选区激光熔化TC4钛合金疲劳裂纹扩展行为研究
2022-04-28孙文博马玉娥
孙文博 马玉娥
摘要:选区激光熔化增材制造(AM-SLM)技术广泛应用于钛合金结构部件制造。SLM钛合金材料疲劳性能具有明显各向异性。研究SLM钛合金在不同方向载荷下的疲劳裂纹扩展行为对于航空结构耐久性/损伤容限设计具有重要意义。基于此,本文设计了与打印方向呈0°、45°、75°和90°的4种不同取样角度及未处理和热处理的钛合金紧凑拉伸试验件(CT),完成了应力比R=0.1下的疲劳裂纹扩展速率试验,得到了da/dN—?K关系曲线,分析研究了取样角度及后处理对疲劳裂纹扩展的影响。结果表明,75°和90°试件的裂纹扩展速率较快,45°试件最慢。45°和75°试件在疲劳试验中会出现裂纹偏转现象,且45°试件疲劳断面沿厚度方向存在较小坡度。经过热处理后,75°试件疲劳裂纹扩展速率显著降低。
关键词:选区激光熔化增材制造;钛合金;各向异性;疲劳裂纹扩展;后处理
中图分类号:TB31/V250.3文献标识码:ADOI:10.19452/j.issn1007-5453.2022.03.009
与传统制造工艺相比,选区激光熔化增材制造技术(SLM)具有提高材料利用率、缩短零部件的加工周期、减重设计以及复杂成形等优点,可广泛用于航空典型结构部件加工制造[1-3]。SLM加工过程中材料逐层堆积成形,熔化-凝固过程和层与层之间的熔合不良、氣孔等缺陷使得增材制造钛合金的力学性能呈现各向异性行为[4-5]。飞行器在服役过程中承受载荷并非垂直或平行于增材制造材料的打印方向。在结构设计中,忽略这种由载荷方向与打印方向夹角产生的疲劳各向异性问题会导致严重的设计缺陷,造成无法估量的损失。为充分利用增材制造疲劳性能各向异性,提高材料的利用效率,达到结构减重目的,加快SLM技术在航空器大型主/次承力结构中的应用。亟须研究载荷方向与SLM材料打印方向之间夹角的不同对疲劳裂纹扩展性能的影响。
根据目前SLM材料的疲劳特征研究,影响SLM打印结构的疲劳性能主要因素有:不同打印参数导致的材料微观组织、内部缺陷[6-9]和后处理方式[10-13]。Sterling等[7]研究了孔隙率对AM钛合金疲劳性能的影响,着重分析了缺陷的形状、尺寸、位置和数量对疲劳寿命的影响。有学者研究了增材制造类型对AM合金疲劳性能的影响[8-9],认为不同增材制造钛合金微观组织及疲劳特性相似。基于多尺度损伤机理,Wan等[14]建立了虑及取样角度和孔隙率影响的细观模型,并预测了AM TC4结构的疲劳寿命。Eric等[15]考虑了缺陷和表面粗糙度的影响并基于高周疲劳试验数据,建立数值模型,分析了AM TC4的疲劳性能。在SLM材料微观组织上可明显看到沿成形方向的层状组织结构。这种层状结构势必对疲劳特性有所影响。