抛物线零件的UG软件自动编程
2022-04-29许坤南卢良旺
许坤南 卢良旺

摘要:在日常生活中,为了增加产品的美观性,通常选用抛物线零件作为产品的基础部件。在加工抛物线零件时,常采用手工编程和自动编程方式进行加工。文章介绍了UG软件对抛物线零件进行草图绘制和编程加工的方法,并通过自动生成的程序进行加工生产,实现了零件自动加工。
关键词:抛物线类零件;手工编程;UG12软件;自动编程中图法分类号:TG519
文献标识码:A
UG software automatic programming of parabolic parts
XU Kunnan',LULiangwang
(1.Guilin Agricultural School Of Guangxi, Guilin,Guangxi 541006,China;
2.Guangdong Machinery Technician College,Guangzhou 510450,China)
Abstract:In daily life, in order to increase the aesthetics of the product, parabolic parts are usually selected as the basic components of the product. When processing parabolic parts, manual programming and automatic programming are often used for processing. This paper introduces the method of sketching and programming of parabolic parts with UG software, and realizes the automatic machining of parts through the automatic production of the program.
Key words: parabolic parts, manual programming,UG12 software, automatic programming
1引言
隨着生活水平的提高和现代生产技术的发展,人们对美的要求越来越高,产品的外观也日渐复杂多变[1]。在产品生产中,传统的加工方法很难适应柔性化、复杂化和高效化的现代化加工要求。针对复杂形状零件的小批量加工,传统的机械设备很难加工出合格的产品,即使能够完成,也需要花费大量金钱和较长的时间才能实现,因此数控机床得到了广泛普及和应用。数控机床的普及使得数控编程显得越来越重要,数控编程可以分为手工编程和 CAM 软件自动编程。对于简单圆弧和直线组成的零件,通常使用手工编程,简单的二次曲线可以采用宏程序进行编程,手工编程是自动编程的基础,宏程序是手工编程的高级形式[2]。复杂形状零件或者特殊形状零件一般都采用 CAM 软件进行自动编程,自动编程能够提高编程速度,由于可以先用计算机验证零件形状的正确性,因此程序出现错误的概率较低,从而提高了产品加工的效率。
