激光功率对19Cr 双相不锈钢焊接接头组织及性能的影响
2022-04-22杨晓茹冉庆选蒋晓军韩日宏王少卿曹雅彬
0 前 言
双相不锈钢 (duplex stainless steel, DSS) 是由相当体积分数的铁素体 (α) 与奥氏体 (γ)组成的复相金属材料, 因此其性能兼具奥氏体不锈钢优良的韧性和可焊接性, 以及铁素体不锈钢的高强度和耐应力腐蚀性能, 目前被广泛应用于海洋、 原浆、 石油化工、 造纸和能源等行业
。经济型双相不锈钢采用 “以Mn、 N 代替Ni” 的合金设计理念, 减少了贵重金属Ni 的用量, 大大降低了合金成本。 由于以Mn、 N 代替Ni 会降低不锈钢中奥氏体稳定性, 使奥氏体呈亚稳态, 而亚稳态奥氏体相在塑性变形过程中会发生形变诱导马氏体相变, 而形成相变诱导塑性(transformation induced plasticity, TRIP) 效应, 从而显著提高材料的塑性
。
①记录新生儿呼吸机相关肺炎的发生情况,新生儿呼吸机相关肺炎的诊断标准[2]:新生儿在机械通气治疗48小时后及撤机、拔管48小时内,出现发热、气道脓性分泌物、血常规检查白细胞计数异常升高,胸部影像学检查可见新的浸润阴影;②记录住院时间;③在患儿出院日采用本院自拟的护理满意度问卷对患儿家属进行调查,对护士的仪表仪容、服务态度、语言沟通、健康教育、操作技能等进行评分,满分100分,分数在95分以上为非常满意,75~90分为满意、75分以下为不满意。
焊接作为重要的成型手段, 对不锈钢的生产应用和推广具有深远的影响。 由于传统的焊接方法如手工电弧焊、 氩弧焊、 埋弧自动焊和二氧化碳气保焊存在热源作用面大、 热量分散的缺点,近年来激光焊接工艺的发展已经取得了很大的进展, 激光焊接具有焊接效率高、 热影响区窄及热变形小等优点, 已经逐渐发展为先进的焊接技术
。本研究采用激光自熔焊对经济型19Cr 双相不锈钢进行焊接, 研究不同激光功率对焊接接头组织和性能的影响。
1 试验材料与方法
试验材料为冷轧处理的1 mm 厚19Cr 经济型双相不锈钢(Fe-18.9Cr-10.1Mn-0.3Ni-0.26N-0.03C), 其化学成分见表1。

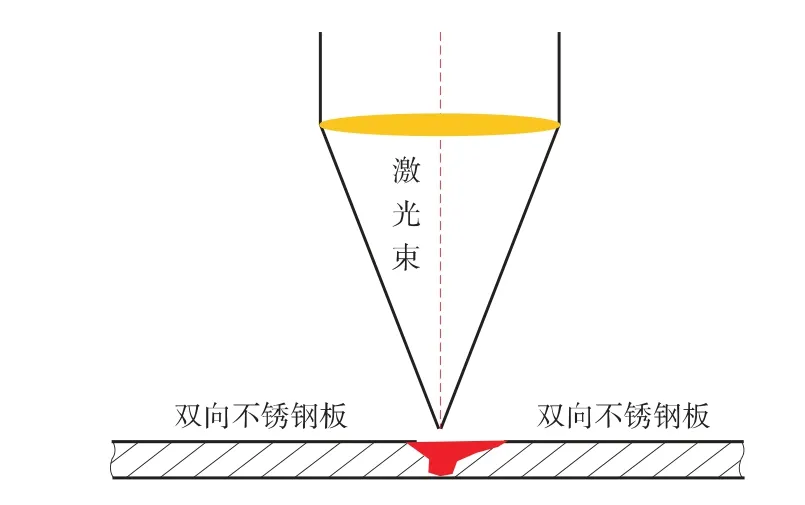
试样的激光自熔焊焊接主要操作由YLS-4000 型激光器和KUKA-3HA 型机器人手臂来完成, 焊接接头的放置位置采取对接方式, 不开坡口, 激光焊接方式如图1 所示。
试验前优化焊接参数, 相关研究
认为, 在焊接过程中, 焦点聚焦位置位于一定范围内时板件才能获到较大的熔深, 若超过或低于这一范围, 焊接熔深可能达不到要求, 基于以上研究把离焦量确定为0 mm, 同时将焊接速度由13 mm/s提高到20 mm/s 时, 焊接接头成形美观且具有良好的力学性能, 因此确定焊接速度为20 mm/s。本研究探究不同激光功率对19Cr 双相不锈钢焊缝的宏观形貌、 微观组织、 力学性能和腐蚀性能的影响情况, 对于离焦量和焊接速度是固定不变的, 工件1~7 的激光功率分别为500 W、700 W、 900 W、 1 000 W、 1 050 W、 1 100 W和1 300 W。