Xie等[16]针对增材制造TC4钛合金疲劳性能进行研究,发现材料从裂纹萌生区到稳定扩展区时转折点的应力强度因子值与试件的取样角度有关,垂直打印方向相比于水平方向提高了5%。Wu等[17]采用X射线扫描技术分析研究了增材制造合金内部缺陷分布与疲劳各向异性之间的关系。Wu等[18]和Wang等[19]分析并预测了增材制造合金疲劳裂纹分叉现象及裂纹路径预测问题。Jiao等[20]考虑了不同打印角度对疲劳裂纹扩展行为的影响,分析了不同试验温度下应力比对疲劳性能的影响。
为研究SLM TC4钛合金的疲劳裂纹扩展规律以及取样角度对其影响机制,本文设计并采用SLM技术制备了与打印方向呈0°、45°、75°和90°的4种不同取样角度的紧凑拉伸试验件(CT试样),研究并分析了取样角度和后处理对疲劳裂纹扩展规律和特征的影响。
1疲劳裂纹扩展试验
1.1试验件设计
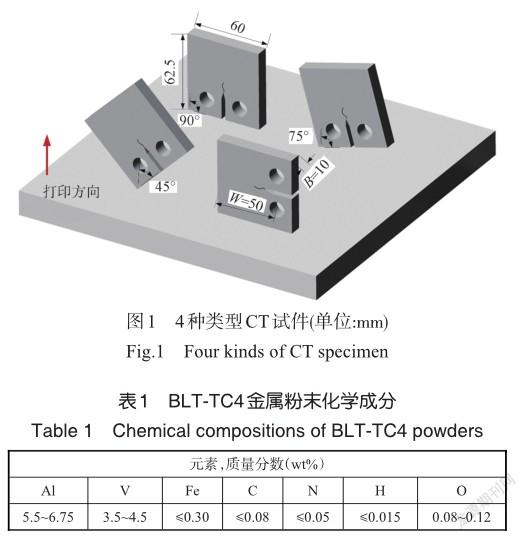
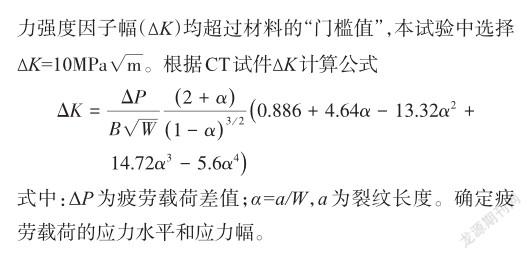
根据ASTM E647疲劳裂纹扩展速率试验标准设计了与打印方向呈0°、45°、75°和90°的4种不同类型CT试件,如图1所示。红色箭头代表试件打印方向,加载方向与打印方向夹角的不同分别对应4类试件。试件厚度B=10mm,宽度W=50mm,初始裂纹长度a0=10mm。试验件选用BLTTC4金属粉末,由西安铂力特公司采用BLT-S300设备打印而成。金属粉末的化学成分见表1。打印参数选择激光束能量350W,直径0.08mm,扫描速度1000mm/s。采用相互交叉扫描策略,堆积层厚度0.06mm。试样独立成形后在800±5℃高温下进行4h应力释放,然后在氩气环境中冷却到室温,完成相应热处理后进行疲劳裂纹扩展试验。
1.2疲劳裂纹扩展速率试验
试验采用MTS810液压伺服疲劳试验机,正弦应力加载,应力比R=0.1,Pmax=5.19kN,加载频率20Hz。采用数码显微镜QM413T对疲劳裂纹进行实时观测,试验过程中对试件前后两侧裂纹长度进行记录并取其平均值作为最终裂纹长度。

2结果与讨论
2.1疲劳裂纹扩展速率
0°、45°、75°和90°试件的a—N曲线如图2所示,并与不经过后处理的75°试件进行对比。可以很明显观测到,0°和75°试件的a—N变化规律基本重合,45°试件寿命更长。在相同循环数下,0°和75°试件会出现较长的可见疲劳裂纹,45°试件的稳定扩展区较长且相对平缓。在裂纹总长度an为15mm时,45°试件循环数是0°试件的1.66倍。在不进行热处理的情况下,75°试件的疲劳性能较差,且可观测到裂纹在17mm和22.5mm时的加速扩展现象,从而大大降低了疲劳寿命。热处理过后75°试件的疲劳寿命提高到了原来的3.4倍。在相同打印条件下,45°试件抵抗疲劳裂纹扩展的性能更强,其疲劳寿命是0°试件的1.37倍左右。不同裂纹长度及断裂时的疲劳循环数对比见表2。