我校的实习车间在2022年3月2日接到某公司的抛物线零件加工订单(图1)。该零件主要用于模型展示,加工件数为50件,交货日期为2022年3月18日。为了完成任务,又不耽误学生的实习教学,我们选定了两台数控车床进行加工。车间的数控车床有广州数控980TA,980TDA,980TDC 。根据与教师的沟通和场地的实际情况,我们选定一台980TA 和一台980TDC 的数控车床进行加工。在加工时选用 UG12软件进行自动编程,在2022年3月16日顺利完成了产品的生产。通过实践证明,此加工方法能快速完成相关零件的加工,达到了提高生产效率的目的。
2抛物线零件的图纸
该抛物线零件属于观赏类零件,要求零件表面光亮,故对其进行抛光。该抛物线零件的左侧有直径为18mm、长度为35mm 的外圆,外圆上有1×45°的倒角,7处 R3的圆弧;右侧有 P=6的抛物线,圆弧的最大直径为35mm、圆弧角为 R25,外圆的直径50mm、长度为2mm。该抛物线零件未注公差为 GB/T 1804?m,表面进行抛光处理。
3抛物线零件的工艺
根据图纸的情况,也考虑到切断的难度,我们选择直径50mm 的棒料在锯床上锯断,保证毛坯的长度为61mm。再根据抛物线零件左侧是直径18mm 的外圆,中间有两处 R3的圆弧形槽,能够进行装夹;右侧有抛物线、R25的圆弧,加工好后需要有夹具装夹。因此,装夹毛坯,伸出长度为40mm,先加工左侧部分并抛光。然后装夹直径18mm 的外圆,伸出长度为30mm,车端面保证零件总长,再加工右侧部分并抛光。最后进行清理,从而完成整个工件的加工。
4采用 UG12软件自动编程对抛物线零件进行加工
UG 软件是德国西门子公司旗下的一款产品,在社会上应用非常广泛。它拥有机电概念设计、冲压生产线、生产线设计、船舶结构、模型、船舶整体布置、 DMU、图纸、布局、仿真、增材制造、加工生产线规划器、加工、检测等功能,由于可以实现产品零件造型和加工,因此在机械制造行业得到了广泛应用[3]。本文通过使用 UG12软件的建模和加工模块,对产品进行造型并编程加工,具体流程如下。
4.1造型
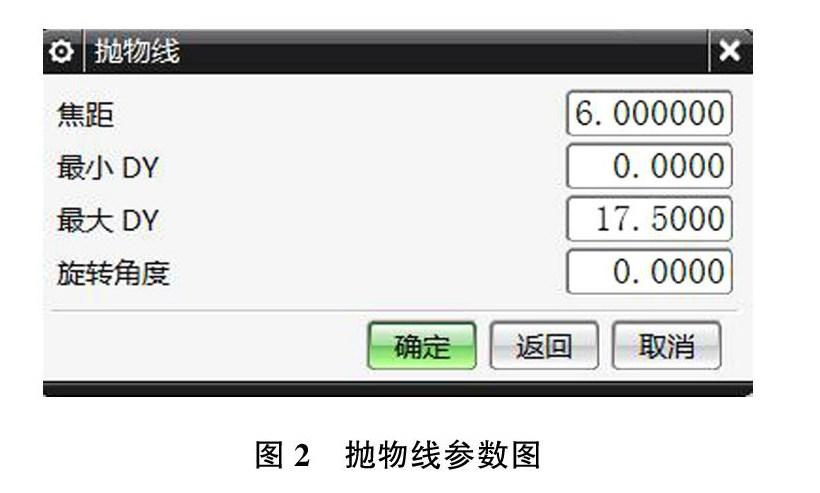
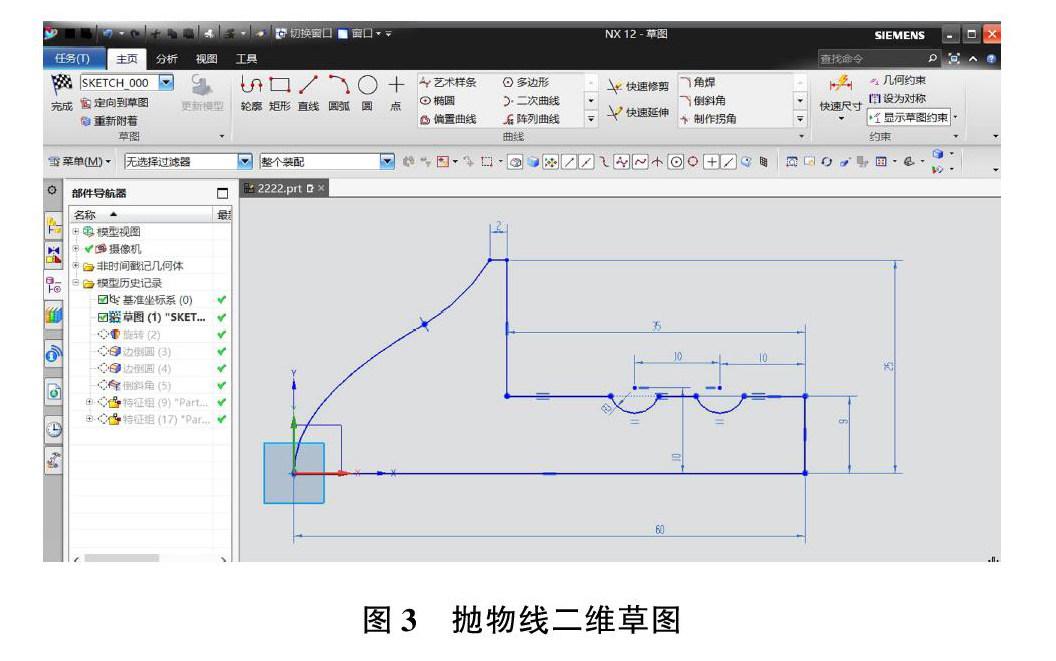
打开 UG12软件,输入模型命令,单位选择 mm。首先,点击“菜单→插入→在任务环境中绘制草图”按钮,选择以 X,Y 平面作为绘图平面,进行二维图形的绘制。其次,选择“菜单→插入→曲线→抛物线”,按照图2所示设置抛物线的参数。再次,选择“轮廓直线命令”,按照图3所示绘制圆弧角为 R25的圆弧、长度为2mm 的水平直线、长度为16mm 的竖直直线、长度为35mm 的水平直线,在距离原点40mm 的位置绘制半径为3mm 的圆弧,在距离原点为50mm 的位置绘制相同半径的圆弧,两圆弧中心距离 X 轴长度为10mm。最后,在右侧绘制9mm 的竖直线,完成整个图形的绘制。
4.2三维实体
完成抛物线二维草图绘制后,点击拉伸处的“旋转”命令,进入旋转界面。在“表区域驱动”内点击“选择曲线”按钮,框选二维草图的所有曲线,指定 X 轴为旋转轴矢量,并选择零点为指定点。旋转限制处开始角度为0°,结束角度为360°,布尔运算为无,设置体类型为实体,点击“确定”按钮,完成三维实体的旋转。最后,绘制5处半径为2mm 的倒圆角和1处半径为1mm 的倒斜角。基于上述步骤,完成如图4所示的抛物线三维实体的绘制。
