LNG储罐用9Ni低温钢横位置焊条电弧焊和埋弧焊接头微观组织与力学性能对比*
2022-04-27贾晨程周弋琳张华军葛辰宇
贾晨程 周弋琳 张华军,2 葛辰宇 包 孔
1上海振华重工(集团)股份有限公司 上海 200125 2上海交通大学材料科学与工程学院 上海 200240
0 引言
天然气的主要成分为甲烷,是一种清洁、高效和低碳的能源。在-162℃下由气态变为液态,成为液化天然气(LNG),体积仅有气体状态的1/625。液化天然气在运输过程中对储存容器材料的低温性能有较高要求,9Ni低温钢是目前被用作建造LNG接收站储罐的常用材料。焊条电弧焊和埋弧焊是9Ni钢储罐现场焊接最常用的焊接方法。本文针对LNG储罐用9Ni低温钢,分别采用焊条电弧焊和埋弧焊进行横位置对接焊试验,通过力学性能检测和微观组织分析对比2种焊接接头的差异。
1 试验材料与方法
1.1 母材
试验母材选用国内某公司生产的9%Ni钢板,板厚20 mm。交货状态为QT(淬火+回火),显微组织为回火马氏体与少量残余奥氏体,如图1所示。化学成分和力学性能详见表1、表2。

图1 母材微观组织(500倍)
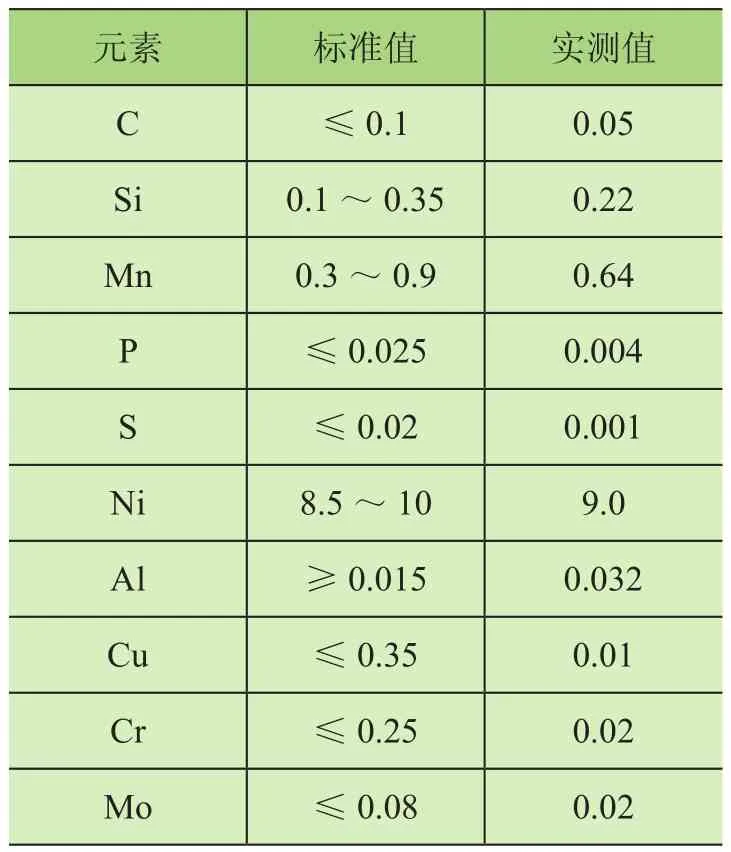
表 1 试验母材(9Ni)化学成分 wt%

表 2 试验母材(9Ni)力学性能
1.2 焊接材料
焊条电弧焊焊接材料选用镍基焊条ENiCrMo-6,焊条直径4.0 mm。焊接材料屈服强度Rp0.2为441 MPa,抗拉强度Rm为710 MPa,伸长率As为47%,夏比V形缺口冲击试验试验温度为-196℃,夏比V形缺口冲击试验冲击吸收功73 J,焊接材料化学成分如表3所示。

