盲孔及多沟壑类金属零件的镀前清洗技术研究
2022-05-06刘晓东宋新凯刘莹莹马骁飞
刘晓东,宋新凯,刘莹莹 ,马骁飞
(郑州航天电子技术有限公司,河南郑州,450000)
1 引言
机电元器件是航天系统工程的重要组成部分,其质量与可靠性关系到型号、任务的成败,一个元器件失效甚至会导致整个航天系统工程的失败。镀层质量是直接影响元器件使用寿命与功能效应的直接因素,是决定元器件能否在恶劣环境中维持整机运作的关键。随着近年来国内对电连接器等元器件需求量的不断攀升,在生产供货紧张的高压态势下,镀层质量问题就逐渐凸显出来。基体表面镀前处理的好坏直接影响到镀层质量,尤其是盲孔类及多沟壑类零件容易沉积污垢,常规的镀前清洗无法去除。零件表面沟壑或孔内的干涸油膜、顽固干性污渍的清洗一直都是镀前处理的瓶颈。
2 现状
零件表面或沟壑处的干涸油膜,见图1、图2。如果不将其去除干净,与表面处理酸洗反应后,会在油膜处产生白色斑点或斑块,耐腐蚀性差的铜材料还会出现基体腐蚀坑,严重影响产品的外观质量,甚至会造成镀层结合力差脱落、镀层气泡的质量风险。
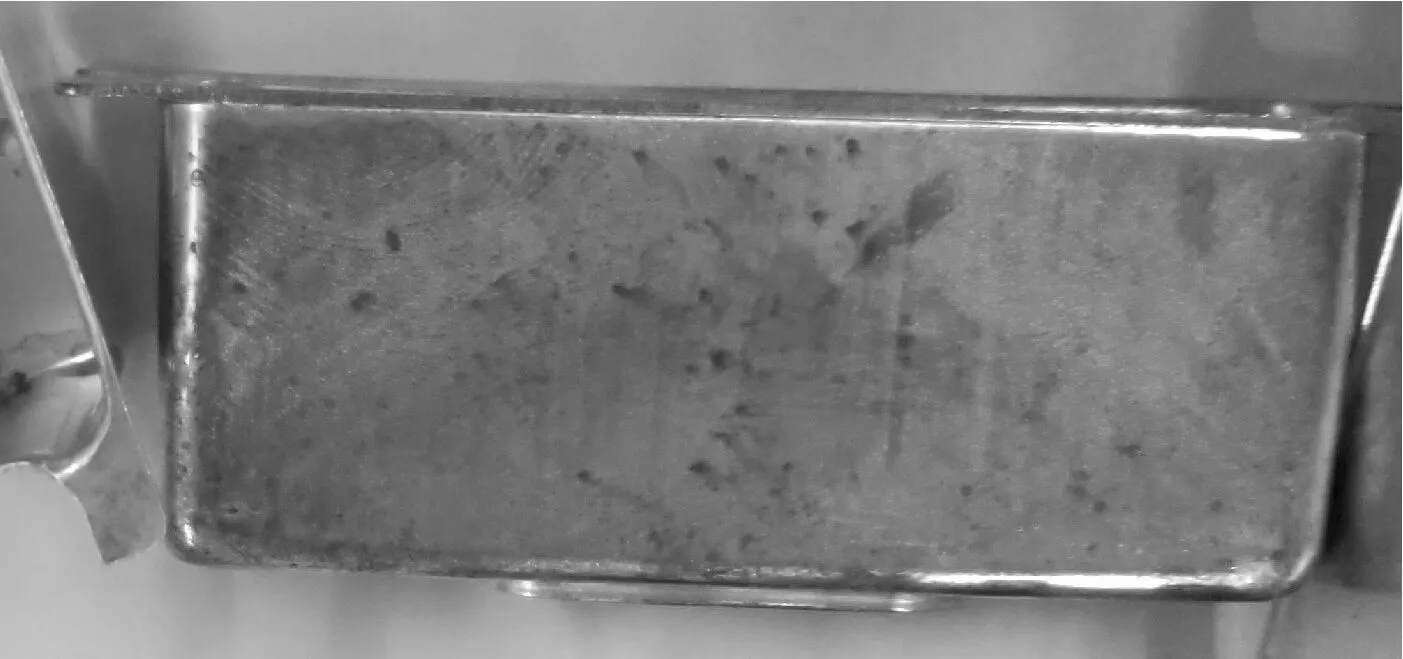
图1 平面上干涸油膜
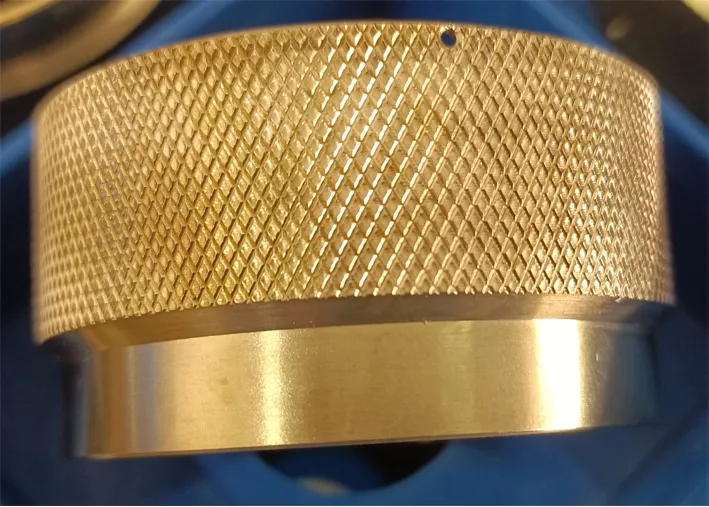
图2 滚花沟隙内干涸油膜
目前,镀前处理有振动饰光、强酸酸洗、研磨等手段。