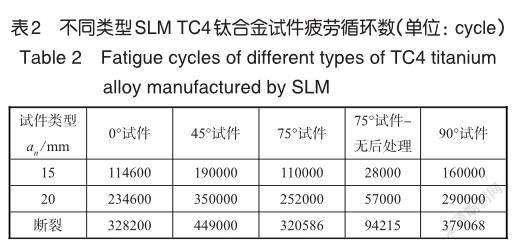
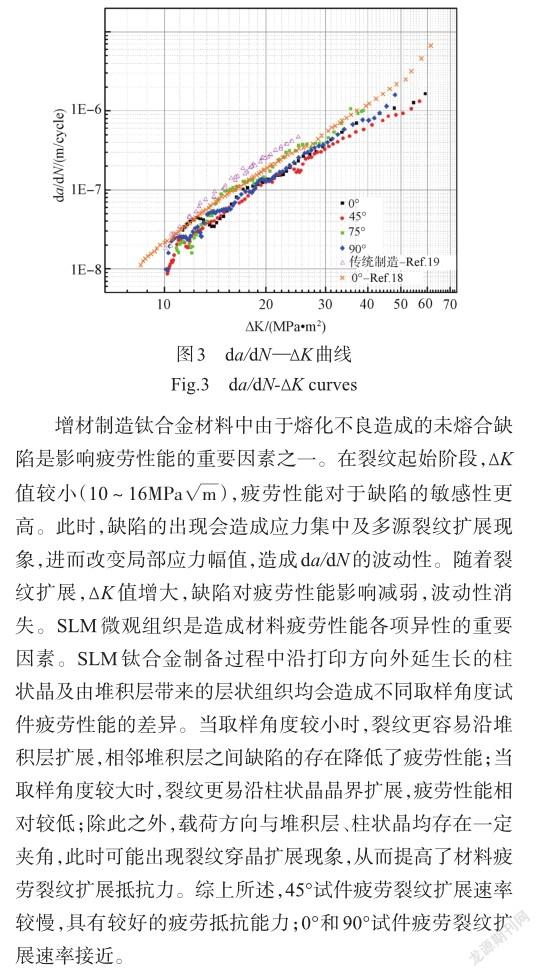
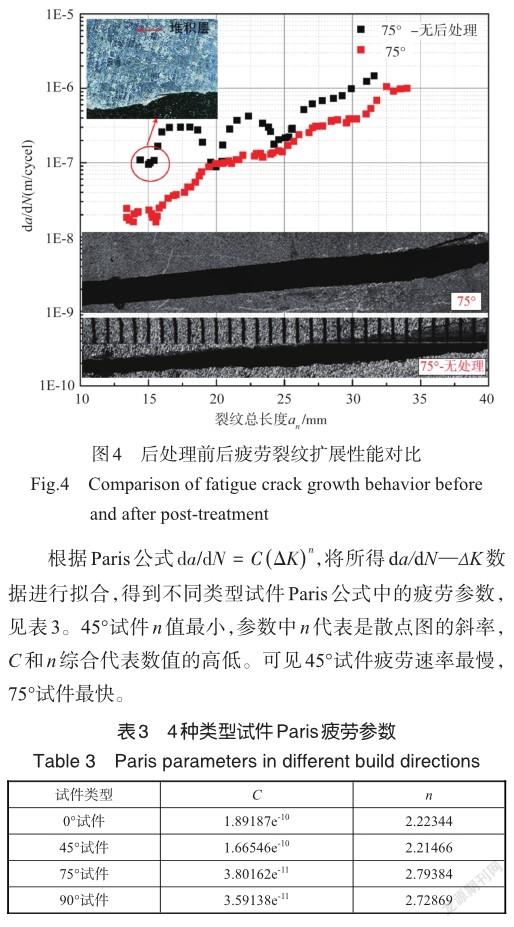
图4对比了75°试件热处理前后疲劳裂纹路径并绘制疲劳裂纹扩展速率与裂纹长度之间的关系。在不经过任何后处理时,SLM TC4钛合金疲劳裂纹扩展速率多次出现波动。而出现波动的位置与图2中裂纹加速时的裂纹长度相同。通过分析热处理前试件的金相组织(见图4左上),可观察到明显的堆积层。裂纹总长度为15mm时,有二次裂纹出现,且此时裂纹发生较大偏转。经过热处理后,尽管试件的裂纹路径整体相同,但是裂纹路径上微小的锯齿状裂纹有所减少。疲劳裂纹扩展速率大幅降低,且波动现象消失。
2.2疲劳断口分析
对4种不同类型试件的疲劳断口进行拍摄,得到不同疲劳裂纹扩展阶段的断口,如图5所示。在SLM制造过程中,相邻激光束之间存在因能量不足而产生的熔化不良区域。此区域中更容易产生较大缺陷,在层与层堆积界面处存在较弱的界面性能,当承受轴向载荷时,此处会更容易发生破坏。因此,对于0°试件,宏观整体断口较为平整,且可观测到相互交叉的小凹槽,如图5(a)所示。这种现象是由于本试验所有试件均采用相互交叉扫描策略造成的。0°试件裂纹路径基本水平,未观测到明显的裂纹偏转现象。加速扩展后期相当于在静力载荷下的撕裂,此处断面较粗糙,肉眼观测下呈灰色,且有大量孔隙。对于45°和75°试件,宏观断口不如0°试件平整,由于堆积层与载荷方向存在一定夹角,裂纹扩展需综合考虑堆积层与微观组织的影响。此时,裂纹面不再平整,且会出现裂纹偏转现象。此外,45°试件断面沿厚度方向存在较小的坡度,如图5(b)所示。对于90°试件,堆积层与加载方向平行,此时断面可观测到微小锯齿状的层状结构,此层状结构与材料成形时粉末堆叠相对应,如图5(d)所示。90°试件的断面最为粗糙,其可观测到的孔隙和夹杂物更多。
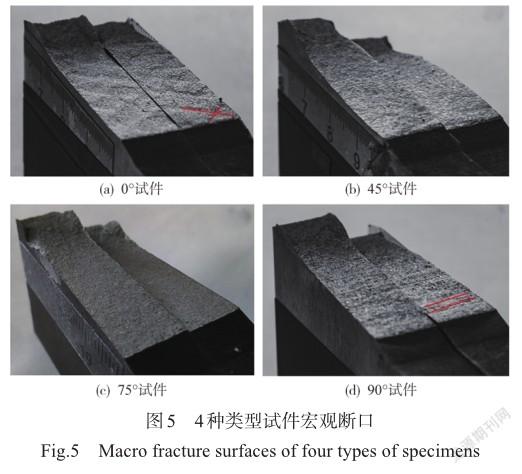
图6对比了热处理前后75°试件疲劳断面。在未进行后处理时,75°试件断面虽然较为平整,但粗糙度较高。在亚表面区域,由于应力集中会造成局部区域出现拉伸载荷下的韧性断裂,造成材料的提前破坏,如图6(a)所示。通过对断面局部放大,可观测到多处未完全熔合的金属粉末缺陷及二次裂纹。多个裂纹源的出现导致了不规则的裂纹前缘,降低了SLM TC4的疲劳性能。通过热后处理,可以有效减小亚表面缺陷,消除部分残余应力及应力集中的影响,进而提高抵抗疲劳裂纹扩展的性能。此时,疲劳断面更加光滑,如图6(b)所示。

3結论
本文设计并研究了与打印方向呈0°、45°、75°和90°的4种不同角度的SLM TC4钛合金疲劳裂纹扩展行为,探究了后处理的影响,得到了da/dN—?K曲线,并对比分析了不同试件的疲劳断面,得到结论如下。
