基于S7-300PLC的空气清仓远程智能系统
2022-05-08王本治金春雷方胜海
王本治 金春雷 方胜海
(安徽马钢矿业资源集团南山矿业有限公司)
圆盘给料机是选矿厂的常见给料设备。马钢矿业资源集团南山矿业公司和尚桥选矿厂的12台圆盘给料机的来矿为上方12 个粉矿仓内的粉矿,由14 号皮带卸料小车实施布料,通过集矿皮带将圆盘给料机的给矿输送至2台大型球磨机。
圆盘给料机作为连接粉矿仓与球磨机的桥梁,发挥重要的纽带作用[1]。当圆盘给料机因堵塞下料不畅时,不仅影响球磨机矿石处理量,影响生产稳定,增加矿石单位处理成本,还危及球磨机的安全。
圆盘给料机出口的堵塞一般由于矿石在潮湿拥堵的环境下,在仓内向下流动的过程中相互挤压,从而粘附在矿仓侧壁上,形成蓬拱所致。为了解决矿石堵塞的问题,选矿厂在12 台圆盘给料机矿仓斜壁上均安装了空气清仓系统,东西方向上下各6 层,充分解决了矿石堵塞问题,确保了生产平稳运行。
1 空气清仓系统
空气清仓系统由储气罐、活塞及缸体、安全阀、电磁快速排气阀、进气球阀组成,见图1。利用气压平衡的原理,先将压缩空气贮存于钢制炮体中,当炮体内气压达到0.4~0.8 MPa 时,通过电动式(或手动式)气动元件操作,切断压缩气流,打开电磁块摆阀的排气口,活塞瞬间形成前后压力差,迫使活塞后移,打开排气口,压缩气体以一马赫(音速)以上的速度直接冲击矿仓阻塞故障区[2]。
选矿厂目前12台空气清仓系统均由值班人员手动控制,不仅效率低,而且现场环境复杂,存在一定的安全隐患。为了解决以上问题,应用电气控制系统对12 台圆盘给料机的空气清仓系统进行升级改造,以实现远程智能自动清仓功能[3],生产效率的大大提高为减少操作人员创造了条件。此次升级改造选用可编程控制器为系统的核心[4]。
2 系统总体设计与功能
空气自动清仓系统主要涉及的选矿设备包括12台圆盘给料机、4 条集矿皮带以及4 条给矿皮带。系统包括上位机操作流程画面、可编程控制器和现场操作箱。上位机操作画面设置东西气源启动和停止按钮,每层空气清仓气阀开启点动按钮。可编程控制器应用S7-300PLC,选用CPU315-2PN/DP 以及扩展模块。圆筒仓堵料信号来自给矿皮带的称量结果并结合圆盘给定频率的计算结果[5]。
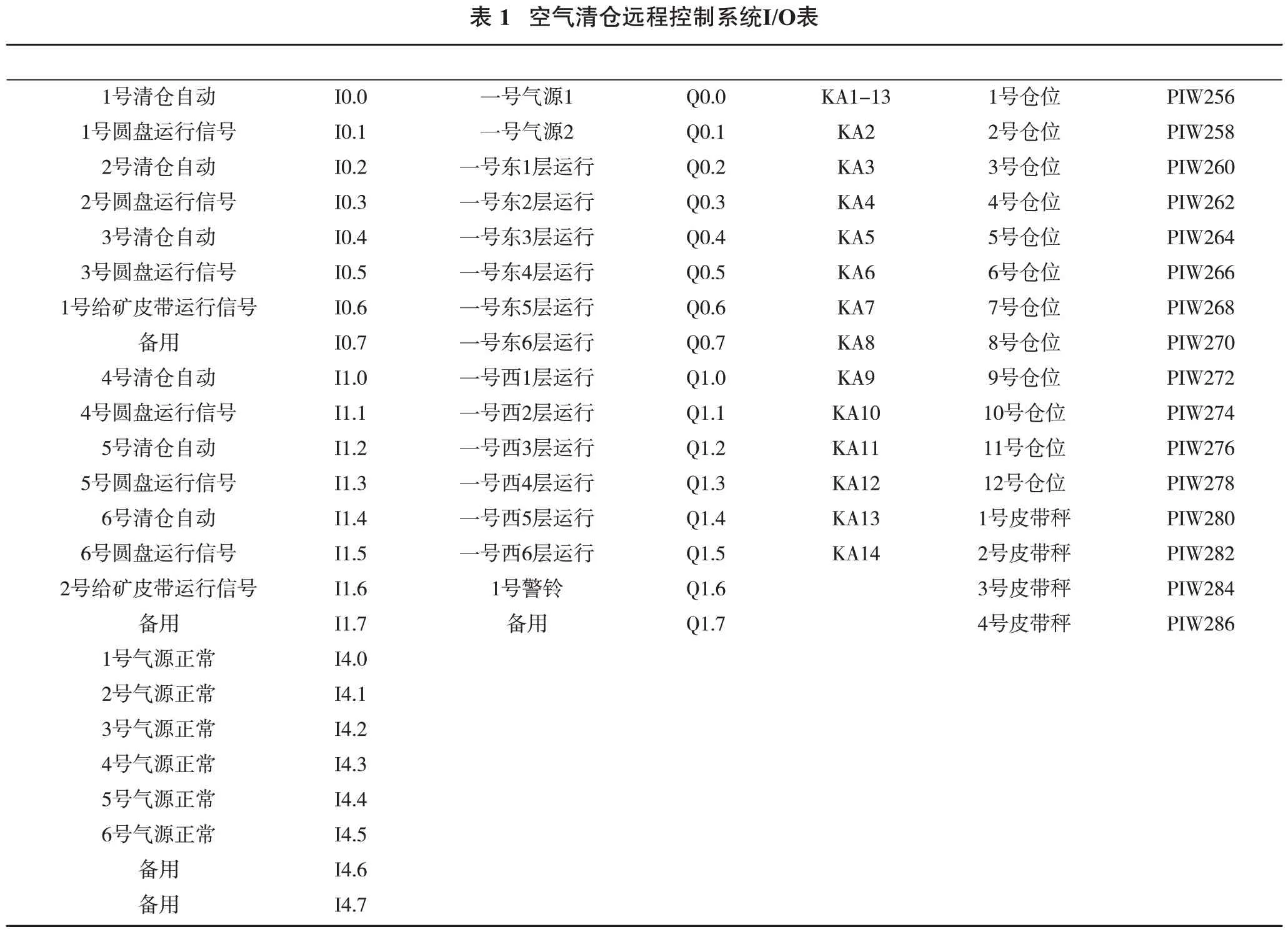
本设计以S7-300PLC 为核心,通过PLC 控制程序来实现自动清仓功能。PLC 输入采样信号包括圆盘运行信号、给矿皮带运行信号、气源压力及12台清仓系统远程/就地信号。设计过程主要包括根据功能要求绘制顺序功能图、PLC 输入输出点的定义(表1)、梯形图的编程、功能的调试与完善等内容。
