童车骨架热流道注塑模设计
2022-04-23华丽霞刘沛龙郭兴
华丽霞,刘沛龙,郭兴
(1.义乌工商职业技术学院,浙江义乌 322000; 2.山东省教育发展服务中心,济南 250011)
童车骨架塑件是童车塑件中最为复杂的塑件之一,该塑件注塑模具设计有以下难点:(1)塑件上所设置的功能附加特征结构复杂,形式多样,特别是侧抽芯脱模时成型件容易拉坏塑件,且侧抽芯机构的设计受限制条件也比较多[1-2];(2)由于塑件尺寸大,采用冷流道浇注系统很难达到模腔充填饱满的效果,容易产生诸如缺料、熔接线、裂纹等注塑品质缺陷[3-5]。因而,在设计童车骨架塑件的注塑模具时,如何保证模腔得到充足充填和实施有效保压,如何使复杂特征的脱模无损、可靠,如何简化脱模机构和模具整体结构,以降低模具制造成本,是设计人员必须慎重考虑的综合性问题。
1 童车骨架结构
童车骨架结构如图1所示。该童车骨架采用30%玻纤(GF)增强聚丙烯(PP)材料进行注射成型,缩水率为0.4%~0.5%。童车骨架外形基本尺寸为350.6 mm×162.6 mm×86.0 mm。童车骨架的结构特征构成较为复杂,主要表现为:塑件4个侧面上的子特征设计各不相同,种类构成多且复杂;4个侧面的外壁上,A侧面及C侧面侧孔多,B侧面有2个过孔座,过孔座侧边设置有侧槽,D侧面整体为1个龙门槽;塑件内壁上,中间部位加强筋多,中间部位靠近B侧面一端设置有1个双圆槽,双圆槽的每个单个圆槽侧壁上设置有4个卡扣槽,共8个卡扣槽,卡扣槽为矩形通孔槽,每个卡扣槽外侧都设置有1个错层槽筋,共8个错层槽筋。

图1 童车骨架
结合塑件结构特点及同类塑件模具设计经验,可以判断塑件成型模具设计有以下要求:(1)模腔的浇注须采用多个浇口进行浇注,以保证模腔各充填末端获得充足的充填和有效保压,较好的办法是采用多点热嘴进行充填;(2) 4个侧面的脱模需要设置4个侧面抽芯脱模机构来实现,且须满足4个侧面上各种不同特征的无损脱模;(3)双圆槽侧壁上8个卡扣槽的每个卡扣槽都需要使用一个内收抽芯机构在狭窄空间内对其实施侧抽芯脱模;(4)塑件局部特征的成型,如错层槽筋等,采用整体式成型件进行成型时,整体式成型件的加工难度大,成型件需要使用多个小镶件进行镶拼组合,以降低成型件加工难度。模腔的浇注、塑件4个侧面的脱模、卡扣槽的脱模、局部区域复杂特征成型件的设计是塑件模具结构设计的难点[6-7],因而,模具结构设计须从浇注系统、脱模机构、成型件设置、冷却系统及整体结构布置等方面进行优化设置,以完成塑件的模具结构设计。
2 模具结构
设计的塑件模具结构如图2所示。
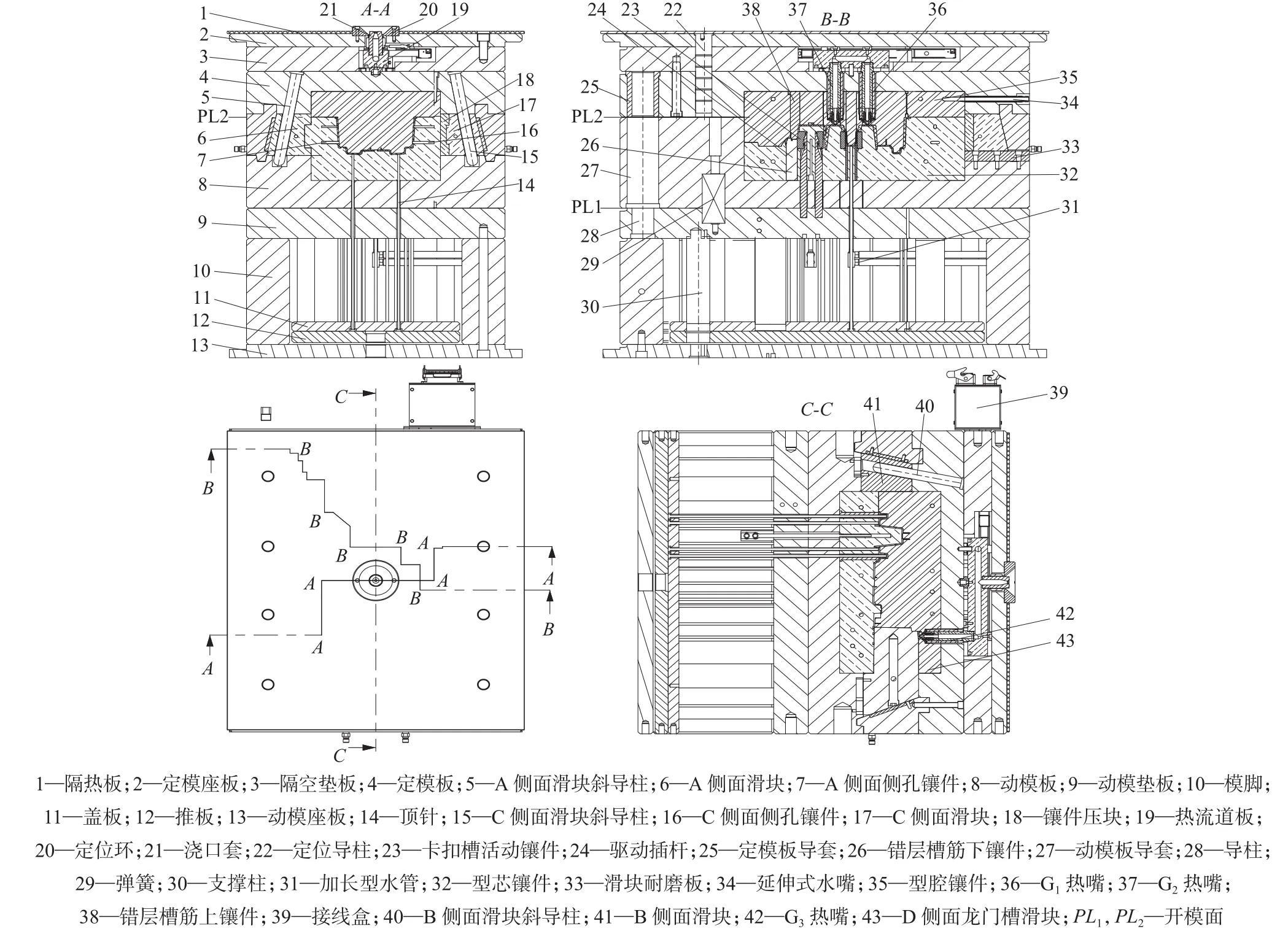
图2 模具结构
