小机组转子枞树型圆弧槽加工工艺分析
2022-04-28陈留涛何超陈杰马荣波姜宏诚
陈留涛,何超,陈杰,马荣波,姜宏诚
(中国长江动力集团有限公司,武汉 430205)
0 引言
汽轮机转子叶根槽有各种形状,一部分是采用枞树型轮槽结构,这种轮槽承载截面按照等强度分布,有效工作面积大,承载能力强,因此在汽轮机低压级中得到了广泛应用[1-3]。枞树型轮槽根据等强度要求,按轮槽中心线和转子中心线的相互位置不同可分为直槽、斜槽和圆弧槽3种形式[4]。转子枞树型直槽承载能力相对其他两种较小,当载荷较大时,多采用枞树型斜槽和圆弧槽结构。近年来,一些学者对于枞树型叶根与轮缘结构优化研究较为全面,靳亚峰[5]使用有限元仿真分析方法研究发现了斜齿枞树型叶根各齿载荷分布与角度变化关联较小;张明辉等[6]研究了基于三维热弹性接触的枞树型叶根和轮缘最大等效应力降低的方法,并获得了一些成果。这些理论研究成果显著,实际加工制造与理论研究有一定差别。枞树型圆弧槽因工艺设计和加工过程较为复杂、装配面多、加工效率低等特点,改进空间很大。
目前枞树型圆弧槽的加工方法一直是汽轮机转子加工的重点与难点。这种结构复杂、精度要求高的轮槽对刀具的设计和工装的选用有较高的要求,在上汽、哈汽和东汽的大型机组转子中应用广泛,中小机组的应用较少。在行业内通常需要专用的镗铣床来完成加工制造,除此以外,设备的精度和加工方法对产品质量有直接的影响。因此研究枞树型圆弧槽的加工工艺具有重要的意义。
1 枞树型圆弧槽的加工工艺及难点分析
枞树型圆弧槽是转子叶根槽结构的一种,转子一级由多个重复相同的轮槽构成,沿转子中心线面向叶轮端面看去,轮槽截面形似枞树,如图1所示,叶根槽由4个齿组成规则的型线结构,沿圆弧槽轨迹的垂直面结构截面如图2所示,加工的截面主要技术条件为:1)叶根槽的根部与理论尺寸误差小于0.08 mm;2)轮槽节距最小实体尺寸与最大实体尺寸小于0.114 mm;3)轮槽承载面区域粗糙度Ra1.6 μm;4)轮槽承载面最小加工误差为0.013 mm;5)轮槽非承载面最小加工误差为0.127 mm。
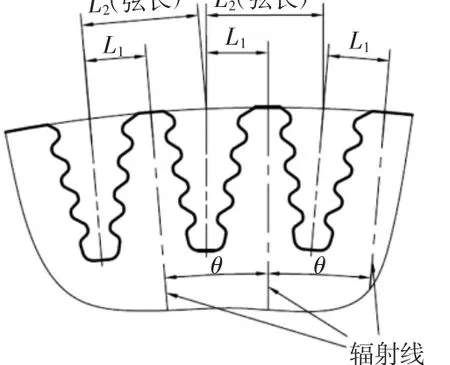
图1 枞树型圆弧槽主视图
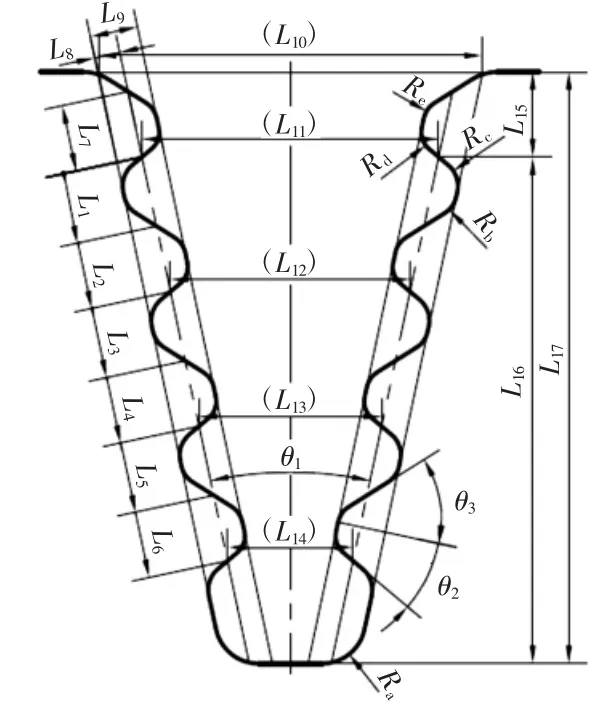
图2 枞树型圆弧槽截面示意图
以上加工尺寸的公差要求极为严格,给加工增加了较大的难度。此外整体转子有多级叶轮,叶轮之间开档较小,枞树型轮槽呈圆弧分布时,拉削方法在此无法使用,只能采用铣削的加工方法。
结合图3可以发现,铣刀的中心走刀轨迹呈规则的圆弧状,铣削过程中铣刀的中心线轨迹能否和圆弧槽的中心线理论尺寸保持一致也是加工过程中另一难题,使用刚性合适的镗铣床尤为重要。