表 3 焊条化学成分 wt%
埋弧焊焊接材料选用镍基焊丝ERNiMo-9,焊丝直径2.4 mm。埋弧焊丝屈服强度Rp0.2为440 MPa,抗拉强度Rm为719 MPa,伸长率As为51%,夏比V形缺口冲击试验试验温度为-196℃,夏比V形缺口冲击试验冲击吸收功73 J,埋弧焊丝化学成分如表4所示。

表 4 埋弧焊丝化学成分 wt%
1.3 焊接工艺
焊缝坡口形式及尺寸如图2所示,坡口制备采用机加工。埋弧焊使用直流电源,焊条电弧焊使用交流电源以减小磁偏吹对焊接操作的影响。采用横位置多层多道焊,严格控制层间温度小于100℃。为保证焊缝全熔透和防止渗碳,焊缝清根采用等离子气刨和打磨。由于等离子电弧较长,清根时无法观察焊缝是否存在缺陷,故采用较大的刨槽宽度和深度来保证完全清除缺陷。焊后对焊缝按照标准GB/T 3558—2001《钢结构工程施工质量验收规范》进行100%RT探伤。焊接工艺参数见表5。
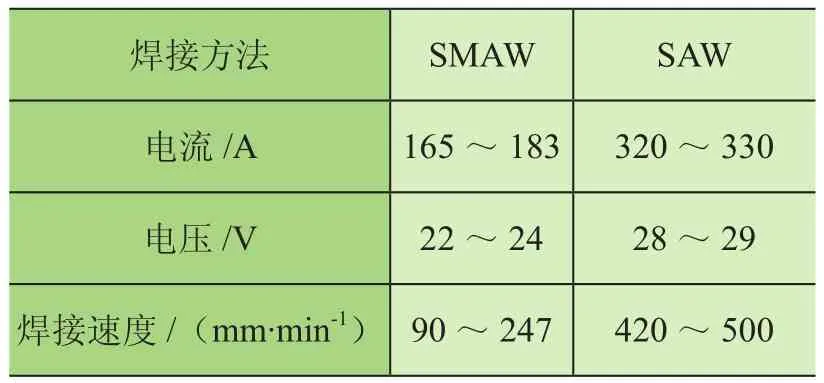
表 5 焊接工艺参数

图2 焊缝坡口形式及尺寸
2 试验结果分析
2.1 焊接接头力学性能
对射线探伤合格的试板,按照标准《CCS材料与焊接规范—2018》进行取样加工和力学性能验收。焊接接头力学性能如表6所示,2种焊接方法得到的接头力学性能都符合标准要求。焊条电弧焊与埋弧焊接头力学性能差异主要体现在低温韧性。比较焊缝中心、熔合线(FL)和热影响区(FL+2 mm)处冲击吸收功,埋弧焊接头相较焊条电弧焊接头低温冲击韧性更好。对比焊条电弧焊和埋弧焊接头的不同区域发现,热影响区冲击吸收功都远高于焊缝中心和熔合区。
2.2 焊接接头硬度
测试2种9Ni钢焊接接头距离试板上下表面2 mm处的宏观维氏硬度,测试位置包括焊缝、热影响区及母材。接头各部位硬度测试值均小于350 HV,满足CCS标准要求。根据焊接接头硬度测试结果,分别绘制焊条电弧焊和埋弧焊接头硬度分布曲线如图3、图4所示。

表 6 焊接接头力学性能

图3 距离试板上表面2 mm处焊接接头硬度

图4 距离试板下表面2 mm处焊接接头硬度
2种接头上下表面各位置硬度分布一致,均呈现焊缝<母材<热影响区的硬度变化趋势。焊接接头硬度最高值出现在靠近母材一侧的热影响区。比较埋弧焊接头与焊条电弧焊接头各区域硬度,埋弧焊接头焊缝区硬度高于焊条电弧焊,热影响区硬度低于焊条电弧焊。
2.3 焊缝成形
9Ni钢焊条电弧焊和埋弧焊都采用镍基合金焊丝材料焊接(Ni含量达到65%以上),焊缝区耐腐蚀能力很强,故用王水腐蚀。热影响区和母材区(Ni含量为9%左右)则用4%硝酸酒精腐蚀。焊条电弧焊接头与埋弧焊接头正面和截面宏观形貌如图5和图6所示,焊缝成形良好,未发现肉眼可见的缺陷。