(1)在相同打印条件下,SLM TC4钛合金疲劳裂纹扩展速率与试件取样角度的有关。45°试件疲劳裂纹扩展速率较慢,具有较好的疲劳抵抗能力。0°和90°试件疲劳裂纹扩展速率接近,而75°试件的疲劳裂纹扩展速率稍高于其他三种试件。
(2)0°试件的宏观整体断面较为平整,且可观测到相互交叉的小凹槽;45°和75°试件会出现裂纹偏转现象,且45°试件断面沿厚度方向存在较小的坡度;90°试件宏观断面最为粗糙,可观测到与材料成形时粉末堆叠相对应的层状结构。
(3)经过热处理后,75°试件疲劳裂纹扩展性能得到较大改善,疲劳裂纹扩展速率曲线的波动性基本消失;且疲劳断面上可观测未熔合缺陷及二次裂纹显著减少。
参考文献
[1]任永明,林鑫,黄卫东.增材制造Ti-6Al-4V合金组织及疲劳性能研究进展[J].稀有金属材料与工程, 2017, 46 (10): 3160-3168. Ren Yongming, Lin Xin, Huang Weidong. Research progress ofmicrostructureandfatiguebehaviorinadditive manufacturing Ti-6Al-4V alloy[J]. Rare Metal Materials and Engineering, 2017,46(10):3160-3168. (in Chinese)
[2]周梅萍,王中兴,赵云,等.航空领域增材制造技术专利动态分析[J].航空科学技术, 2020, 31 (1): 44-51. Zhou Meiping, Wang Zhongxin, Zhao Yun, et al. Analysis on patent situation of additive manufacturing technology in aeronautic field[J]. Aeronautical Science & Technology, 2020, 31 (1): 44-51. (in Chinese)
[3]孫诗誉,栗晓飞.增材制造零件适航审定路径分析及启示[J].航空科学技术,2021,32(10):42-48. Sun Shiyu, Li Xiaofei. Analysis and inspiration of airworthiness certification path for additive manufacturing parts[J]. Aeronautical Science & Technology, 2021, 32 (10): 42-48.(in Chinese)