模具为一种多板式热流道模具。模架选用龙记标准模架,规格为LKM AI6080-A120-B240-C260,在模架动模一侧增加了动模垫板9,使得模具成为一种多板式结构模具。之所以选用多板式模架结构,是由于塑件双圆槽特征侧壁上的8个卡扣槽的每个卡扣槽都需要使用侧抽芯脱模,需要增加一次开模(PL1面),用以驱动8个卡扣槽的成型件实施侧抽芯脱模[9-11]。之所以选用3点式热嘴热流道浇注系统进行浇注,主要是因为塑件尺寸较大,使用冷流道浇注系统浇注时,因流动路径过长而容易产生冷料堵塞流道和浇口问题,使模腔充填困难,所以,为缩短浇注系统流道长度及便于实施多点浇注,使用3点式热嘴热流道浇注系统对模腔实施浇注,热嘴使用开放式热嘴。因塑件尺寸较大,模具规格尺寸也较大,模具需要使用容模尺寸较大的注塑机。因模腔四面需要设置4个侧抽芯脱模机构,模腔布局只能使用1模1腔布局。鉴于热流道浇注系统开设的需要,模架上需要单独安装热流道板19,且该板需采取绝热措施,因而定模座板2和定模板4之间需要加装隔空垫板3,加装此板后,定模座板2、隔空垫板3和定模板4三块模板之间的安装定位使用4个均衡布置的定位导柱22进行定位,这样做的好处是,定位导柱22是标准件,可以直接选用而无需另外加工,并且导柱本身的加工精度相对较高,定位精准,尺寸较大(Ø32 mm),强度好,能有效保证热嘴的安装精度。动模板8和动模垫板9之间有一次开模打开(PL1面),需要借助4个均衡布置的弹簧29进行撑开,弹簧29在PL1面闭合时处于压缩状态,预压缩量为10%。
3 成型件
成型镶件设置如图3所示。
为便于成型零件加工,节省贵重钢材用量,以降低模具的制造成本,模腔由多个成型件镶拼组合而成[12-15]。其中,主成型件由型芯镶件32、型腔镶件35组成,两者的分型面设置如图3a所示。对于分型面的设置,不能以塑件的最大外沿轮廓线来进行设置,而是结合塑件侧面成型及脱模所需的成型件形状来进行设置,因而,在设置了图3a所示的分型线后,模腔的分型面由多个高度不同的局部分型面组合而成。型芯镶件32、型腔镶件35闭合时由4角的4个锥台进行定位,每个锥台的锥面斜度为5°,型芯镶件32、型腔镶件35两主要成型件的4角使用R20圆角,以便于两者在各自对应的模板框槽中安装。主成型件加工时,都统一以L形基准标识所在位置的两个侧面作为加工基准,这样能有效减小成型件之间的装配误差,保证模腔闭合精度。鉴于主成型件型芯镶件32、型腔镶件35中心部位有较多的细小而突兀的成型部位,两者材料都选用合金工具钢DIN1.2738,该材料能满足两个成型件细小突兀成型部位的高应力使用要求,且DIN1.2738能进行渗氮、镀铬、火焰硬化表面等处理,有良好的机械加工、抛光性能,能满足塑件材料对成型件表面的硬度、耐磨性等要求。

图3 成型镶件设置