图5 焊条电弧焊示意图
2.4 焊接接头微观组织与性能分析
由于焊接接头冲击和硬度试样取样位置在焊缝中部,故选取焊接接头填充层焊缝进行显微组织观察,如图5a、图6a红色方框标记所示。
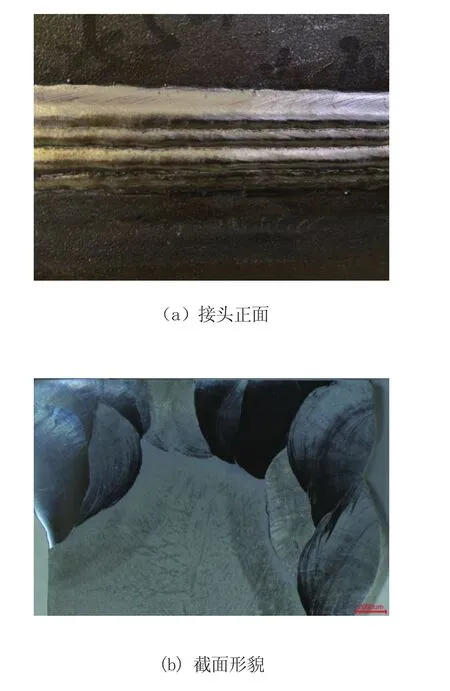
图6 埋弧焊接头示意图
焊条电弧焊接头不同位置的焊缝微观组织如图7所示。由于焊条化学成分中Ni含量达到67.65%,故焊缝组织为奥氏体。焊缝结晶过程中发生一定程度的枝晶偏析,析出相(图中黑色颗粒)分布在枝晶间和柱状晶晶界位置。焊缝结晶形态主要为柱状树枝晶(见图7b、图7e)和胞状树枝晶(见图7c)。焊缝组织中奥氏体晶粒(亮白色部分)形态为柱状,焊缝不同位置的奥氏体晶粒尺寸不同,焊道中央的奥氏体晶粒比较细小均匀,如图7e所示。焊道与焊道交界处的奥氏体晶粒大小不一,部分柱状晶比较细长,如图7d所示。后道焊缝相比前道焊缝偏析严重,主要是因为前道焊缝与母材接触,是从室温开始焊接;而后道焊缝受前道焊缝预热和后续焊缝再次加热的影响导致焊缝凝固过程具有差异。
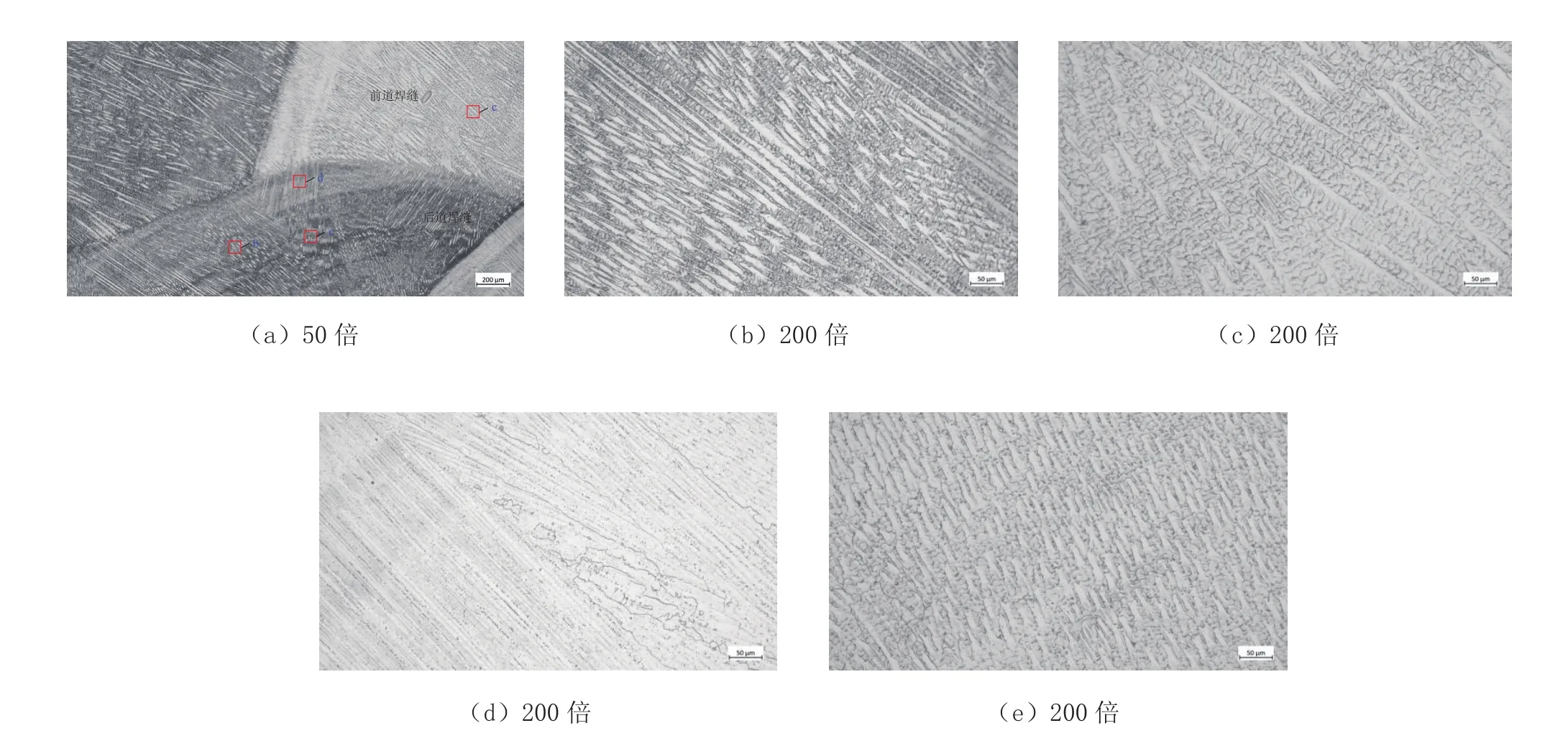
图7 焊条电弧焊接头焊缝不同位置微观组织
埋弧焊接头不同位置的焊缝微观组织如图8所示。埋弧焊丝中Ni含量达到76.2%,因此埋弧焊接头焊缝组织是奥氏体。焊缝结晶过程同样发生一定程度的枝晶偏析,析出相主要呈颗粒状(图中黑色颗粒)分布在枝晶间和柱状晶晶界位置。奥氏体晶粒(亮白色部分)晶粒生长有很强的方向性,呈柱状分布。焊缝结晶形态主要为胞状树枝晶(见图8e)和柱状树枝晶(见图8c、图8d)。焊缝中部晶粒细小均匀,少量奥氏体晶粒生长成为等轴晶,如图8b所示。