可编程控制器是整个系统的核心,选用CPU315-2PN/DP 和扩展模块。每台空气清仓系统的手自动转换开关接入PLC 的输入端,圆盘的运行信号取自圆盘控制柜的运行继电器上的一对常开点,给矿皮带运行信号同样取自给矿皮带运行继电器上的一对常开点。模拟量输入端接12 台圆筒仓的料位,以及4台皮带秤的称量结果信号。
PLC输出端接对应空气阀门的继电器,继电器的常开触点并接在现场按钮点动控制回路中,当继电器得电发出闭合信号,使气阀打开,空气清仓运行。PLC 输出端还应接对应的12 台空气清仓的报警铃,气源打开即代表将放炮,报警铃闪烁并响铃,提醒附近工人离开现场。
3 远程手动控制
当鼠标点击画面点动按钮时,上位机关联的PLC对应变量输出,输出继电器得电,常开点闭合,由于将继电器的常开点和现场点动按钮并联,常开点的闭合就相当于在现场按了点动按钮,以实现远程点动控制。电气控制原理示意见图2。
4 自动控制过程
当通过比例计算得到的堵料信号持续5 s以上即视为料仓堵住,需要放炮清仓,以第一组的1、2、3 号仓为例,当堵料信号到来后,确定清仓,东西气源打开,检测1~3号正在运行的圆盘,对应的报警铃闪烁预警,然后运行的圆盘对应的1层空气清仓按东西顺序轮流放炮5 s,没有运行的圆盘会跳过,直接到下一台运行的圆盘继续放炮,直到本组全部放炮结束,气源关闭,堵料信号也随之消失。控制过程见图3。
5 系统硬件与软件设计
可编程控制器是为使工业生产中能有更好的控制能力而研发的系统。S7-300PLC 是中型可编程控制器,虽然体积小,但功能强大。在工业现场无论是用于检测或者控制,都能很好地完成目标任务[6]。
本设计为完成功能,至少需48 个输入点和190个输出点。因此,选择的CPU 型号为CPU315-DP,加一个扩展模块,每个DI 模块具有16 个数字输入、每个DO模块具有32个数字输出,每个AI模块具有8对模拟量输入。输入、输出点都留有余量,方便扩展。
6 结语
(1)马钢矿业资源集团南山矿业公司和尚桥选矿厂的12 台圆盘给料机间接为球磨机供矿,在矿石潮湿情况下其上方矿仓易蓬拱阻塞出口,原空气清仓系统为人工操作,工作效率和安全性均存在不足。
(2)设计拟采用西门子S7-300PLC 解决空气清仓系统的人工操作问题。系统选用CPU315-2PN/DP和扩展模块,PLC 输出端接对应空气阀门的继电器,继电器的常开触点并接在现场按钮点动控制回路中,当继电器得电发出闭合信号,使气阀打开,空气清仓运行。PLC 输出端还应接对应的12 台空气清仓的报警铃,气源打开即代表将放炮,报警铃闪烁并响铃,提醒附近工人离开现场。
(3)系统投入生产运行后,改善了圆盘给料机岗位工人的工作环境,减少了每班当班人数1 人,避免了圆盘给料机不下料导致的皮带空转,有效地提高了圆盘给料机的下矿效率,保证了下级设备GK 筛的持续供矿。本系统总体结构简单明了,易于操作,实用性较强,具有一定的推广应用价值。