2.1 振动饰光
振动饰光工艺中的研磨剂溶于水,虽然历经多次换水浸泡,但在后续饰光工艺的沥干和烘干过程中,部分零件的沟槽缝隙处仍会不可避免出现研磨剂富集现象,这些富集的膜层很薄,导致膜层外观颜色与黄铜颜色一致,不易被识别。然而,在热处理工序高温处理后,残留的研磨剂会呈现黑色或紫红色现象,见图3所示。
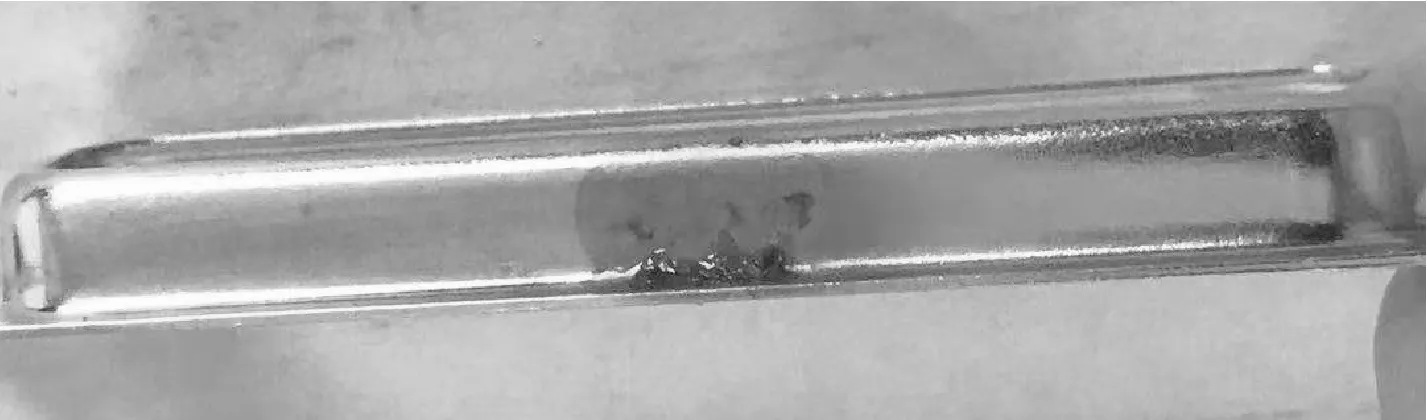
图3 热处理后状态
2.2 强酸酸洗
强酸酸洗处理虽可去除零件表面污渍,但在污渍所在处会呈现出白斑状,与污渍的复杂成分反应还会产生腐蚀坑。且对硬度较高的金属零件,强酸酸洗会对弹性件会有氢脆风险,造成零件失效。
2.3 磁力研磨
磁力研磨是在研磨机中利用磁性引动钢针对壳体进行研磨,但是存在很大的局限性,(1)对于拉伸类铜壳体,材料较软,钢针刮碰极易在壳体表面留下麻点,在镀金后会异常显眼,影响外观质量;(2)对于有拐角、勾缝的壳体,钢针无法触及尖角部位(钢针直径为0.3mm),而恰恰是拐角、勾缝容易存积顽固油污,见图4。
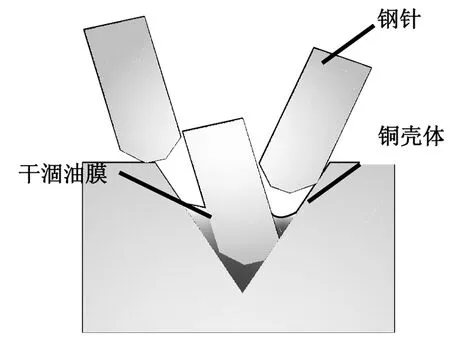
图4 磁力研磨去除油污示意图
3 解决方案
3.1 采用新型清洗溶剂
