脉冲MIG焊堆焊铝青铜的工艺研究及应用
2022-05-06牟晓风
牟晓风
(河北华北石油荣盛机械制造有限公司,河北沧州,062552)
1 前言
本文试验中采用材料为35CrMo,也是常用的轴类材料,热处理状态为调质钢。它具有良好的综合力学性能。一般轴类在使用过程中容易出现磨损、腐蚀、变形等,为延长其使用年限,通常采用堆焊的方法,在其表面堆焊一层具有特殊性能的合金金属,增加其耐磨性和耐腐蚀性。
根据客户和设计的要求,在其耐磨部位的外表面堆焊一层不小于3mm的铝青铜,铝青铜是铜合金中青铜的一种,含铝量一般不超过11.5%,有时还加入适量的铁、镍、锰等元素,有较高的强度和良好的耐磨性,最突出的特点就是其良好的耐磨性。铝青铜合金价格相对便宜,成为一些昂贵金属材料的部分替代品,如替代锡青铜、不锈钢、镍基合金等。
2 焊接方法对比
1、普通气保焊:①受焊材的影响,焊缝成型较差,返修率高,人员依赖性较强;②焊工劳动强度高,尤其焊接时产生浓烈的黄烟,对焊工危害大,环境污染严重;③生产效率低。
2、自动脉冲气保焊:①脉冲气保焊的焊缝成型好,飞溅极少,且自动焊接的焊接质量稳定,人员依赖性降低;②焊工劳动强度降低,烟尘少;③自动焊的生产效率较高;④焊接热输入量较小,工件变形量较小。
鉴于以上三点,我们选择自动脉冲气体保护焊。焊接时,焊枪左右摆动,辅助滚轮架的来回转动,完成焊接。
3 研究试验情况
3.1 焊接工艺评定
按照ASMEⅨ《焊接、钎接和粘接评定》的标准要求,在试板表面堆焊铝青铜,焊接厚度≥3mm,焊后目视检验,焊缝平缓、整齐,焊缝成型好,目视检验合格;焊缝表面打磨后,渗透探伤合格;机加工后,进行拉伸、冲击、硬度和宏观腐蚀的检测,符合设计要求,工艺评定合格。

图1 拉伸
图2 冲击
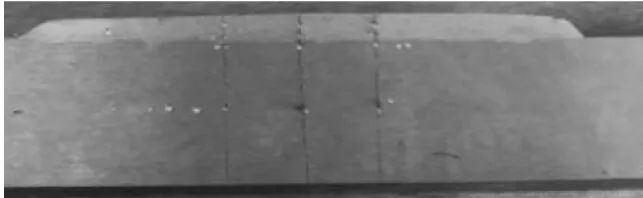
图3 硬度
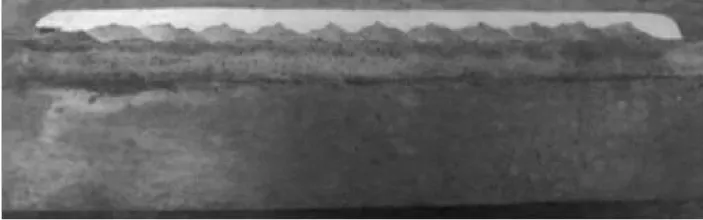
图4 宏观腐蚀
3.2 试验件形状及尺寸
试验件的材质为35CrMo调质钢,铝青铜的表面张力为母材的50%以上,为防止焊接过程中边缘下榻或变形,造成焊后加工后缺肉的缺陷,特制订两种方案:(1)将两头端部各留出加工余量约5mm左右,见图5;(2)两头端部留出约3-5mm厚的挡边,见图6;
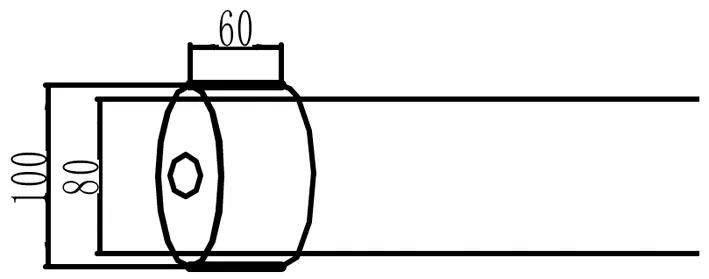
图5 堆焊方案(1)简图