除此之外,教师还可以在课堂中结合现代化的信息设备帮助教学活动的顺利召开。施工组织管理课程自然是一门较强实践操作性较强的专业,除了开展理论教学之外,教师还可以带领学生去企业实习,让学生在现场感受实用性;如果技工学校的办学条件有限,教师则可以在课堂中播放一些企业施工现场的操作流程图片或者视频,让学生直观的了解现场的操作过程,拓宽学生的认知范围,帮助学生形成从理论到实践的有效转变,提高学生的专业综合能力。
如果在此处假设覆盖值阈值η=2.50,则原始覆盖决策系统中置信度不小于0.60且覆盖值不低于2.50的规则为r1,r2,r3,r4和r6。又因为(x3)A⊆(x2)A⊆(x1)A且conf(r3)=conf(r2)=conf(r1)=1,所以根据定义10知规则r2和r3是冗余的,r1是最优的且其语义解释为“如果(价格,高)∧(结构,合理)∧(色彩,好)∧(周围环境,安静),那么(d,售卖)”。综上,原始覆盖决策系统(U,A∪D)中置信度不小于0.60且覆盖值
焊接完成后经切样、 冷镶、 磨样后采用YMP-2 型双盘无极变速抛光机抛光, 用SS-305型电解刻蚀仪腐蚀; 用Olympus 金相显微镜观察金相显微组织; 用ZEISS 金相显微镜拍摄样品整体腐蚀外观形貌; 采用数字显微硬度计测量焊缝不同区域显微硬度, 采取等距测量法, 间距为400 μm; 同时用RST 电化学工作站检测试样的腐蚀性能。
2 试验结果与讨论
2.1 焊缝宏观形貌观察
不同激光功率下19Cr 双相不锈钢焊缝正面及背面宏观形貌如图2、 图3 所示。 由图2 可以看出, 焊缝正面的平整度随激光功率的升高先升高后降低, 激光功率为1 000 W 和1 050 W时焊缝成形较好。 随着激光功率的升高, 焊缝宽度和受热区域逐渐变宽。 由于激光功率热输入增大, 激光束的热辐射区域和接头熔化金属区域变宽, 从而使得焊缝变宽。 由图3 可以看出, 随着激光功率的增加, 双相不锈钢焊接接头处由未熔透逐渐向过熔发展, 激光功率为500 W 时接头背面未熔透, 而激光功率为1 300 W 时焊接接头出现过熔透现象。 由于激光功率增加, 热输入量增大导致焊接接头金属熔化逐渐变得更充分。 通过对焊缝背面整体观察发现, 激光功率为1 000 W、 1 050 W 和1 100 W 时焊缝成形性偏好。


2.2 焊缝成形及缺陷分析
不同激光功率焊接时焊缝缺陷如图4 所示。由图4 (a) 可以看出, 激光功率为500w 时焊缝两侧均匀分布堆积金属。 这是因为采用激光自熔焊焊接时没有辅助材料(焊丝或焊剂) 添加, 焊缝处熔融金属在表面张力的作用下流动, 而由于焊缝处温度越高, 表面张力越小
, 焊缝外侧的表面张力比内侧大, 因而会将焊缝内侧熔融金属拉向外侧, 冷却后形成沿着焊缝两侧边缘均匀分布的堆积金属。 随着激光自熔焊焊接功率的增加, 焊缝中心线与焊缝两侧边缘温度差相对减小, 焊缝两侧分布堆积的金属会逐渐消失。
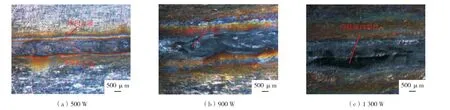
19Cr 双相不锈钢激光自熔焊焊接接头处的缺陷主要表现为气孔和裂纹, 如图4 (b) 所示。激光功率为900 W 时焊缝处有气孔产生, 这主要是因为H 元素和N 元素在金属铁中溶解度随温度的升高而升高, 当铁由固态变为液态时, H和N 的溶解度会迅速升高
