PBAT/玉米淀粉增塑改性及可降解性能研究*
2022-04-26宋佳奇聂羽慧陈志琪潘均安王晨光阳范文邓健能蔡国权
卢 淦,宋佳奇,聂羽慧,陈志琪,潘均安,王晨光,阳范文,邓健能,蔡国权
(1广州医科大学生物医学工程系,广东广州 511436;2广州海珥达环保科技有限公司, 广东广州 510430)
医疗包装是医疗器械产品的重要组成部分,其品种繁多,主要包括可重复性使用包装材料及一次性使用包装材料[1]。可重复性使用包装材料存在如硬质容器成本高昂,棉布包装灭菌后有效期短,一次性使用包装材料聚乙烯、聚丙烯等薄膜和无纺布等包装材料等无法降解,产生大量医疗垃圾污染环境等问题[2-5]。
PBAT作为一种热塑性生物可降解塑料,具有良好的生物降解性[6],可在自然条件下降解,在生物降解产品领域应用广泛[7-8]。玉米淀粉价格低廉,可降解为二氧化碳和水,选用玉米淀粉为填充改性材料[9],既可加快降解速度,还能有效降低成本,为解决“白色污染”提供了一个良好的途径[10-11]。增塑剂可使聚合物塑性增强,降低成本,提高生产效益。增容剂可提高共混的分散度,增强聚合物与填充组分之间的相容性[12-14]。
本研究采用PBAT为基料,添加玉米淀粉、HM-128和山梨醇等为改性剂,制备出一种力学性能优良、可降解和性价比高的医用包装材料,在满足一次性医疗器械包装要求的同时,降低医疗包装材料成本,减少“白色污染”,具有广阔的应用前景。
1 实验部分
1.1 原材料
PBAT TH801,新疆蓝山屯河化工股份有限公司;HM-128,广州市海珥玛植物油脂有限公司;山梨醇,市售;玉米淀粉,市售。
1.2 实验仪器
转矩流变仪:RT0I-55/20,广州市普同实验分析仪器有限公司;热压成型机:BL-6170-A,东莞宝轮精密检测仪器有限公司;小型精密双螺杆挤出机:MEDI-22/40,广州市普同实验分析仪器有限公司;冲片机:CP-25型,上海化工机械四厂;电子拉力试验机:CMT40204(20KN) ,深圳新三思材料检测有限公司;恒温恒湿试验箱:BT-LC-402,深圳市长旭机械设备有限公司。
1.3 改性材料制备方法
按照表1配方准确称取各原材料并混合均匀。采用转矩流变仪熔融共混制备改性材料,温度设定为170℃、转速50r/min、混炼时间8min。然后用热压成型机将上述材料在 180℃下压制成薄片,热压工艺为预热时间 7min、热压时间1min、冷却时间5min。

表1 玉米淀粉含量不同的材料配方设计Table 1 Formula design of blends with different corn starch content
1.4 性能测试
(1)力学性能测试:试样放置24h后,利用冲片机制备标准力学样条,采用电子拉力试验机按GB/T 1040.1-2018测试拉伸强度和断后伸长率,拉伸速率为500 mm/min;按照GB/T 529-2008测试材料的撕裂强度。(2)加速老化试验:试样放置24h后,在恒温恒湿试验箱中,保持温度60℃、相对湿度为60%,进行加速老化试验,测试老化前后的力学性能和接触角的变化。
2 结果与讨论
2.1 PBAT改性材料的制备及性能
2.1.1 玉米淀粉含量对材料拉伸性能的影响
玉米淀粉含量对拉伸强度、断后伸长率的影响如图1所示。
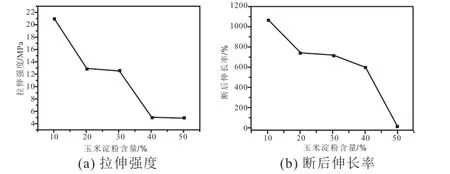
图1 玉米淀粉含量对拉伸性能的影响Fig. 1 Effect of corn starch content on tensile properties
随着玉米淀粉含量增加,材料的拉伸强度和断后伸长率呈逐渐下降的变化趋势;当玉米淀粉含量从10%增加到30%时,拉伸强度从21MPa下降到12.6MPa,断后伸长率从1068%下降到716.5%,下降幅度明显;当玉米淀粉含量达到50%时,断后伸长率接近0%。产生上述现象的原因与玉米淀粉颗粒随其含量增加,在PBAT基体中产生团聚效应有关。当淀粉含量较低时,熔融共混过程中淀粉颗粒在剪切作用力下粒径变小,产生的应力集中不明显,故当其含量为10%时力学性能保持较高;随着其含量增加,被剪切分散变小的淀粉颗粒相互碰撞,又发生团聚,粒径变大、数量增加,产生的应力集中效应更加明显,故拉伸强度和断后伸长率随之下降。
2.1.2 玉米淀粉用量对材料撕裂强度的影响
玉米淀粉含量对撕裂强度的影响如图2所示。随着玉米淀粉含量增加,材料的撕裂强度呈现持续下降的变化趋势;当玉米淀粉含量从10%增加到30%时,撕裂强度从80N/mm下降到66.7N/mm;当玉米淀粉含量超过40%,其撕裂强度大幅度下降。撕裂强度的下降是由于淀粉含量增加,其粒径和数量随之增大,应力集中效应变大。
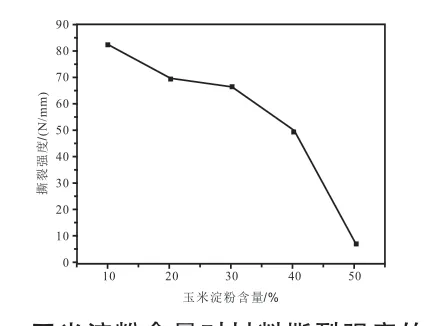
图2 玉米淀粉含量对材料撕裂强度的影响Fig.2 Effect of corn starch content on tear strength
2.1.3 玉米淀粉用量对材料接触角的影响
玉米淀粉含量对接触角的影响如图3所示。随着玉米淀粉含量增加,材料的接触角呈现先下降再上升再下降最后再上升的变化状态,无规律可循;当玉米淀粉为20%时,接触角达到最小值78°;当其含量为30%时,其接触角到达最大值85°。