图6 堆焊方案(2)简图
3.3 焊接材料
焊材选用铝青铜焊丝SCu6180(ERCuAl-A2),直径为1.2mm,化学成分见表1:

表1 SCu6180焊丝的化学成分(质量分数)%
焊接电源为带有脉冲功能的气保焊机。
3.4 辅助工装
为实现外圆位置的平焊,需要借助辅助工装滚轮架,焊接时,焊枪左右摆动,通过滚轮架的旋转,将焊接位置转化为平焊位置,图7为轴类堆焊时的示意图;
3.5 焊接工艺要点
①直径较小的轴类可不预热焊接,但层间温度不能超过400℃;
②焊完一层后工件温度太高,需要降温后再焊下一层;
③焊接过程需要摆动,可根据焊接位置的宽度确定摆动的幅度;
④在降温过程中,可以多根轴倒替焊,提高工作效率;
⑤可根据焊接位置的直径适当调整小滚轮架(1t)的转速;
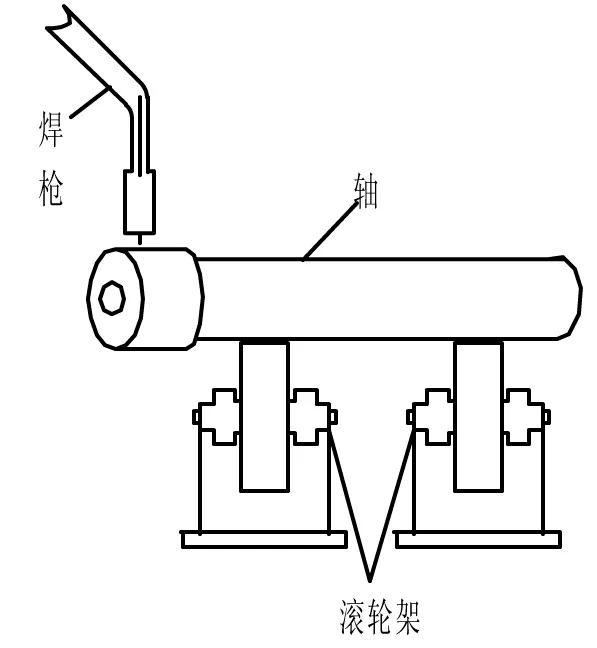
图7 轴类堆焊示意图
⑥焊缝厚度要求≥3mm,需要堆焊3层,单边约有3mm左右的加工余量;
⑦焊后自然冷却。
主要的参数见表2所示。
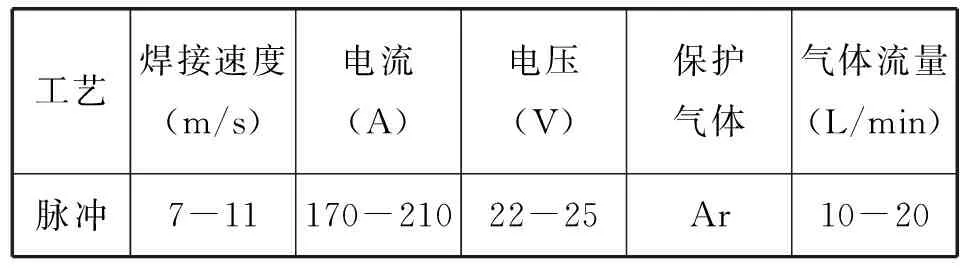
表2 焊接工艺参数
3.6 焊后检验
(1)焊后目视检验:焊缝成型好,目视合格;
(2)加工后渗透检验:方案(1)堆焊层无缺陷,方案(2)在挡边与铝青铜熔合的位置有未熔合,缺肉等缺陷,需要修补;
4 结束语
普通的气保焊工艺堆焊铝青铜,焊接飞溅大,焊接烟尘多,铝青铜熔化后流动性好,焊缝成型很差,加工后缺肉严重,裂纹较多。后期需要多次补焊,加工,再补焊,返修次数多。本文采用脉冲气保焊的方法,加以小滚轮架的辅助,相对于以前的普通气保焊,飞溅更少,成型更加美观,实现铝青铜的堆焊;且采用方案(1)堆焊,加工后质量较好,渗透检验无缺陷。
