核电厂凝汽器传热管缺陷处理与分析
2022-04-20李开盈王玉彬李定强
□李开盈 王 旭 陈 松 邱 波 王玉彬 李定强
凝汽器是一种大型管壳式换热器,循环冷却水通过水室、管板进入换热管,凝结水侧接收来自低压缸的排汽,这些排汽通过内部流动冷却水的换热管表面被冷凝成液体,热能从蒸汽转移到循环冷却水被带走。要使蒸汽凝结成水,所排出的热量必须至少等于蒸汽的汽化潜热,汽化潜热的大小将取决于凝汽器内部压力和排汽质量。近年来,国内核电厂发生多起凝汽器传热管损伤事件,如凝汽器疏水扩容器减温水弯头破口导致传热管破损事件、汽机隔热罩脱焊打击传热管损伤事件等,机组运行过程中,由于传热管管口密封焊,胀管区及换热区的磨损,传热管壁厚减薄、传热管裂纹或破口等均可能致使凝汽器传热管发生泄漏。凝汽器泄漏海水进入凝结水系统,使得凝结水水质超出化学技术规范,引发蒸汽发生器二次侧水质恶化,对机组正常稳定运行造成重大影响,严重情况下会导致停机停堆。
一、凝汽器传热管介绍
该电厂4台机机组均有3台凝汽器,每台凝汽器由结构完全相同的两列组成,每列内装有Φ25X0.7mm规格的胀接+密封焊传热管,1、2机组共有传热管34,800根,换热面积为35,400m2,3、4机组共有传热管35,532根,换热面积为36,000m2传热管均为TAI材质,管板材料均为钛钢复合板,海水侧水室材料为Q25-A,采用衬胶防腐。
二、凝汽器传热管缺陷原因分析
经调研国内各个核电厂凝汽器传热管缺陷原因,主要分为以下三类。
(一)凝汽器海侧风险源造成传热管损伤。由于二次滤网网片破损、阳极块脱落、海水侧泥沙冲刷、异物进入传热管等造成传热管管口密封焊破损或腐蚀、传热管冲刷减薄或穿孔。