图3 玉米淀粉对材料接触角的影响Fig. 3 Effect of corn starch content on contact angle
通过上述研究,考虑力学性能时玉米淀粉含量为10%时为最佳配方,此时其拉伸强度为21.5MPa,断后伸长率为1068%,撕裂强度为80N/mm,接触角为79°。然而,添加10%的淀粉的成本最高,性价比低。综合考虑力学性能和成本,淀粉含量为30%的配方性价比最高,其拉伸强度为12.6MPa,断后伸长率为716.6%,撕裂强度为66.7N/mm,接触角为85°。
2.2 双螺杆制粒中试研究
对淀粉含量为30%的配方,进行双螺杆挤出机中试实验造粒,采用压制薄片和吹塑薄膜后测试其力学性能和接触角,结果见表2。

表2 两种工艺结果对比Table 2 Comparison of the results of the two processes
从表2可知,当制样方法相同时,转矩流变仪和双螺杆共混工艺所制备的材料力学性能基本一致,双螺杆挤出机中试性能略优于转矩流变仪。制样方法对性能有一定影响,压片法比吹膜法制样的性能偏高:拉伸强度高12.2%,断后伸长率高14.5%,撕裂强度高出19.5%,接触角高5.7%。通过小试与中试对比可知,该配方中试后性能保持比较理想,可满足一般医用包装材料的性能要求。
2.3 可降解对比实验
将表1配方制备的材料压片分为两组,一组在自然条件下放置24h对其进行力学性能测试,另一组在温度60℃、相对湿度为60%的条件下加速老化168h之后再进行性能测试,对比老化前后的材料性能变化。
2.3.1 加速老化对材料拉伸性能的影响
加速老化对拉伸强度、断后伸长率的影响如图4所示。对于拉伸强度而言,当玉米淀粉含量≤30%时,老化前后的拉伸强度出现明显下降;当其含量≥40%时,老化前后拉伸强度变化不大,原因是淀粉含量超过40%时,材料本身的拉伸强度较低;对于玉米淀粉含量为30%的配方,其差值最大达到了5MPa。对于断后伸长率而言,玉米淀粉含量为10%的配方,老化后的断后伸长率为780%;当玉米淀粉含量≥20%时,老化后的断后伸长率下降到接近0%,说明老化后的材料已经变脆,性能有了大幅度衰减。

图4 加速老化对材料拉伸性能的影响Fig. 4 Effect of accelerated aging on tensile properties
2.3.2 加速老化对材料撕裂强度的影响
加速老化对撕裂强度的影响如图5所示。当玉米淀粉含量≤40%时,老化后撕裂强度的下降幅度随其含量增加而增大;当玉米淀粉含量为30%时,老化后的撕裂强度为32N/mm,比老化前下降了一半;当玉米淀粉含量为50%时,由于老化前的撕裂强度很低了,老化后撕裂强度也有所降低,最小值1.67N/mm。

图5 加速老化对材料撕裂强度的影响Fig.5 Effect of accelerated aging on tear strength
2.3.3 加速老化对材料接触角的影响
加速老化对接触角的影响如图6所示。随着玉米淀粉含量的增加,老化前材料接触角呈“W”状,上下波动较大,老化后材料接触角整体呈上升趋势,老化前材料接触角均小于老化后材料接触角,说明老化前材料亲水性优于老化后材料亲水性。当在玉米淀粉含量30%时,老化前后的差值最小为1°。

图6 加速老化对材料接触角的影响Fig.6 Effect of accelerated aging on contact angle
通过上述研究,在温度60℃、相对湿度为60%的条件下模拟加速降解,当玉米淀粉含量≥20%时断裂伸长率显著降低,说明其降解性能明显加快,说明增加材料中淀粉含量可加快降解速率。
3 结论
(1)随着玉米淀粉含量增加,材料的拉伸强度呈现先下降、然后趋于平衡的变化趋势,断后伸长率和撕裂强度呈现持续下降的变化趋势。
(2)改性材料性价比最高的配方为:64%的PBAT TH801、2%的HM-128、4%的山梨醇和30%的玉米淀粉;此时材料的拉伸强度为12.6MPa,断后伸长率为716.6%,撕裂强度为66.7N/mm,接触角为85.1°。
(3)通过双螺杆制粒中试研究,发现转矩流变仪与双螺杆挤出机制备的材料性能基本相当,吹膜制样的力学性能保持良好。
(4)加速老化后,材料的力学性能均差于老化前,断裂伸长率大幅度下降,增加淀粉含量可加快材料的降解速率。