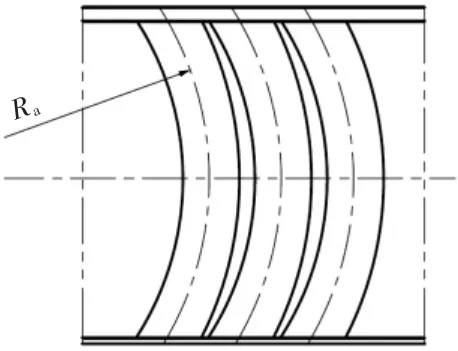
图3 圆弧槽俯视结构图
2 工艺方案及加工过程
2.1 转子装夹方案
针对整锻转子枞树型圆弧槽的结构特点,枞树型圆弧槽加工在数控落地镗铣床上完成,采用TK13800数控立卧回转工作台作为电控驱动装置。使用机械分度装置提高转子分度的准确性,分度盘卡槽与加工轮槽数量一致,如图4所示,转子轴颈分别落在相应轴瓦上,由液压压紧装置固定。转子落位后,调整分度盘使插销在弹簧回复力作用下自由插入分度盘齿槽内,槽内深度大于8 mm,分度销半插入状态观察销与齿槽两侧间隙应均匀,全插入状态下分度销与齿槽两侧应均贴合,满足以上要求后拔出分度销卡住。压紧转子后再次检查分度销是否能够顺利插入8 mm,且在分度销半插入状态观察分度销与齿槽两侧间隙均匀,同时全插入状态下分度销两侧间隙不大于0.02 mm,如图5所示。

图4 枞树型轮槽分度

图5 分度插销检查
转子调整水平前,先校正转子体前后两支撑座,在镗床主轴上放置百分表,调整底部调整垫铁使得侧面垂直方向偏差不大于0.03/200 mm;调整油箱底部的调整垫铁使得两支撑座高度差不大于0.05 mm,上端面水平面到镗床工作台的距离1100 mm。待支撑座校正后,将转子体落至两支撑座轴瓦上放置,校正转子体并精调前、后支撑座,使转子体沿镗铣床导轨及地面水平方向在0.03 mm之内,检查转子体轮面垂直度应在0.03 mm之内。
2.2 刀具选型设计
转子枞树形圆弧槽由于复杂的结构和较高的精度要求,使用枞树型成型铣刀,材料为粉末高速钢,一个圆弧槽由一组刀具完成,每组刀具包括粗铣刀、加深刀、上半部半精刀、下半部半精刀、精铣刀,如图6所示。

图6 一组枞树型轮槽成型铣刀
其中,精铣刀是由枞树型成型铣刀和端面铣刀通过螺栓把合在一起形成。刀具使用顺序依次为:粗铣刀、加深刀、上半部半精刀、下半部半精刀、精铣刀。通过前期试块的工艺试验和论证,镗铣床FBC160rh设备与工装均能满足加工要求,具备枞树型圆弧槽的加工基础。
2.3 对刀方案
加工转子枞树型圆弧槽前,先实测转子直径为D1,转子理论直径为D2,为了提高枞树型轮槽型线与外圆小平面的形位公差,在成型铣刀加工轮槽前,先由平面铣刀铣一个平面,以转子径向外圆对刀,平面刀进刀深度为:L=(D1-D2)/2-0.10。
平面铣完后,以该平面为基准,每组枞树型铣刀刀尖对刀,进刀深度为:C=k+0.1,式中,k为刀具设计基准线至刀尖的距离,如图7所示。
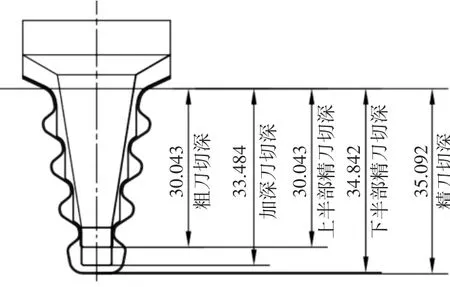
图7 枞树型斜槽刀具切深方案
本方案需要注意的是,对刀次数多,要求操作者具有良好的职业习惯和一定的操作经验,准确对刀,又要避免因对刀伤及转子体本体,确保外观质量完好。
2.4 切削参数的设计