零件盲孔内或沟壑处的干涸油膜,基本上是由油分子、水、灰尘等混合而成,当其干涸凝固后,性能接近塑料薄膜,很难溶于单纯的酸或碱;一般情况下,油为非极性物质、水分子及灰尘为极性物质,这些物质混合干涸后,会形成不易溶于水也不易溶于油的复杂的混合物。经调研,碳氢清洗剂与干涸油膜的分子极性相近,根据相似相溶的原则,干涸油膜可以溶解在碳氢清洗剂中。
利用现有的某种碳氢有机溶剂及自来水混合进行验证,配比质量比:清洗剂:自来水=1:10,由于碳氢类清洗剂闪点为50℃~70℃,因此将浸泡设定为温度:45℃,每隔1~2小时观察浸泡效果,期间每间隔24h更换一次溶液,当浸泡大约48小时的时候发现零件表面有表层发黑的现象。经分析原因,自来水中会一般含有cl离子,长时间的浸泡可能会对金属表层元素造成一定的腐蚀,导致零件表层发黑。
考虑到现有研磨剂中含有抗蚀剂,又有增光增亮的作用,在上述配比中加入了研磨剂继续进行试验,配比比例(质量比):清洗剂:研磨剂:自来水=2:2:50,浸泡时间12小时后,发现壳体表面油膜颜色变淡,用牙签可将其拨动,说明已充分软化,随后上振动饰光机上正常振动1小时,清洗后效果如图5所示。

图5 平面上油膜去除后效果
3.2 多沟壑类零件干涸油膜的清洗方案
平面上干涸油膜改进后效果显著,但有沟槽的零件还是有部分油膜无法去除,经分析软化后油膜振动清洗后,缝隙较大的部分会被涮洗出去,但缝隙较小部分还可能留在基体上,如图6:
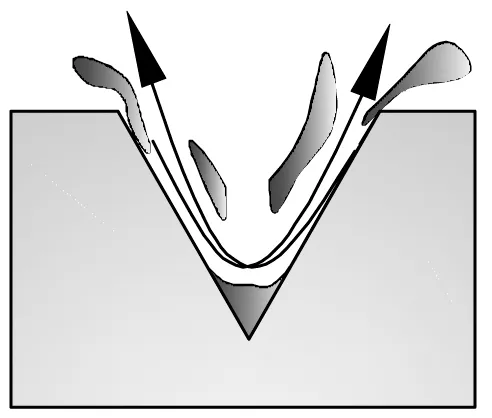
图6 沟壑底部油膜无法清洗干净示意图