, 当液态铁冷却凝固后过饱和的H 和N 便会以气体形式析出形成析出型气孔, 从而造成焊缝处气孔缺陷。
3.1 心理护理 主动、热情接待患者,由于收治我院的臂丛神经损伤患者,部分曾接受过手术,因此护士在接待患者的第一时间就要做到主动、热情,使患者有家的感觉,从而安心接受手术。由于对伤情严重性认识不足,部分患者对手术疗效预期过高。护士反复向患者介绍手术的目的及方法,患肢功能恢复的程度,同时使患者认识到膈神经移位术后,神经恢复要一段时间,克服急躁心理。
19Cr 双相不锈钢在不同激光功率下焊缝处奥氏体含量变化如图6 所示, 焊缝处的奥氏体含量低于母材, 但不少于30%。 同时奥氏体含量随着激光功率的变化先减少再增加, 当激光功率为1 000 W 时, 焊缝处奥氏体含量最低。
不同焊接功率下焊接接头不同区域的微观组织存在较大的不均匀性, 使得接头不同区域的显微硬度有较大的差异。 选取了具有代表性的激光功率700 W、 1 000 W 和1 300 W 的试样接头进行硬度测试, 硬度分布如图7 所示。 由图7 可以看出, 不同激光功率下双相不锈钢冷轧板材激光自熔焊焊缝处显微硬度明显低于母材, 焊缝处的平均硬度值为220HV
, 母材处平均硬度值为370HV
。 由于焊缝处奥氏体含量比母材少, 从而导致焊缝硬度值降低。 焊接激光功率1 000 W 时焊缝处硬度最小, 接近200HV
, 这与激光功率1 000 W 时奥氏体含量最小是一致的。 随着激光功率的增大, 焊接接头软化的范围逐渐增大, 这是由于热输入量增大, 焊缝的分布范围增大, 致使焊接接头的软化范围增大。
2.3 显微组织分析
首先,学生们进行角色扮演游戏,模拟17世纪末18世纪初的国际贸易。学生们分别扮演商人、买家、海关人员等角色,相互讨价还价,买进卖出。过程中,学生须知道自己扮演角色的商业规则,要办清关手续,要考虑运输中可能会遇到风暴或海盗等因素。最终把货物都运到目的地、能赚钱的组就算获胜。
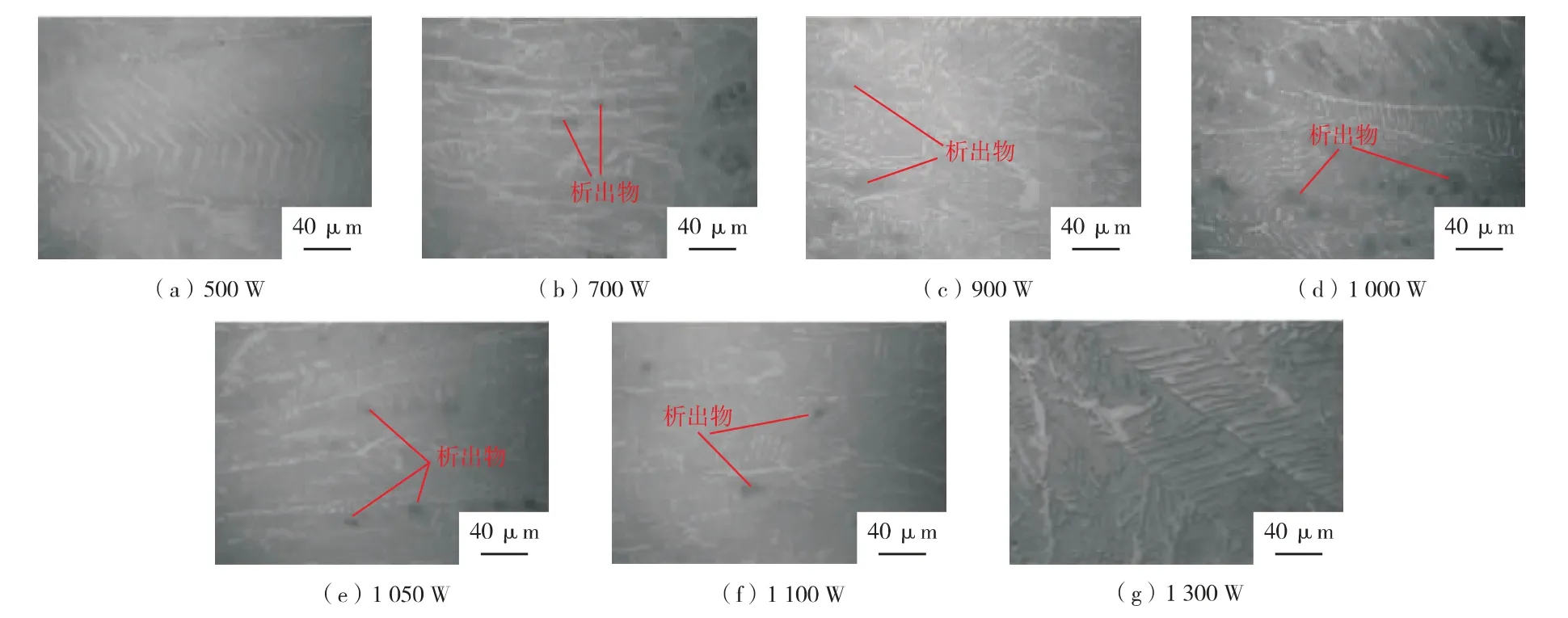
图5 为19Cr 双相不锈钢在不同激光功率焊接下焊缝微观组织形貌, 其中深色区域为铁素体相, 浅色区域为奥氏体相, 可以看出其中存在着析出物。
试剂D2000、Taq酶、Mg2+、dNTPs、RNaseA和海洋生物基因组试剂盒均购于海南天根公司,ITS1和ITS4引物由深圳华大基因合成,琼脂糖(Biowest Agarose)购自海南合辉实业有限公司,核酸染料购自赛百盛公司,其他相关试剂均为国产分析纯。
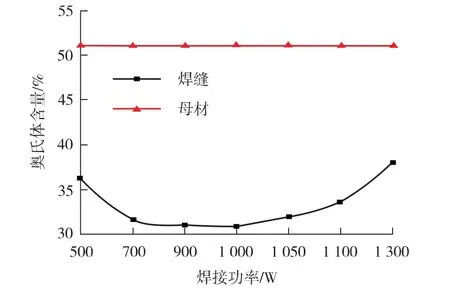
当焊接激光功率从500~1 300 W 变化时,有两大因素控制着奥氏体含量的变化, 一是析出物的含量变化, 二是激光功率变化。 在激光功率从500 W 向1 000 W 逐渐增高时, 析出物逐渐增多, 即对奥氏体相扩展起重要作用的N 元素逐渐以铬的氮化物形式析出, 使得奥氏体和铁素体两相中N 元素逐渐减小, 奥氏体相得不到充分扩展, 因此含量降低。 在激光功率从1 000 W向1 300 W 变化时, 随着激光功率的增加, 焊接接头熔融金属冷却速度相对变慢, 焊缝处铁素体向奥氏体转变的程度相对更加充分, 使得奥氏体含量增加, 同时两相中奥氏体相扩展元素N 元素含量增加, 析出物减少。
