棒材收集区域电气设备技术升级优化
2022-04-27张亚迎
张亚迎
(河钢集团宣化钢铁公司,河北 075100)
0 引言
由于近年来轧制设备不断升级以及轧制工艺的持续优化和改进,宣钢二棒材生产线的轧制节奏和速度也不断加快,产量比最初设计的能力有较大提高;另外为了满足市场需要、增加企业的竞争力,棒材产品的规格和种类也日趋多样,这对二棒材轧线收集区设备的收集速度和效率提出了更高的要求。轧线收集区设备是整个轧线生产设备的重要一环,其主要设备包括落钢机和打捆机。收集区设备的主要功能是将切好定尺的棒材由精整区运输链卸至输送辊道,由输送辊道将棒材送至打捆机进行打捆作业。如果收集区设备的生产运行速度和效率不能满足产线轧制的快节奏和轧制规格的多样化,将直接影响到整条轧线生产效率和产量的提升。
由于宣钢二棒材生产线产量和产品规格的增加,收集区原先设计的落钢机与打捆机运行方式和生产能力已经跟不上轧机增长的生产节奏,外加收集区设备年久失修、故障频发,已经成为了二棒材生产线的制约环节。本文对二棒材生产线收集区设备目前存在的问题进行了梳理,对影响落钢机、打捆机运行速度和效率的主要因素进行了分析,提出了升级收集区设备运行速度和效率的技术改进方案。
1 收集区设备生产现状及问题
1.1 收集区设备生产现状
宣钢二棒材生产线于2012 年3 月投产,设计年产量在100万吨以上,轧线收集区域分为A/B 两区。原设计两个区域各配备二台采用PLC 控制的进口桑德斯打捆机,共计四台,每台打捆能力约30000t/d;各配西门子PLC 控制、电机传动的链条式落钢机一台,共计二台,每台收集能力约2000t/d。
由于收集区的机电设备为满足产线轧制速度,尽量提高节奏,一直在高负荷情况下运行,机械及电气控制系统各种故障频繁,经常造成生产停滞以及自动控制系统经常无法正常运行,收集区设备无法按控制程序自动落钢、自动打捆,维检人员劳动强度较大,严重制约了二棒生产线产能释放。
1.2 收集区设备主要问题分析
由于二棒材生产线轧制速度的提升、产能的增加,以及轧制规格的多样化,使得这条生产线的收集区生产压力日益加大。
(1)落钢机系统。原设计二棒材生产线收集分为两个区域,每个区域配套有一套链条式落钢机,由于产线轧制速度的提升以及产品种类和规格的增多,而且不同规格产品的成捆支数也不同,之前设计的落钢机运行方式已经不能满足目前轧线快节奏的落钢需求。
(2)打包机系统。随着二棒材生产线轧制速度的提升以及轧制品种和规格的多样化,原设计每个区域配置两台打捆机就显得捉襟见肘。因对每捆成品材都需要至少打捆两次,而且不同规格的钢材在打捆扎数上的要求也不同,这就造成了成品棒材收集打捆效率的降低,严重制约了二棒材生产线的产能及成品质量。
综上所述,原二棒材生产线收集区的机电设备已无法适应当下该生产线的产能和产品质量,增加了该产线产品的成本,降低了市场竞争优势。为了进一步提高二棒生产线的产量与成品质量,提升收集区的成品收集效率,适应日趋加快的生产需求,实施收集区域技术升级改造势在必行。
2 收集区设备技术升级方案
针对前述收集区机电设备存在的问题,二钢轧厂成立了技术攻关小组,就收集区机电设备技术升方案进行了充分讨论,最终提出了优化方案。优化方案重点从以下几大方面着手:
(1)改变落钢机的接钢方式。落钢机由原来的循环往复式接钢改为由上、下接料臂分别控制的接钢方式。
(2)改变落钢机的传动方式。落钢机由PLC 模块→继电器→液压阀台的控制方式替代原先电机传动的控制方式。
(3)增加打捆机数量。将原有的收集B 区两台桑德斯打捆机移动至收集A 区,同时引进6 台瑞进打捆机,收集A 区安装一台,剩余5 台设置到收集B区,实现收集A、B 区各五台打捆机的工艺要求;由收集B 区移动到A 区两台桑德斯打捆机,更换废旧电气元件及电缆。
(4)编写、调试新引进的瑞进打捆机的自动程序,组态人机交互界面;
(5)优化原有落钢机至打捆机辊道自动运行程序,满足自动打捆要求。
3 收集区设备技术升级方案的实施
3.1 改变落钢机的接钢方式
将落钢机原有的循环往复式接钢改为由上、下接料臂分别控制的接钢方式。
项目实施前落钢机工艺组成:图1 为链条式落钢机工作原理图,由图1 可以看出,当旋转臂挡住接近开关信号时,落钢机在初始位,此时可以将成品材由3 段运输链落入落钢机旋转接料臂;当电机带动链条旋转半周,旋转接料臂将成品材放入落钢机辊道,另外一侧的旋转臂遮挡接近开关信号时,落钢机回到初始位,循环往复接钢。