针对上述问题,我们再次采用清洗剂、研磨剂、自来水混合物进行浸泡软化,然后清水涮洗后进行负压清洗,其原理如图7所示
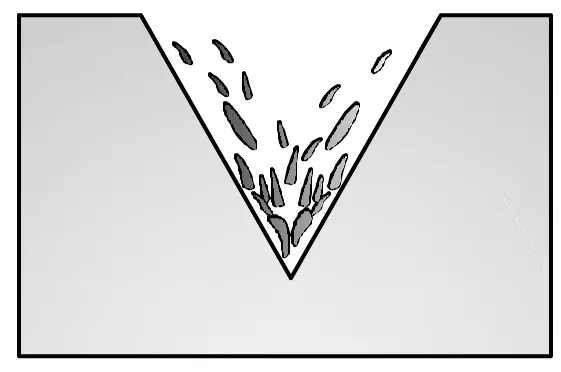
图7 示意图
经浸泡软化后,油膜内部会进入大量空气,形成无数气孔,在负压环境中,清洗剂会挤入气孔及间隙内,并在其中内不断膨胀,最后发生“爆破”反应,将软化后的油膜从基体表面“炸开”,从而实现完全剥离,清洗效果如下图8所示。
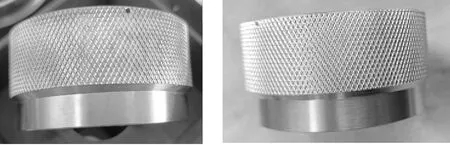
清洗前状态 清洗后状态
3.3 细长盲孔内干涸油膜的清洗方案
但是,针对插孔类接触体细小盲孔、细孔等部位,采用新的清洗溶剂和负压清洗方式仍出现清洗不彻底的情况,见图9.为了解决问题我们已经采取了多种措施,如增加工序之间衔接时的清洗次数,改变清洗时温度,增加清洗时间等,但实施效果均不理想,孔径不同的零件效果时好时坏,不能保证批次清洗的一致性和稳定性。

图9 细长盲孔负压清洗后孔内情况
为了探究问题的原因,我们进行了各孔径零件在超声波清洗时的仿真试验。即在一块透明的塑料板的4个方向分别打了φ0.5、φ1、φ1.5、φ2、φ2.5、φ3,深为15mm的孔(见图10),将样件放入透明水槽中,观察四个方向孔里面液体进入情况,如图11所示。
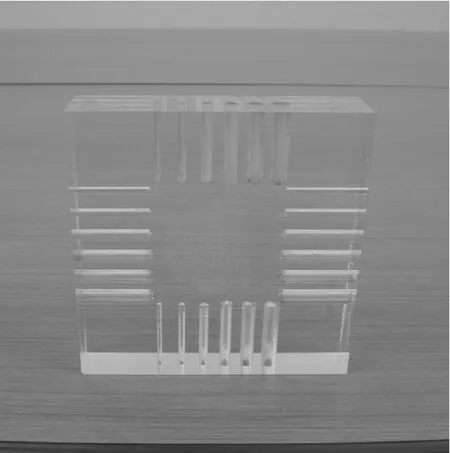
