基于Kriging-MIGA算法的薄壁件铣削参数优化*
2022-05-12曹龙凯熊凤生
韩 军 曹龙凯 徐 睿 姚 晟 熊凤生
(①内蒙古科技大学机械工程学院,内蒙古 包头 014010;②山东港口集团青岛港国际股份有限公司前港分公司,山东 青岛 266000)
随着航天科工领域的快速发展,薄壁零件由于质量轻和比强度高等优点被频繁地使用[1],薄壁件在生产中的铣削参数选择常常对铣削力和工件变形等有着重要影响,而实际铣削参数常常是技术人员根据经验选择的,所用参数不是最优铣削组合,导致加工过程中因铣削力过大等原因造成工件变形,不易保证被加工零件的公差尺寸,生产效率也不高[2]。因而研究薄壁件铣削参数优化具有重要意义。
随着智能优化算法不断的发展与完善,越来越多的学者将其用于铣削参数的优化中。曾莎莎[3]等采用了倒传神经网络的方法,优化工艺参数组合。Liang M等[4]采用模糊控制方法,对铣削时的参数进行了优化。邓伟[5]以最小能耗为目标,基于粒子群算法开展铣削参数的优化。虽然上述研究取得了预期效果,但所用算法较复杂,优化过程较长,而MIGA算法不仅优化速度快,且全局收敛快,计算效率高。姜佳明[6]采用了响应曲面法对蜂窝薄壁件开展高速切削参数优化,提高了切削加工效率,但响应面模型的建立需要大量的样本点,较为繁琐,而Kriging模型在搭建过程时,所需样本点数较少,且全局精度高。
针对上述问题,本文以某薄壁壳零件为研究对象,通过Isight平台,采用了最优拉丁超立方试验方法建立样本点,研究主轴转速、径向切深和轴向切深对铣削力的影响规律,拟合铣削参数与铣削力间的Kriging近似模型,以铣削力最小为目标,采用MIGA算法优化得出最合适的铣削参数组合。
1 试验方案
零件的尺寸要求如图1所示。
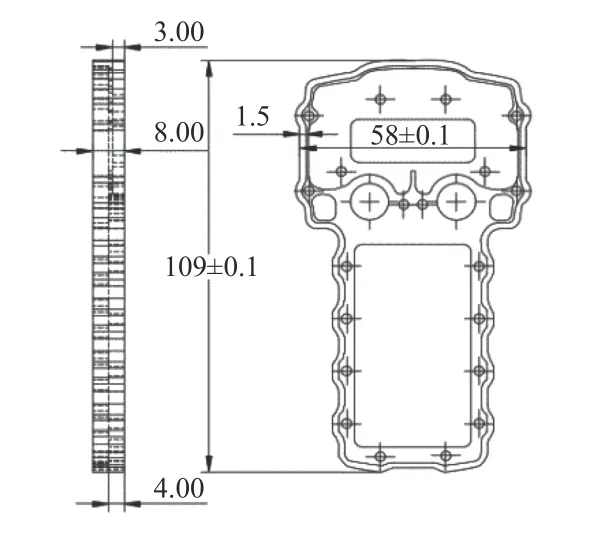