图1 链条式落钢机工作原理图
项目实施后落钢机工艺组成:图2 为上、下接料臂分别控制落钢机工作原理图,由图2 可以看出,上接料臂接钢后,自动下降至下降位(上接料臂卸料位),延时过后,上接料臂回到上升位(上接料臂接料位),此时下接料臂完成接钢,并自动下落至落钢机辊道(下接料臂卸料位),延时过后,下接料臂回到上升位(下接料臂接料位)。上、下接料臂分别通过增加的接料、卸料接近开关来实现自动控制。

图2 上、下接料臂分别控制落钢机工作原理图
3.2 重新编写落钢机的控制程序
原设计使用的控制方式是PLC→电气传动装置→电机,该控制方式PLC 程序较为繁复,容易出现电气故障,并且难以查找故障原因,容易造成设备停机。而简化后的控制程序,通过一个接近开关找寻原位,并利用液压传动控制,即PLC 模块→继电器→液压阀台的控制方式,不仅节约了成本,而且不易发生逻辑错误,运行更加稳定。
3.3 调整并增加打捆机数量
将原有的4 台桑德斯打捆机保留,并进行设备扩容。将收集B 区2 台桑德斯打捆机移动至收集A区,同时引进6 台瑞进打捆机,收集A 区安装1 台,剩余5 台设置到收集B 区,实现收集A、B 区各5 台打捆机的工艺要求。
项目实施前打捆区工艺组成:二棒材生产线收集区收集区域分为A、B 两个区域,每个区域各只有2台打捆机,以收集B 区为例,其工艺组成示意如图3所示。

图3 项目实施前B区打捆机工艺组成
项目实施后打捆区工艺组成:收集B 区2 台桑德斯打捆机移动至收集A 区,同时引进6 台瑞进打捆机,收集A 区安装1 台,剩余5 台设置到收集B区,实现收集A、B 区各五5 打捆机的工艺要求。以收集B区为例,其工艺组成示意如图4所示。
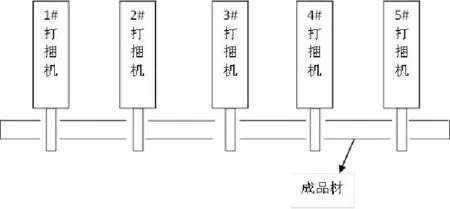
图4 项目实施后B区打捆机工艺组成
3.4 编写、调试引进打捆机的控制程序
结合收集区设备总体控制功能要求,编写新引进的瑞进打捆机的自动程序,组态人机交互界面,并进行调试。
新引进的瑞进打捆机控制系统采用西门子SI⁃MATIC S7-1200 系列PLC,此系列PLC 具有用于进行程序计算和测量、闭环控制和实时运动控制的集成技术,是一个功能集成且强大的系统,可以实现不同类型的自动化生产任务。SIMATIC S7-1200 PLC 控制器包含两个高速输出,可用作脉冲输出,也可实现调谐脉冲宽度输出。当作为PTO 组态的时候,输出速度可高达100 千赫,占空比脉冲序列可提供至50%,步进马达及伺服驱动器的开环回路速度和位置得以控制,里面的两个高速计数器提供对脉冲序列输出的反馈。当组态为PWM 输出时,提供固定周期数输出且是可变占空比的。以一台瑞进打捆机为例,PLC 控制系统的硬件组态如图5所示。

图5 瑞进打捆机PLC控制系统的硬件组态界面
在通讯网络拓扑中,CPU 1214C 通过自带的PROFINET 接口与人机交互接口连接,在PROFI⁃NET IO 网络中,实时(real time,RT)传送程序资料和警告。 PROFINET 的实时是依IEEE 及对IECPROFINET 的实时进行定义,允许在有限的时间内处理在一个网络周期内实时的服务。IM151-1是一个备用高速串行通讯模块,采用这种系统是一种相对简单的总线系统,建立PROFIBUS—DP 网络,集成工程设计、程序可视化和PLC 逻辑控制在一起。PROFIBUS—DP 现场总线的重要特点是串联职能现场设备功能及自动化系统的数字形式、双向数字传输、多分枝树形结构的通讯网络,是能支持正反双向、多个节点的总线式的全数字模式通讯。
3.5 优化原有打捆机辊道自动运行程序
由于棒材生产线轧制品种多以及成品钢材长度的不同(通常为9米和12米),对打包机的打包扎数要求也不同,有的成品材需要打6 扎,有的需要打8 扎,并且在工艺方面要求在成品材打捆前进行自动撞齐头部,再撞齐成品材尾部的流程。针对此工艺要求,重新编写收集打捆区域的辊道自动程序,满足了自动打捆要求。
4 结语
宣钢二棒材生产线通过实施收集区机电设备技术升级改造,显著提高了产线收集区的生产速度和效率,减轻了操作人员的工作强度,收集效果满足了目前棒材生产线轧制的快节奏和轧制品种规格的多样化,极大程度提高了棒材生产线的产量规模和产品质量,降低了能源消耗、设备故障率及生产成本,各项生产指标已经达到宣钢一流水平。
由于改变了落钢机的接钢方式、重新编写了落钢的机控制程序、增加了打捆机的数量、优化了原有打捆机辊道自动运行程序等措施的实施,宣钢二棒材生产线收集区工艺设备的自控水平和性能有了显著提高,使整个棒材生产线的自控水平上升到了一个新的台阶,对公司的科技进步起到了重要的推动作用。同时有效促进了宣钢二棒材生产线新品钢的拓展和多规格品种棒材的轧制,提升了市场竞争力。