结合19Cr 双相不锈钢激光自熔焊焊缝微观形貌和焊缝奥氏体含量变化, 整体分析得出: 双相不锈钢焊缝中析出物主要是铬的氮化物, 同时析出物主要集中在铁素体相上。 由于N 元素在铁素体中的溶解度远小于奥氏体, Cr 元素在铁素体中无限互溶, 在焊接过程中, N 元素均匀分布在熔融金属中, 熔融金属冷却凝固时, 铁素体相中溶解的过饱和N 元素与Cr 元素结合形成铬的氮化物在铁素体相上析出。
2.4 显微硬度分析
图4 (c) 显示当激光功率为1 300 W 时,接头处存在沿着焊缝中心线分布的焊接纵向裂纹。 这是因为激光自熔焊焊接时, 焊接接头处熔融金属冷却结晶, 柱状晶由熔合线向焊缝中心生长
, 在此结晶过程中, 高低熔点溶质的结晶速度不同, 使得低熔点溶质在焊缝中心聚集, 从而形成区域偏析。 随着激光功率的增大, 焊缝熔融金属冷却速度减慢, 区域偏析更加充分。 同时由于试样为冷轧板, 存在着残余应力, 因此在焊接过程中, 焊缝处的残余应力得到释放, 在残余应力与区域偏析共同作用下产生焊缝纵向裂纹。

2.5 电化学腐蚀分析
金属的腐蚀性能用自腐蚀电流和点蚀电位来表示, 自腐蚀电流密度反映腐蚀速度, 点蚀电位反映引起试件点腐蚀的最低电位
。 同时用交流阻抗谱测量焊件的极化电阻值, 拟合电路如图8所示, 其中R
为溶液电阻, R
为扩散电阻, R
为电荷转移电阻, CPE 为常相位角原件, 用于修正材料数据的拟合情况, 适应复杂的电路关系。对激光功率为500 W、 1 000 W 和1 300 W 激光自熔焊焊接接头进行了电化学测试, 测试结果如图9 所示。 自腐蚀电流密度、 点蚀电位和极化电阻值分析结果见表2。



由图9 和表2 可以看出, 激光功率为1 000 W时不锈钢焊接接头的自腐蚀电流密度最低, 点蚀电位最高, 表明焊缝的腐蚀速度最低; 同时根据塔菲尔曲线得出此条件下钝化膜阻抗最大, 表明有较强的抵抗侵蚀的能力。 总的来说, 双相不锈钢激光焊接功率为1 000 W 时具有较好的耐腐蚀性能。 这是由于析出物即铬元素的氮化物含量的增多提高了焊缝耐腐蚀性能。 研究表明, 氮元素对双相不锈钢的耐腐蚀性有重要影响, 由于表面产生了一种Fe-Cr-Ni 合金组成的钝化膜, 析出的氮化物会富集在双相不锈钢钝化膜与基体金属之间,这种富集现象使钝化膜不易破坏, 增强了双相不锈钢的耐腐蚀性能
。
3 结 论
(1) 本试验条件下, 激光焊接功率为1 000 W时经济型19Cr 双相不锈钢焊缝外观形貌平整,缺陷较少, 焊缝成形性最好。
(2) 双相不锈钢激光自熔焊焊缝中奥氏体相含量与母材相比明显降低, 激光功率为1 000 W时焊缝处奥氏体含量最低。 在铁素体相上有Cr元素的氮化物析出, 当激光功率为1 000 W 时析出物含量最多。
(3) 采用激光自熔焊焊接双相不锈钢薄板, 焊缝硬度与母材相比明显偏低, 激光功率为1 000 W 时焊缝处显微硬度最低。
(4) 激光功率为1 000 W 时焊件的耐腐蚀性能最好, 这是由于Fe-Cr-Ni 合金组成的钝化膜提高了耐腐蚀性能。
[1] 张方卓.不锈钢及焊缝的电化学腐蚀性能研究[D].兰州:兰州理工大学,2014.