图8 埋弧焊接头焊缝不同位置微观组织
焊接接头-196℃低温冲击试验结果表明,9Ni钢埋弧焊焊缝冲击吸收功高于焊条电弧焊。分析主要原因有:
1)埋弧焊焊接头焊缝相比焊条电弧焊焊缝组织中奥氏体晶粒更均匀细小且晶界多。由于晶界增多,偏析分散,偏析程度会减弱,有助于提高焊缝韧性。
焊条电弧焊接头焊缝组织主要为柱状树枝晶,埋弧焊接头焊缝组织主要为胞状树枝晶。胞状树枝晶比柱状树枝晶偏析程度小,也可降低偏析对焊缝韧性的影响。
2)从组成焊缝的填充材料化学成分看,焊条中的硫和磷含量都高于埋弧焊丝。在含镍较高的钢中,硫与镍能结合成硫化镍,而硫化镍与镍生成熔点为637℃的低熔点共晶硫化镍与镍,磷与镍能结合成Ni3P,Ni3P与镍能形成熔点为870℃的低熔点共晶Ni3P+Ni0。以上产物使焊缝结晶裂纹倾向增加,从而降低焊缝冲击韧性。
焊接接头维氏硬度试验结果表明,9Ni钢埋弧焊焊缝硬度高于焊条电弧焊,主要与焊缝析出相不同有关。焊接材料中除基体元素Ni以外,焊条中主要合金元素为Cr,可推测焊条电弧焊接头焊缝中主要为富Cr的析出相;埋弧焊丝中主要合金元素为Mo,可推测埋弧焊接头焊缝中主要为富Mo的析出相。
由于9Ni钢属于易淬火钢,因此焊接接头热影响区分为过热区、完全淬火区和不完全淬火区。
1)过热区 图9所示为焊条电弧焊与埋弧焊接头过热区微观组织对比,从微观组织照片可看到原奥氏体晶界(PAGB)、不同位向的马氏体板条束(Packet)和粒状贝氏体(GB)。焊条电弧焊接头过热区组织为粗大板条马氏体,原奥氏体晶界分布着细晶粒链使晶界异常粗化。文献[10]中认为该现象属于遗传现象,即当组织转变时转变产物继承原始组织某些特征的一种现象,晶界上存在多排细小成串的晶粒链时为部分遗传,发生遗传现象会造成晶界弱化,改变断裂形式,恶化低温韧性。埋弧焊过热区组织为板条马氏体和少量粒状贝氏体,板条马氏体尺寸相对较小。粒状贝氏体出现使马氏体转变空间减小,因而细化了马氏体组织。统计焊接工艺参数得到焊条电弧焊接头平均热输入为1.2 kJ/mm,埋弧焊接头平均热输入为1.15 kJ/mm,更高的热输入会增加焊缝在高温停留时间进而导致晶粒长大。因此过热区力学性能表现为埋弧焊接头冲击吸收功高于焊条电弧焊,宏观维氏硬度低于焊条电弧焊。