为保证模腔的强度,针对塑件4个侧面的侧抽芯成型件的设计做以下设置:(1)针对A侧面、C侧面和B侧面三个侧面的成型与脱模要求,A侧面和C侧面的每个侧孔、B侧面的过孔座成型件都使用一个单独的镶件成型,然后由设置在型芯镶件32外周的3个滑块机构驱动而实施抽芯,这样能非常有效地保证型芯镶件32的整体强度,同时,又能防止侧面成型件侧抽芯脱模时将塑件侧面拉拽变形而损坏塑件,如图3b所示。A侧面的成型件即A侧面滑块6上镶嵌有A侧面侧孔镶件7和镶件a1~a6;C侧面的成型件即C侧面滑块17上镶装有C侧面侧孔镶件16和镶件c1~c6;B侧面的成型件即B侧面滑块41上镶装有镶件b1和b2。(2)针对D侧面,只能使用一个整体式成型件——D侧面龙门槽滑块43进行成型和抽芯脱模。
针对错层槽筋特征,因其正面特征和反面特征形状都比较尖锐、突兀,直接从型芯镶件32、型腔镶件35上加工出其成型特征时,加工难度非常大,因而采用镶件组合的方式来获得其成型件,故型芯镶件32内设置镶件e1(零件38)~e6共6个镶件,如图3b所示,型腔镶件35内设置镶件g1~g8共8个镶件,如图3c所示。镶件g9和g10为成型两个小孔的镶件。
针对双圆槽内壁上的8个卡扣槽,设置8个卡扣槽活动镶件f1~f8,以其中的镶件f5即图3d中的卡扣槽活动镶件23为例,将该镶件结构设置成横向抽芯滑块形式,由驱动插杆24进行驱动,驱动插杆24按F1向向下移动时,将通过T型槽驱动卡扣槽活动镶件23按F2向做4.5 mm的侧向抽芯,实现卡扣槽特征的抽芯脱模。
4 浇注系统
模腔的浇注采用3点式热嘴热流道浇注系统进行浇注,如图4所示,浇注系统的设计如下:

图4 热流道浇注系统
(1)热嘴内径。G1热嘴36,G2热嘴37及G3热嘴42选用AESB16型热嘴,经计算,浇口直径为4.75 mm,为便于加工,取浇口直径为6 mm。浇口长度对注塑过程的顺利进行有明显的影响,为防止热嘴的浇口出现拉丝流延问题,浇口长度与浇口直径之比应小于1,因而,3个热嘴的浇口长度取5 mm。
(2)热膨胀误差。浇注系统加热到模具工作状态时,热流道板19和3个热嘴因温度升高将会产生热膨胀变形,这将涉及到两个问题:①热流道板19变形会导致该板上的3个热嘴安装孔的中心线与3个热嘴的中心线错位,主要体现为图4b中L1,L2,L3尺寸的变化;②3个热嘴长度发生变化,主要表现为热嘴36、热嘴37的长度L4变长,热嘴42的长度L5变长。设计时应考虑室温状态和注塑温度状态下L1~L5尺寸的变化。
(3)加热功率。在浇注系统中,热流道板19和3个热嘴外壳使用膨胀系数小的合金钢材S136材料,经计算,热流道系统总体所需加热功率约为5 kW。
(4)密封。热嘴与热流道板之间的流道外围须采取密封措施,防止溢料。
(5)防堵塞。GF增强PP的熔融黏度增大,流动性变差,须提高注塑压力;尽量避免或少使用回料/颗粒污染料,以防堵塞热流道。GF增强后,PP的吸湿性能增大,注塑时应烘干。