图1 薄壁框二维图
该薄壁零件毛胚材料为6061铝合金,材料刚性较差。同时,因为毛坯自身残余应力的影响,加工后,残余应力得到了相应的释放,会引起零件特别是薄壁件的变形,故为了避免有过多的外力因素作用,更好的研究铣削力与铣削参数对薄壁件变形的影响,需要先对装夹方式进行确定。由于零件较薄,壁厚仅为1.5 mm,故不能采用虎钳、真空吸盘等传统装夹方式。结合6061铝合金的材料特点和薄壁零件的结构特征,提出了采用在毛坯背面覆胶的装夹方式,使其固定在工作台上,这种方式避免了夹具与零件的直接接触,只需要在加工中预留0.1 mm的余量,也就是总厚度为8 mm的薄壁零件,在外轮廓加工时,下切深度到7.9 mm,待加工完毕后,将整个毛胚取下,剩余的0.1 mm余量做去毛刺处理,装夹如图2所示。
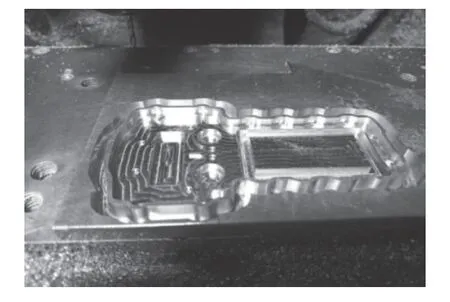
图2 薄壁件装夹图
确定装夹方案后,对薄壁零件进行铣削,加工完成后,使用惟德Tomoscope S型复合式坐标测量仪进行测量,发现其轮廓尺寸分别为109.13 mm和58.16 mm,不符合图纸公差要求,通过多次铣削实验,发现在半精加工阶段时(主轴转速3 000 r/min,径向切深1 mm,轴向切深1 mm,铣刀直径为10 mm、齿数为 4、前角 5°及后角 15°)因铣削参数选择不合理造成铣削力过大,是导致薄壁零件变形量过大的主要原因之一。
2 试验设计与结果
为获取铣削参数与铣削力之间的近似模型,采用Isight试验设计算法库中的最优拉丁超立方设计方法先行设计样本点,该方法设计的样本点具有均匀性好、可靠性高等优点。根据现场加工经验选取铣削参数范围:主轴转速2 500~6 000 r/min,径向切深0.5~2 mm,轴向切深0.5~3 mm,设计的30组样本点和对应的铣削力,如表1所示。