通过对成型刀具的特性和复合材料的分析,综合考虑数控落地镗铣床的加工性能和精度,计算得出铣刀最小直径处线速度为7 m/min。平面铣刀直径为φ50 mm,粗铣刀与半精铣刀走刀量为15 mm/min,试验过程中经过适当调整,最终确定了枞树形圆弧槽的刀具切削参数如表1所示。
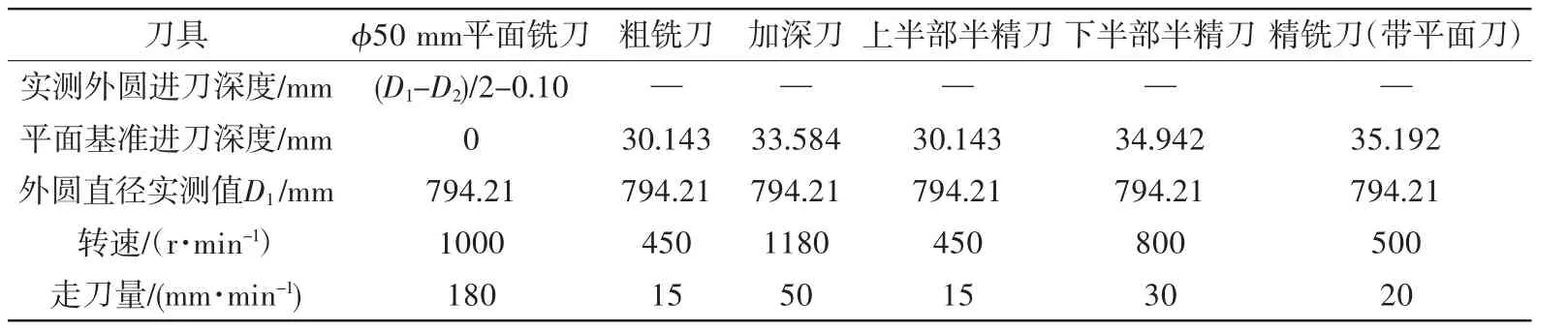
表1 枞树型圆弧槽刀具切削参数表
枞树型铣刀切削参数要求精确,加工过程中要求操作规范,切削参数过大或者刀具抖动都可能会引起刀具断裂,铣削前先校正粗铣刀径向跳动小于0.01 mm,跳动不均匀会导致刀具切削过程中受力平衡。轮槽最后一步铣削是由精铣刀和平面铣刀把合一起完成。为了保证精铣轮槽的准确性,开始铣平面前径向单边预留0.10 mm余量,加工过程中粗铣刀和半精铣刀进刀深度增加0.10 mm,在转子枞树型圆弧槽加工到设计要求时,最后一步0.10 mm余量由精铣刀加工去除。这样设计加工参数既保证了枞树型圆弧槽径向尺寸的准确性,又确保了圆弧槽与基准平面的形位公差满足设计要求。
2.5 刀具走刀轨迹的设计
镗铣床Z轴以平面刀铣过的XY平面为基准对刀,加工枞树型圆弧槽时XY平面以中间轮槽基准线和转子中心线交点为零点,机床坐标归零,刀具在XY平面方向运动轨迹为半径R148.17 mm的圆弧,铣刀中心的起点为运动轨迹起的起点,坐标为(-81.31,-24.302),轨迹终点坐标为(+88.69,-29.409),铣刀起点到终点连接的圆弧线即为XY平面上铣刀的运动轨迹,如图8所示。加工平面对完刀后,Z轴方向在铣刀起点进刀深度调整到位,铣刀转速按照切削参数执行,然后再完成XY平面的铣削过程,需要注意的是,铣刀在加工接近轮盘之前和加工完远离轮盘后需要留有足够的行程余量,方便机床主轴退刀。

图8 圆弧槽XY面走刀行程
3 工艺试验
3.1 轮槽数控加工工艺流程
开展工艺试验,事先完成机床的数控编程,并仔细核对数控程序参数与切削参数表数据完全一致。校正好转子的水平,将成型铣刀装夹在机床主轴上,找正机床主轴Z向零点,平面刀对刀,Z轴置零点,按照表1给定实测外圆进刀深度镗铣平面。工艺试验如图9所示。

图9 枞树型圆弧槽工艺试验
工艺试验的具体加工流程为:粗铣刀对刀,以平面为基准零点,进刀深度参照表1切削参数表取30.143 mm;加深刀对刀,以平面为基准零点,进刀深度参照表1切削参数表取33.584 mm;上半部精刀对刀,以平面为基准零点,进刀深度同粗铣刀一致,参照表1切削参数表取30.143 mm;下半部精刀对刀,以平面为基准零点,进刀深度参照表1切削参数表34.942 mm;精铣刀对刀,以平面为基准零点,进刀深度为35.192 mm,把合的平面铣刀带光预先留下的基准平面0.10 mm余量。一个轮槽精铣完成后,使用通规对加工后的轮槽进行检查,并且检查相邻轮槽之间的弦长满足设计要求。