4.3编程加工
点击“应用模块”按钮,再点击“加工”按钮,进入加工模块,选择 Turning 的车削加工,在加工模块先创建几何体。
(1)设置 MCS_SPINDLE,点击“MCS_SPINDLE”按钮进入“MCS 主轴”设置的对话框,在三维实体图的最右边设置坐标系,旋转动态坐标系,使 Z 轴为长度方向、X 轴为直径方向。最终完成如图5所示的 MCS SPINDLE 的设置。
(2)设置 WORKPIECE 和设置 TURNING WORKPIECE,点击“ WORKPIECE”按钮进入“工件”设置的对话框,指定部件选择绘制成功的抛物线三维实体作为加工部件。然后指定毛坯选择包容圆柱体,长度 ZM+设置为1mm,半径偏置设置为2mm,点击“确定”按钮,再单击“TURNING WORKPIECE”按钮,最后完成如图6所示 WORKPIECE 的设置。
(3)创建刀具,创建 OD 55 L 1的外圆车刀(加工左侧),设置“ISO 刀片形状”为 V 菱形35°的刀片,“刀尖半径”为0.4mm,“OA 方向角度”为50°,“刀具号”为1,“刀补号”为1,确定完成刀具的创建;以同种方法设置 OD 55 L 的外圆车刀(加工右侧)。
(4)创建工序,创建左侧外圆粗加工(轨迹如图7中粗加工轨迹)—创建左侧外圆精加工(轨迹如图7中精加工轨迹)。粗加工主轴转速为800r/min,进给量为100mm/min,切削深度为1.5mm,精加工主轴转速为2000r/min,进给量为200mm/min,切削深度为0.2mm,最后完成如图5所示左侧粗精车轨迹的绘制;创建右侧外圆粗加工(轨迹如图7中粗加工轨迹)—创建右侧外圆精加工(轨迹如图7中精加工轨迹)。主轴转速、进给量和切削深度与右侧相同,最后完成如图7所示右侧粗精车轨迹的绘制。
4.4轨迹后处理编程
完成轨迹绘制后,进入“工序导航器”的“程序”视图,选择“PROGRAM”图标,再选择“后处理”。通过查找车床的后置处理文件,设置输出文件的位置,生成后处理程序(文件扩展名为 CNC 格式),从而完成 UG12软件的自动编程。最后通过 U 盘把程序拷贝到机床进行自动加工。
5总结
本文通过对抛物线零件的图纸和工艺进行分析,确定合适的装夹方案,利用 UG12软件进行了二维草图的绘制,特别是完成了抛物线的绘制;再利用旋转命令创建三维实体,然后通过倒角和倒圆弧完成抛物线零件的建模;通过编程加工的创建几何体、创建刀具、创建工序的三项内容的详细介绍,完成抛物线零件的左侧和右侧轨迹模拟;最后进行程序的创建。通过 UG12软件进行自动编程加工,不仅能保证加工出合格的零件,也能减少编程时间和降低编程难度,同时使数控机床的功能得到合理的应用,充分发挥了数控机床的优越性,也为编程人员针对抛物线零件的加工提供了多种解决方案,提高了生产效率。
参考文献:
[1]张晓玉.抛物线类零件数控车编程加工方法研究[ J].机械工程师,2018(9):165?166+169.
[2]吴永钢,刘波,杨兴隆.UG/CAM 数控车编程加工的关键技术及應用[J].现代制造技术与装备,2018(4):158+162.
[3]袁武.基于 UG 的复杂非圆曲线数控车削技术研究[ J].煤矿机械,2016,37(4):77?80.
作者简介:
许坤南(1981—),本科,助理讲师,研究方向:数控加工教学。