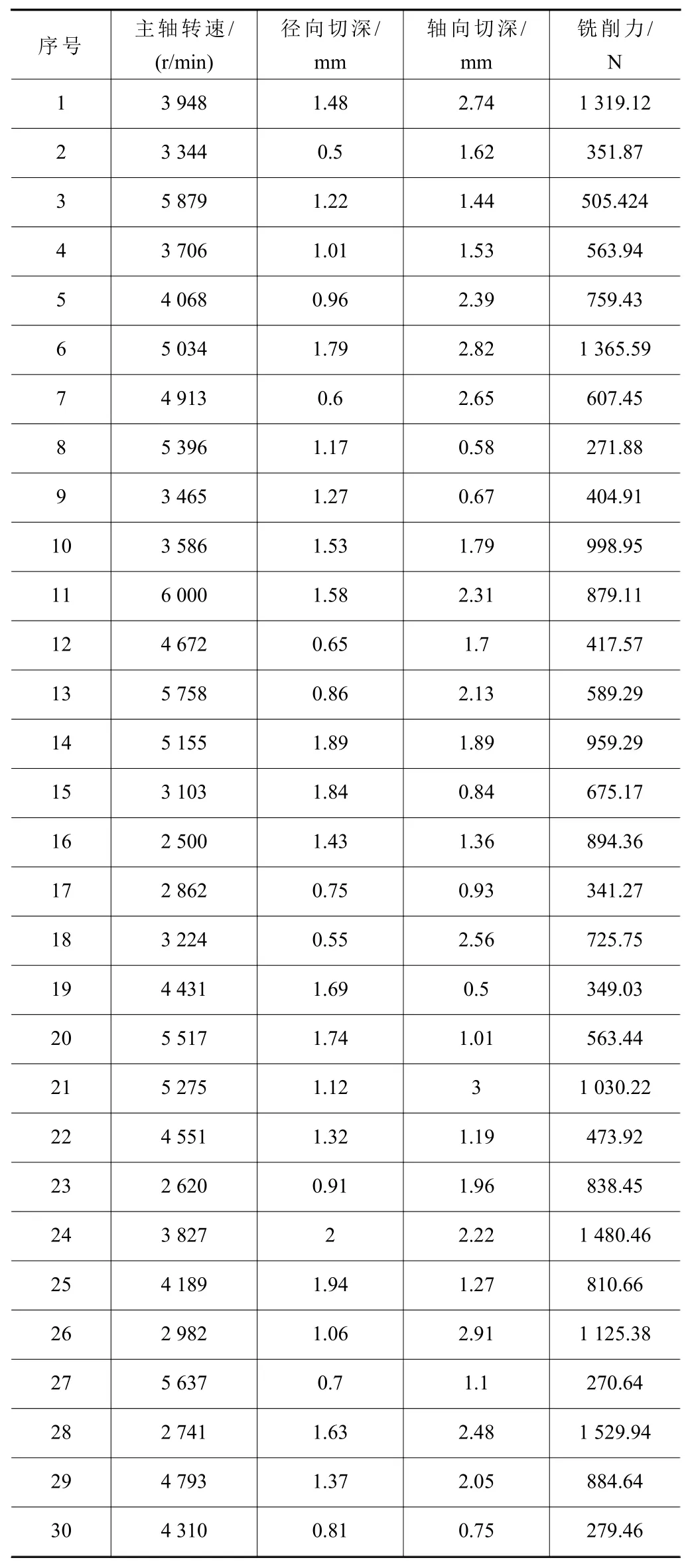
表1 试验设计样本点
3 基于Kriging-MIGA算法的优化方案
基于Kriging-MIGA算法的优化步骤如下:
(1)采用最优拉丁超立方试验设计方法设计主轴转速、径向切深和轴向切深3个铣削参数的样本点,通过实验得出样本点对应的铣削力。
(2)根据样本点,搭建铣削参数与铣削力之间的Kriging近似模型。
(3)以铣削力最小为优化目标,采用MIGA算法对铣削参数进行优化。
(4)获得铣削力的最小值,输出对应最优铣削参数组合。
Kriging-MIGA算法流程如图3所示:
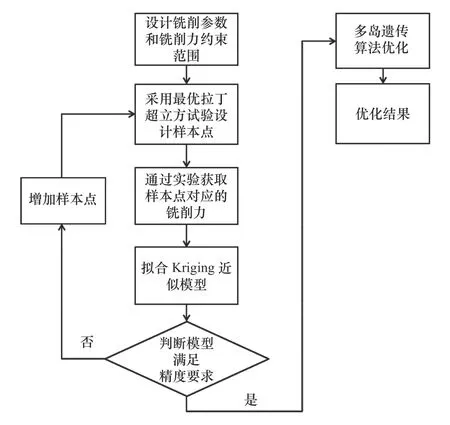
图3 Kriging-MIGA算法流程图
4 铣削参数的优化
4.1 近似模型的建立
Isight平台中的Kriging近似模型属于半参数化插值技术,在样本点中对未知点插值具有很高的精度,对非线性关系拟合效果较好,常由回归部分与随机函数组合而成[7]。同时,由于Kriging的半参数化性,因而不需要搭建特定的函数模型[8],相比其他近似模型技术,会更加方便与灵活。
给出样本点x集合,对应的响应为y,样本与响应间的Kriging近似模型数学表达式如式(1)所示。

式中:β为回归系数;fT(x)为默认为高斯函数;z(x)为 随机误差;z(x)的统计特性[9]如式(2)所示。
式中:xi、xj为 样本中任意两点;R(θ,xi,xj)为表示样本的空间相关性。
根据最优拉丁超立方试验设计的样本点,通过Kriging近似模型方法,构建铣削参数与铣削力之间的近似模型。
构建Kriging近似模型时,铣削参数与铣削力之间至少需要2n+1个设计样本点[10],其中变量n为铣削参数的个数,由表1可知n=3,而本文设计了30个样本点,故满足分析要求,近似模型如图4所示。