[4]王华明.高性能大型金属构件激光增材制造:若干材料基础问题[J].航空学报, 2014,35(10):2690-2698. Wang Huaming. Materials’fundamental issues of laser additive manufacturing for high-performance large metallic components[J]. Acta Aeronautica et Astronautica Sinica, 2014, 35 (10): 2690-2698. (in Chinese)
[5]郝晓宁.激光增材制造毛坯与传统锻件铸件差异性分析[J].航空制造技术, 2017(5):82-86. Hao Xiaoning. Difference analysis between laser additive manufacturingandconventionalforgingandcasting[J]. Aeronautical Manufacturing Technology, 2017(5): 82-86. (in Chinese)
[6]Walker K F,Liu Q,Brandt M. Evaluation of fatigue crack propagation behaviour in Ti-6Al-4V manufactured by selective laser melting[J]. International Journal of Fatigue,2017,104:302-308.
[7]Sierling A J,Torries B,Shamsaei N,et al. Fatigue behavior and failure mechanisms of direct laser deposited Ti-6Al-4V[J]. Materials Science & EngineeringA,2016,655:100-112.
[8]Zhai Y W,Lados D A,Brawn E J,et al. Fatigue crack growth behaviorandmicrostructuralmechanismsinTi-6Al-4V manufactured by laser engineered net shaping[J]. International Journal of Fatigue,2016,93:51-63.
[9]Zhai Yu W,Galarraga H,Lados D A. Microstructure,static properties,and fatigue crack growth mechanisms in Ti-6Al-4V fabricated by additive manufacturing:LENS and EBM[J]. Engineering FailureAnalysis,2016,69:3-14.