图9 焊条电弧焊a与埋弧焊b过热区微观组织(500倍)
2)完全淬火区 完全淬火区组织为细小的板条马氏体和少量残余奥氏体。此区域受热温度处在AC3~1 000 ℃之间,冷却速度较快,所以得到细小的板条马氏体。埋弧焊接头和焊条电弧焊接头焊缝熔合线+2 mm位置均处在完全淬火区。从微观组织可看出与过热区相比,完全淬火区板条马氏体晶粒尺寸明显变小,因此完全淬火区相比过热区具有更好的韧性。对比埋弧焊接头和焊条电弧焊完全淬火区晶粒尺寸,埋弧焊接头完全淬火区晶粒比较细小,因此埋弧焊接头完全淬火区低温冲击韧性优于焊条电弧焊,焊条电弧焊与埋弧焊完全淬火区微观组织见图10。

图10 焊条电弧焊与埋弧焊完全淬火区微观组织(500倍)
3)不完全淬火区 不完全淬火区组织为马氏体和残余奥氏体,组织中出现许多白色晶粒。该区域母材被加热到AC1~AC3温度之间,此温度只能使部分马氏体组织奥氏体化,晶粒大小不一、组织不均匀,焊条电弧焊与埋弧焊不完全淬火区微观组织见图11。

图11 焊条电弧焊与埋弧焊不完全淬火区微观组织(500倍)
熔合区主要由焊缝中的柱状奥氏体及析出相、熔合线、和过热区中的板条马氏体组织构成,图12所示为焊条电弧焊与埋弧焊接头熔合区组织对比。该区域力学性能由焊缝组织与过热区组织共同决定。

图12 焊条电弧焊与埋弧焊熔合区微观组织(200倍)
3 结论
采用焊条电弧焊和埋弧焊进行9Ni钢横位置焊接,皆可得到合格的焊接接头。埋弧焊接头焊缝、熔合线和热影响区位置-196℃低温冲击吸收功高于焊条电弧焊,具有较好的低温韧性。埋弧焊接头焊缝硬度高于焊条电弧焊,而热影响区硬度低于焊条电弧焊。9Ni钢焊条电弧焊和埋弧焊接头焊缝组织都是奥氏体+析出相,焊条电弧焊接头焊缝结晶形态主要为柱状树枝晶,埋弧焊接头焊缝结晶形态主要为胞状树枝晶。焊条电弧焊接头过热区组织为粗大板条马氏体,且有晶界粗化现象,恶化低温冲击韧性。埋弧焊接头过热区组织为板条马氏体和少量粒状贝氏体,低温冲击韧性相对较好。