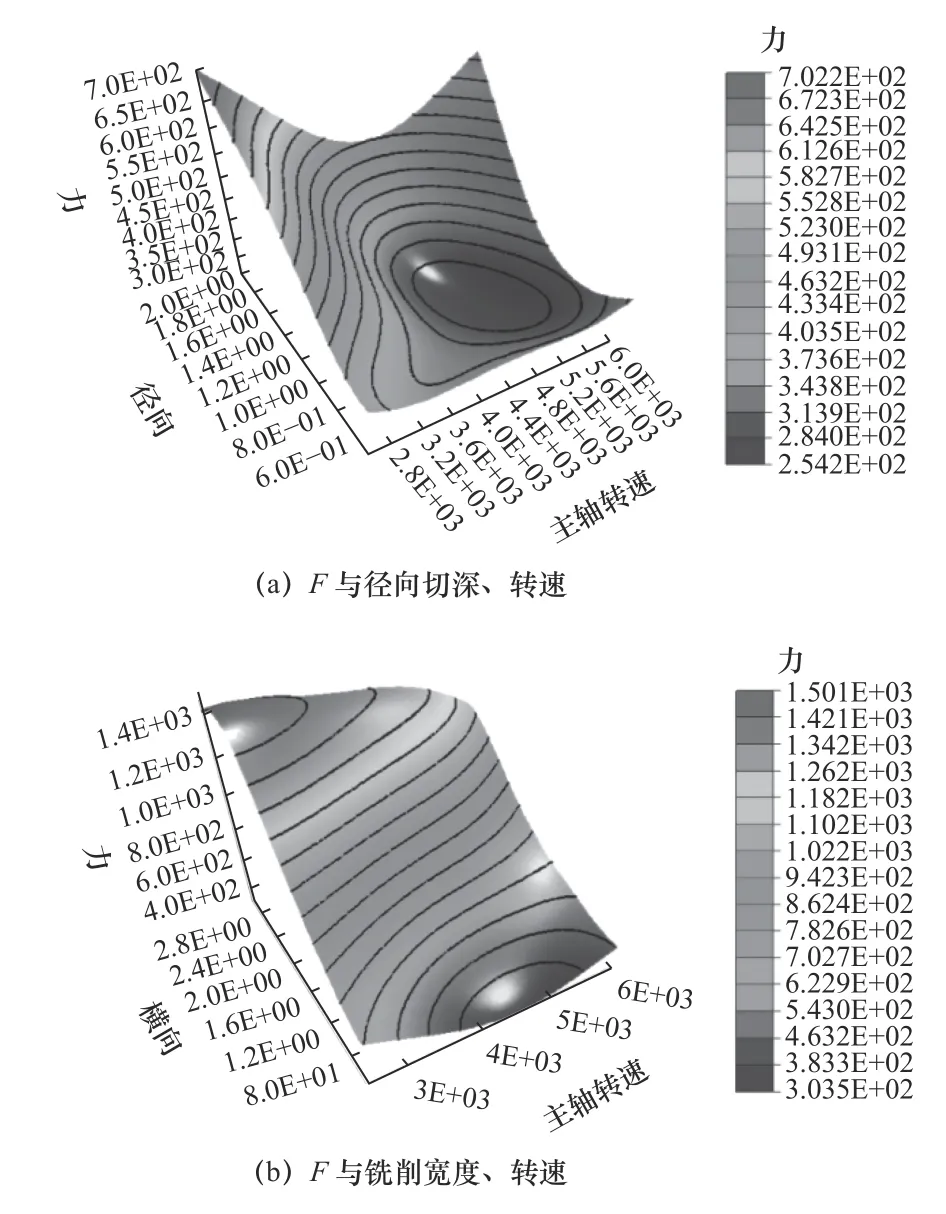
图4 近似模型图
为保证近似模型的精度,根据试验方法选取样本点开展误差分析,采用可决系数评估拟合精度[11],其表达式为
式中:N为试验次数;为 预测值,yi为模拟值。
根据计算可知R2=0.935,当可决系数大于0.9的时候[12],Kriging近似模型达到精度要求,即模型是可靠的。
4.2 MIGA算法的优化
MIGA算法属于改进后的并行遗传算法,相比传统的遗传算法,不同之处在于MIGA算法把种群比作“岛”,多个种群便有多个岛,每个岛上独立地进行遗传算法寻优,大大提升了全局优化能力,其特点有:
(1)在使用MIGA算法时,需要将优化问题的解进行编码,目的是为了形成类似染色体的链码,每一个链码即为1个个体,多个个体便组成种群。MIGA算法的编码为格雷码编码[13],如式(4)所示。

(2)MIGA算法将种群分成多个岛,为了能选出岛中最优的个体,增加岛内个体的多样性,岛与岛之间常会产生迁移、选择等行为。
基于铣削参数与铣削力之间的近似模型,在Isight 平台的Optimization模块里采用MIGA算法对模型进行寻优。同时,算法优化之前,以铣削力最小为优化目标,对相关铣削参数进行约束,约束条件如式(5)所示。
式中:n为主轴转速;ap为轴向切深;ae为径向切深。
MIGA算法参数设置如表2所示。

表2 多岛遗传(MIGA)算法参数配置
相关参数与约束设置成功后,进行优化,迭代过程如图5所示。
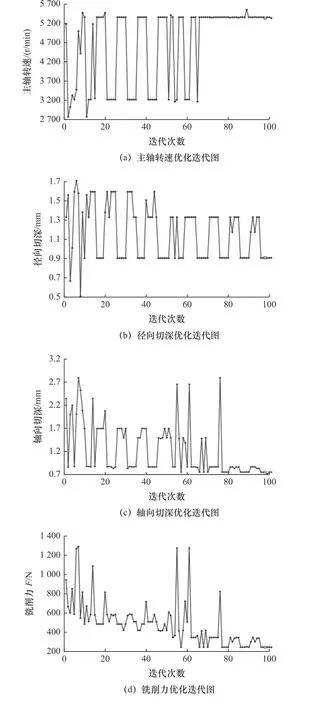
图5 MIGA优化迭代图
MIGA算法在全局寻优的过程中,相应的目标变量在不断地收敛,虽然初始跳动较大,但达到80代后,目标变量逐渐平稳,偶尔因交叉变异出现较小的波动[14],90代后多岛遗传算法出现最优解。