图10 试验样品
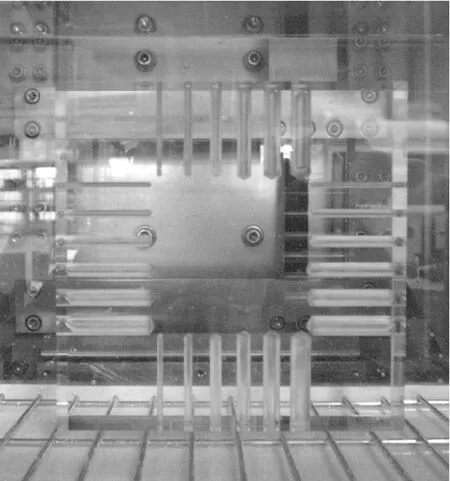
图11 大气压下试验情况
通过试验可以看出口朝上的孔内虽然有水进入,但孔内部都会有大小不一的气泡,孔越小,气泡就越大。由此可以看出,孔越小,气压将水推入孔内时,孔内的空气越不容易排出,气泡就越大;左右两端横向的孔无论孔直径大小,水都是进入到孔口3mm附近;向下的孔内目测没有水进入。由此可以得出插孔类接触体为什么无论怎么增加清洗次数、温度、时间都无法清洗彻底,插孔在清洗孔口朝向直接影响到清洗剂是否可以进入到孔内,而大多数插孔在清洗时都是水平放置,效果类似左右两端样孔,虽然超声波作用有助于孔内空气排出,但无法保证孔底清洗质量,存在不确定性。
为验证将空气排出使水从四个方向完全灌入样板孔内,我们把水槽放入真空试验箱内,放入样品后,将大气压降到-0.1MPa,验证结果如图12所示。
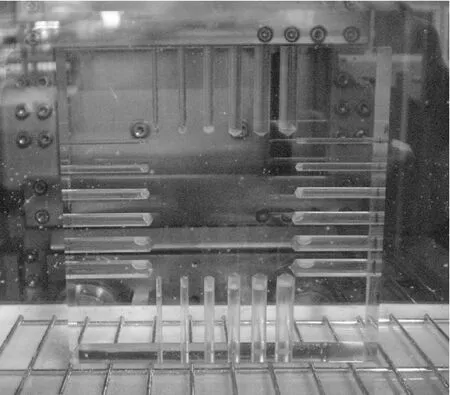
图12 负压下试验情况
我们可以看到,向上的孔气泡完全排出,其他三个方向的孔内仅残留大约1/10体积的气泡,在超声波的作用下,可将其排出。同时在负压环境内清洗液里面富含的空气被脱气,超声波的冲击波不会被富含在清洗液中的空气所吸收,超声波的清洗力度更强。正常大气压的超声波清洗和负压中的超声波对比,负压条件下的超声波的清洗力提高约5倍。