3.2 轮槽加工结构模拟分析
考虑到圆弧槽复杂的结构及加工制造过程,为了满足枞树型圆弧槽的要求,更直观全面地了解圆弧槽可能存在的干涉或者过切问题。基于以上疑问进行三维模型设计,更直观地发现加工制造可能出现的问题,设计待加工轮槽外径与宽度数据和工艺试验产品一致。圆弧槽三维辅助设计结果如图10所示。
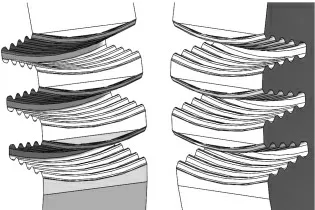
图10 枞树型圆弧槽三维模型
结合三维结构与工程图可以看出,圆弧槽进汽边与出汽边的轮槽节距与基准线处的节距均不一致,如图11所示。
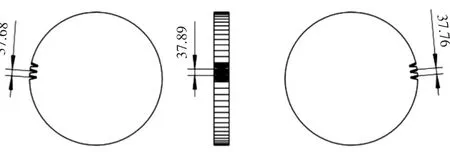
图11 理论弦长示意图
通过三维模拟分析可知,枞树型圆弧槽在轮槽基准线处的节距最大,同样的型线在基准线处节距为37.89 mm,左视图进汽边节距为37.68 mm,右视图出汽边节距为37.76 mm,相邻轮槽基准平面交于一条直线。以上数据为轮槽加工完后的检查提供了的理论依据。
3.3 试验结果及分析
在镗铣床和成型刀具组进行工艺试验后,分析研究试验的过程和结果,从而提高枞树型圆弧槽的加工能力。工艺试验所使用的试验转子直径为φ794.21 mm,轮盘宽度为90 mm。枞树型圆弧槽加工过程中,旋转工作台控制相邻轮槽夹角为6°,连续加工3个轮槽,结果如图12所示。
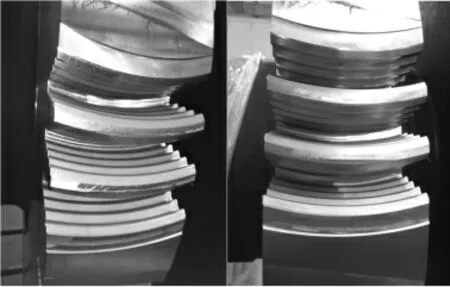
图12 枞树型圆弧槽加工结果
枞树型圆弧槽相邻轮槽截面相交于一条水平直线,检查3个轮槽顺铣面承载面与非承载面粗糙度约为Ra1.6 μm,完全符合设计要求,逆铣面粗糙度较顺铣面粗糙度略差,经过分析,理论上逆铣面的确要差于顺铣面,这是铣刀旋转切削的结构决定。检查轮槽进汽边的节距与出汽边的节距,与三维轮槽模拟结果基本吻合,验证了铣刀弧形走刀的准确性。使用通规检查轮槽顺利通过,满足设计要求。机床的刚度和刀具的使用时间长短对轮槽表面粗糙度有一定的影响,相同条件下,刀具使用过的时间越短,轮槽的表面越光滑。以上工艺试验结果验证了该工艺方案的准确性,为产品的可靠加工提供了重要的指导意义。
4 结语
经过本文的工艺方案加工后的转子枞树型圆弧槽各项参数满足设计标准,通规顺利通过,弦长符合设计标准,轮槽走刀轨迹和设计值一致,满足了设计要求。实现了整锻转子枞树型圆弧槽的加工,过程中使用的铣削参数,如主轴转速、走刀量是根据数控落地镗铣床实际加工能力和转子材料作出适当调整得来,从而给产品加工提供了重要的参考依据,试验证明本文的加工工艺方案可行。为整体转子枞树型圆弧槽的加工提供便捷条件,减少了转子加工时间,缩短了机组生产周期。