[2] DENG B,JIANG Y M,XU J L,et al. Application of the modified electrochemical potentiodynamic reactivation method to detect susceptibility to intergranular corrosion of a newly developed lean duplex stainless steel LDX2101[J]. Corrosion Science,2010,52(3):969-977.
[3] RAN Q,XU Y,LI J,et al. Effect of heat treatment on transformation-induced plasticity of economical Cr19 duplex stainless steel[J]. Materials & Design,2014(56):959-965.
[4] KANG J,KIM H,KIM K,et al. Effect of austenitic texture on tensile behavior of lean duplex stainless steel with transformation induced plasticity (TRIP)[J]. Materials Science & Engineering,A,2017(681):114-120.
[5] 季炼平. 激光焊接技术及其应用探究[J]. 山东工业技术,2019(2):47-47.
[6] 徐良. HQ785T1 低合金高强钢激光-MAG 复合热源焊接工艺研究[D]. 北京:机械科学研究总院,2011.
[7] 王宗杰. 熔焊方法及设备[M]. 北京:机械工业出版社,2015.
[8] 刘会杰. 焊接冶金与焊接性[M]. 北京:机械工业出版社,2011.
[9] 张方卓. 不锈钢及焊缝的电化学腐蚀性能研究[D]. 兰州:兰州理工大学,2014.
[10] 朱思远,于强,陈克坚,等. 某耐候钢桥锈层稳定化处理技术的探索[J]. 材料保护,2020,53(6):139-143.
[11] 王泗环,郁大照,王腾. 不同环境因素对H62 铜合金极化曲线的影响分析[J].海军航空工程学院学报,2019,34(3):310-316.
[12] 邢珊珊,戚浩宇,郑传波. 固溶处理对2205 双相不锈钢组织及钝化膜特性的影响[J]. 金属热处理,2020,45(3):146-150.
[13] 张天翼,吴俊升,郭海龙,等. 模拟海水中HSO3-对2205 双相不锈钢钝化膜成分及耐蚀性能的影响[J].中国腐蚀与防护学报,2016,36(6):535-542.
[14] 龚利华,张欢,程东亮. 焊接工艺及焊后固溶处理对双相不锈钢钝化膜稳定性的影响[J]. 焊接学报,2013,34(10):109-112,118.
[15] 刘佐嘉,程学群,刘小辉,等.2205 双相不锈钢与316L 奥氏体不锈钢钝化膜内点缺陷扩散系数的计算分析[J].中国腐蚀与防护学报,2010,30(4):273-277,282.