5 优化结果分析
铣削参数与铣削力在优化前后的结果对比如表3所示。
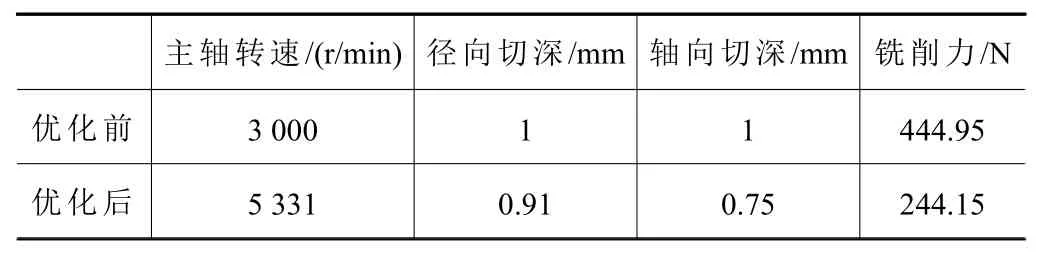
表3 优化结果对比
将优化后的铣削参数组合(主轴转速5 331 r/min,径向切深0.91 mm,轴向切深0.75 mm)应用到现场实验加工中,铣刀与工件材料的选择与优化前一致,所得结果为269.79 N,而通过MIGA算法优化所得的铣削力为244.15 N,两者误差为9.5%,误差产生的原因是因为薄壁件实际铣削中会有热变形以及机床振动等影响因素的存在,只要误差在合理范围内,就可以认为Kriging近似模型准确拟合出了铣削参数与铣削力之间的关系。此时,铣削力从原先的444.95 N减小到269.79 N,减小了39.37%。
6 实验及结果分析
将毛坯装夹于德玛吉DMU50数控加工中心,在半精加工阶段采用优化后的铣削参数组合进行铣削,加工后工件如图6所示。
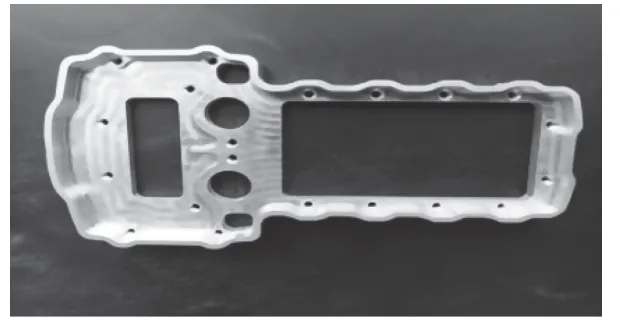
图6 加工工件
使用惟德Tomoscope S型复合式坐标测量仪对工件进行验证,结果如表4所示。
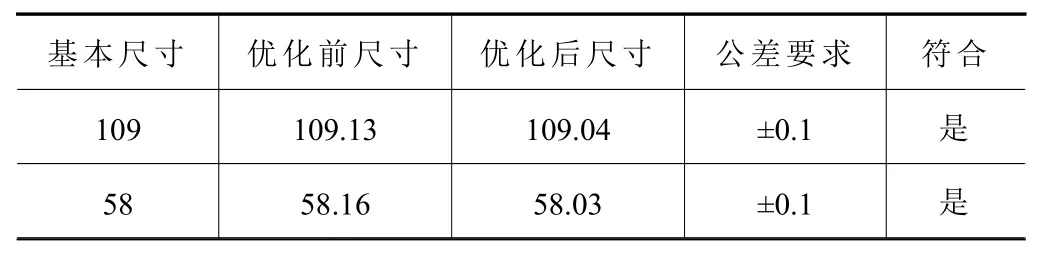
表4 检测结果 mm
由表4可知,铝合金薄壁壳零件尺寸相比优化前的尺寸均在公差要求范围以内。
7 结语
通过Isight软件平台,本文提出了一种基于Kriging-MIGA算法的薄壁零件铣削参数优化方法。以6 061铝合金薄壁壳零件为研究背景,搭建以铣削力最小为优化目标,主轴转速、径向切深和轴向切深为优化变量的多目标优化模型,采用了MIGA算法对模型寻优,分别将优化前后的铣削力数值进行对比分析,研究发现本文采用的优化方法有效地降低了铣削力,减小了薄壁件的变形量,为现场技术人员选择合理的铣削参数提供了理论依据。