采用的浇注系统具有如下特点:①节约塑料,缩短成型周期,降低注射压力要求;②能获得持续的保压来控制塑件变形;③简化模具结构,降低生产成本。
5 冷却系统
在模具中,模腔的冷却使用9条冷却管道进行冷却,其中型腔一侧使用5条水路,型芯一侧使用4条水路。冷却水水路直径都为12 mm,以保证模腔获得足够冷却。为达到较好的冷却效果,在型腔镶件32内开设多个冷却水井,以使冷却水尽可能接近外表成型面。在A侧面滑块6,C侧面滑块17和D侧面龙门槽滑块43上,设置的水路尽可能跟随滑块的成型面形状,以保证模腔冷却效果均匀。在型芯冷却水路中,设置多个冷却水井,以加强对镶件g1~g8所在区域的冷却。
6 脱模机构
脱模机构布置如图5所示。塑件的脱模设计包括4个部分:(1) 8个卡扣槽的内收抽芯脱模;(2)塑件从型腔镶件35上脱模;(3) 4个侧面都需要侧抽芯脱模,(4)塑件须从型芯镶件32上最终脱模。因而,设计模具结构时,在模架上增加了一次开模(PL1面),用于驱动8个卡扣槽成型件抽芯脱模;动模上设计了4个侧面滑块抽芯机构,在PL2面打开的同时完成塑件4个侧面及其上子特征的侧抽芯脱模。由于A侧面滑块6,C侧面滑块17及D侧面龙门槽滑块43都是体积较大的大滑块,此3个滑块都采用2根斜导柱进行驱动。由于模腔四周都有滑块机构,相邻滑块机构之间须设置保证闭模精确定位的边锁。在动模板8上配置有多块耐磨板,能起配模平衡作用,便于配模,还可以起到防止锁模力在闭模时压坏模腔分型面的作用。塑件的完全脱模由均衡布置的43根顶针顶出,每根顶针的直径都需在10 mm以上,以确保顶针顶出的刚度。

图5 脱模机构布置
7 模具工作过程
结合图2所示,注塑完成后,模具按以下几步动作完成塑件的脱模:模具开启时,在注塑机动模板的驱动下,模具动模下行,由于均衡布置的4个弹簧29的撑开,模具首先在PL1面处打开,打开时,紧固安装在动模垫板9上的8个驱动插杆24拉动各自对应的卡扣槽活动镶件23完成侧抽芯,PL1面打开距离为34 mm,此距离使用4个拉杆进行定距。动模继续下行,模具在PL2面处打开,打开过程中,塑件从型腔镶件35中脱出,同时,A侧面滑块6,C侧面滑块17,B侧面滑块41和D侧面龙门槽滑块43完成侧抽芯,PL2面打开距离为285 mm。模具动模继续下行,注塑机顶杆顶住推板12而将顶针顶住,从而将塑件从型芯镶件32上脱出,实现塑件的完全脱模。复位过程与此相反。
8 结语
采用三点式热流道浇注系统,解决了童车骨架塑件体积大、结构复杂而难以使用冷流道浇注系统进行浇注问题。四个侧面使用侧滑块抽芯机构进行侧抽芯脱模、模架增加一次开模动作驱动8个卡扣槽成型件实施侧抽芯脱模等措施的采用,使模具的生产制造难度得到有效降低,塑件的注塑生产实现了完全自动化,生产效率得到较大提升。
