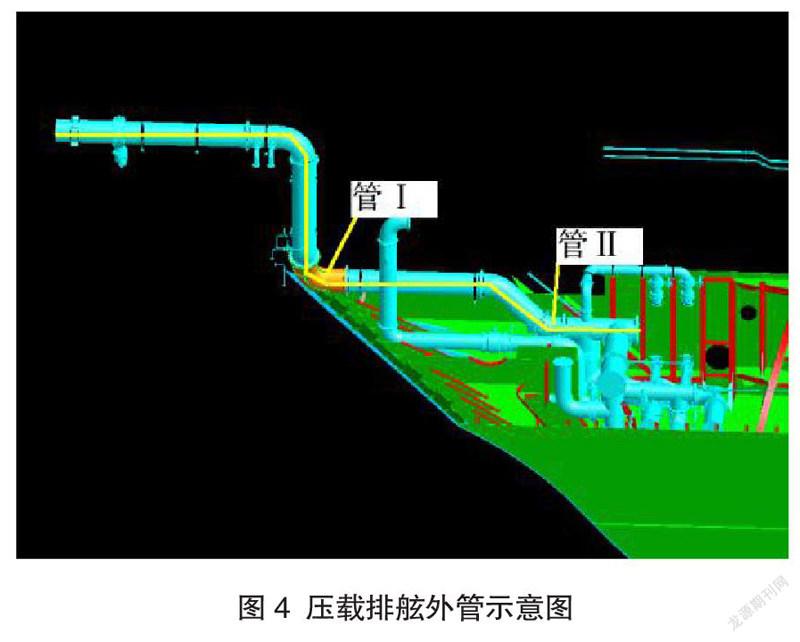
如图4所示,压载水排舷外管通径为DN650,设计时这路管只在总段和总段之间的合拢缝设置了一条现场管(管Ⅰ),安装时发现分段合拢缝处的两根管法兰错位很大,无法对接,需要把分段合拢缝处的管Ⅱ改为现场管,才能安装到位。
4 现场管校装方法
(1)直接校装法
直接校装法就是在校装现场,直接使用实际管材和法兰进行校装,校装完后搬运出舱进行焊接和表面处理作业,最后安装回管路上。此方法主要用于DN100及以下的小管子,因为这些管子通径小、重量轻,处理起来较为容易。
(2)假管真做法
假管真做法就是在校管现场用临时材料(主要是法兰和角钢)制作成管子的模型框架,再将此框架送往校管场地用实际的管材和法兰进行真管的制作和表面处理,最后安装回管路上。这个模型框架称之为假管,此方法一般用于DN100以上大管,使用临时材料可以大大减少管子重量,方便校装和搬运。
假管制作时,首先需要调整所校管的两端连接法兰,以达到与相应连接管中心线一致;然后将假管的法兰、垫片用螺栓与所连接管的法兰紧固;一组法兰至少应装4个螺栓,且不应少于法兰螺栓孔数的一半;螺栓应均匀对角分布安装,用对角交叉法逐个用扳手紧固;最后量取、切割相应规格的角钢,将相应规格角钢在法兰外圆均布装配、焊接牢固。
5 总结
本文通过对泵舱现场管设置优化的探索,总结出油船泵舱现场管设置和校装的一些方法和规律:
(1)一般情况下连接设备的一段管都应设置现场管;在确实无法都设置现场管的情况下,优先保证大管,货油泵泵口位置与泵连接的管子,建议设置止动码,第二根管设置现场管;
(2)现场管长度最好控制在800 mm左右,最短不小于300 mm,最长不超过1 000 mm;
(3)现场管优先选用弯管;
(4)分段内部管路,一般不需要设置现场管;但对某路管在刚性限制点较多的情况下,还是需要设置少量现场管;
(5)分段、总段合拢缝处现场管设置:如果整路管都是直管且基本没有支管的情况下,只需要选择其中一个总段合拢缝处设置现场管即可;如果整路管弯头和支管较多,就要考虑在更多的总段或者分段合拢缝处也设置现场管;
(6)制作现场管时,DN100及以下现场管一般可采取直接校装方法,DN100以上现场管,一般采取假管真做的方法,以减少管子重量,方便校装和搬运。
通过此次泵舱现场管设置优化,解决了本船泵舱管路安装过程中遇到的问题,同时大幅减少了同型后续船的管路修改返工量,对其他大型油船管路设计和施工也能起到很好的参考作用。
参考文献
[1]船舶设计实用手册轮机分册[M].北京:国防工业出版社,2013.