[10]Daniel G,Frank P,Freerk S,et al. Fatigue performance of additive manufactured TiAl6V4 using electron and laser beam melting[J]. International Journal of Fatigue,2017,94:211-217.
[11]Johannes G,Dominik K,Tim L,et al. Fatigue life of additively manufactured Ti-6Al-4V in the very high cycle fatigue regime[J]. International Journal of Fatigue,2017,94:236-245.
[12]Matteo B,Vigilio F,Michele B,et al. Low- and high-cycle fatigue resistance of Ti-6Al-4V ELI additively manufactured via selective laser melting:Mean stress and defect sensitivity[J]. International Journal of Fatigue,2018,107:96-109.
[13]Imade K,Etienne P,Patrice P,et al. Influence of SLM process parameters on the surface finish,porosity rate and fatigue behavior of as-built Inconel 625 parts[J]. Journal of Materials Processing Technology,2018,255:536-546.
[14]Wan H L,Wang Q Z,Jia C X,et al. Multi-scale damage mechanics method for fatigue life prediction of additive manufacture structures of Ti-6Al-4V[J]. Materials Science & EngineeringA,2016,669:269-278.
[15]Eric W,Andreas S,Shafaqat S,et al. Effects of defects in laser additive manufactured Ti-6Al-4V on fatigue properties[J]. Physics Procedia,2014,56:371-378.
[16]Xie Y,Gao M,Wang F D,et al. Anisotropy of fatigue crack growth in wire arc additive manufactured Ti-6Al-4V[J]. Materials Science & EngineeringA,2018,709:265-269.
[17]Wu Z K,Wu S C,Bao J G,et al. The effect of defect population on the anisotropic fatigue resistance of AlSi10Mg alloy fabricated by laser powder bed fusion[J]. International Journal of Fatigue,2021,151:106317.
[18]Wu Y Z,Bao R. Fatigue crack tip strain evolution and crack growth prediction under single overload in laser melting depositedTi-6.5Al-3.5Mo-1.5Zr-0.3Sititaniumalloy[J]. International Journal of Fatigue,2018,116:462-472.
[19]Wang K,Bao R,Zhang T. Fatigue crack branching in laser melting deposited Ti-55511 alloy[J]. International Journal of Fatigue,2019,124:217-226.
[20]Jiao Z H,Xu R D,Yu H C,et al. Evaluation on tensile and fatigue crack growth performances of Ti-6Al-4V alloy produced by selective laser melting[J]. Procedia Structural Integrity,2017,7:124-132.
[21]Khalil F,James P. A stochastic systems approach to fatigue reliability-an application to Ti-6Al-4V[J]. Engineering Fracture Mechanics,1996,53:687-706.
Research on Fatigue Crack Growth Behaviour of Selective Laser Melted TC4 Titanium Alloy
Sun Wenbo,Ma Yu’e
Northwestern Polytechnical University,Xi’an 710072,China
Abstract: Additive manufacturing-selective laser melting (AM-SLM) technique is widely used to manufacture titanium components. Anisotropic fatigue behavior can be observed in SLM titanium materials. It is essential to study fatigue performance of SLM titanium alloy under different loading direction to perform durability and damage tolerance design for aircraft structures. So, four types of compact tension (CT) specimens with 0°, 45°, 75°and 90°angle to build directions are designed, and two types of post-treatments are chosen. Fatigue crack growth tests at a stress ratio R= 0.1 are performed. da/dN-?K curves are obtained, and the effects of build direction and post-treatment are analyzed. The result shows that 75°sample and 90°sample have higher fatigue crack rate, while 45°sample has the lowest value. The crack paths of 45°sample and 75°sample deflect with fatigue crack propagating. There is a small slope along the depth in the fracture surface of 45°sample. After post-treatment, fatigue crack growth rate of 75°sample is decreased.
Key Words: additive manufacturing-selective laser melting; titanium alloy; anisotropy; fatigue crack growth; posttreatment