采用新型清洗剂、超声波、负压等联合方式清洗细长盲孔内的干涸油膜,经试验验证,盲孔内的干涸油膜能够彻底清除干净,如图13。
选取投产量较大的一类插孔进行验证,将该批插孔分为10组,每组4000件,配比比例(质量比):清洗剂:研磨剂:自来水按一定比例,温度设定为最低活性温度35℃,对清洗时间进行确认。

图13 真空负压超声波清洗细长孔情况

表1 清洗时间与合格率的验证表
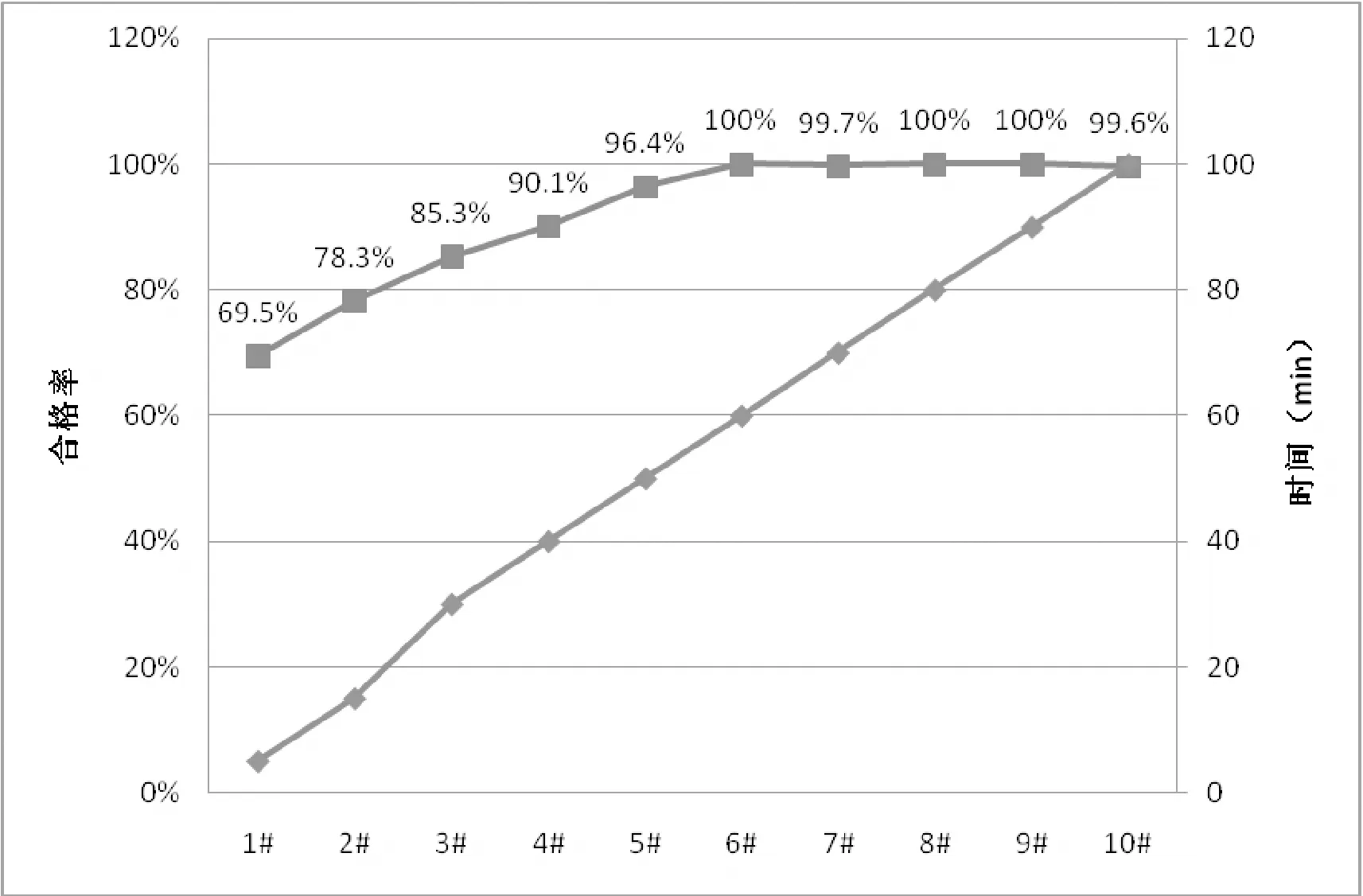
从上表可知,随着清洗时间的增加,清洗合格率随之增加,当清洗时间达到60min以后,合格率可基本达到100%,且曲线趋于稳定。因此,将零件的清洗时间确定为60min较为合适。
4 总结
(1)碳氢清洗剂与自来水、研磨剂的混合应用可以有效去除零件平面上的干涸油膜。
(2)针对多沟壑的金属零件,在真空负压环境下,采用碳氢清洗剂与自来水、研磨剂的混合应用可以有效去除零件沟壑内的干涸油膜。
(3)针对细长盲孔类的金属零件,在真空负压环境下,采用碳氢清洗剂与自来水、研磨剂的混合应用超声波清洗技术可以有效去除零件沟壑内的干涸油膜。
(4)真空负压超声波清洗方式,不会改变零件表层合金元素的分布比例,导致零件表层出现过腐蚀现象,由于剥离方式比较柔和,不会像喷砂工艺那样,容易改变零件表层的外观和尺寸,能够较好的保持零件外观形貌的一致性。