(二)凝汽器汽侧风险源造成传热管损伤。凝汽器汽侧异物脱落打击、汽机通流部件异物脱落打击,造成传热管变形、穿孔或断裂。
(三)冲刷与振动。特殊工况下管束振动、摩擦或蒸汽冲刷、减温水冲刷等,造成传热管减薄或穿孔。
经分析,该电厂各机组凝汽器传热管缺陷原因主要为凝汽器汽侧与海侧风险源造成传热管损伤,如历史上曾发生过“低压缸次末级叶片断裂打击传热管造成泄漏、海水中泥沙冲刷造成传热管泄漏、进口水室牺牲阳极脱落造成传热管损伤泄漏”等4次降功率或停机事件,目前水室内原设计的牺牲阳极已拆除、二次滤网检修方式等均已改进优化,在最近几次机组大修中均已经开展相关风险排查工作,同时不断优化凝汽器预防性维修大纲及维修规程,从而提升凝汽器设备的可靠性。
三、凝汽器传热管堵管策略分析
传热管泄漏是凝汽器最常见的失效模式之一,也是国内各核电厂凝汽器泄漏事件的主要原因,而几乎所有的凝汽器泄漏事件均导致产生了机组降功率或停机事件。针对传热管泄漏缺陷,经调研国内各电厂堵管策略,常用的处理方式为用堵头将缺陷传热管两端封堵,根据堵头的材质和安装方式,可将堵管分为以下4种方式。
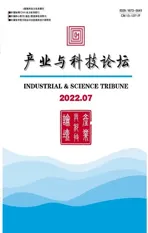
(一)胀接式封堵。胀接封堵是利用外力,堵头与缺陷传热管内表面紧密接触,达到密封和固定的效果。常用的胀接堵头结构如图1所示,通过紧固端部螺母挤压中间橡胶膨胀环,达到密封效果。
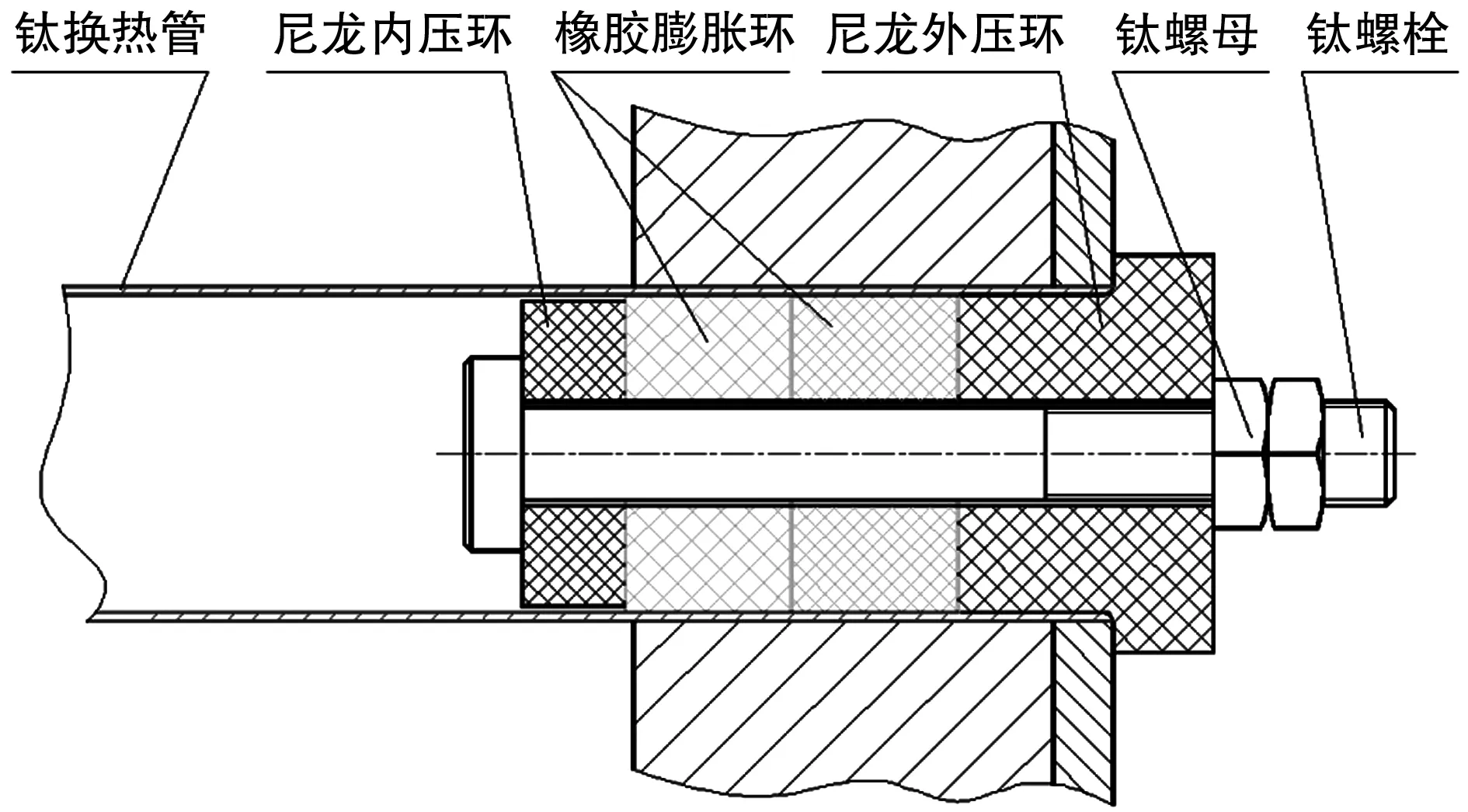
图1 胀接封堵示意图
胀接封堵施工简便,但其可靠性有待进一步提高,特别是采用非金属的尼龙或橡胶材料胀接,由于材料老化、螺栓螺母松动等,使传热管存在安全隐患。
(二)带锥度式尼龙堵头封堵。利用外力将均有一定锥度的尼龙材质的堵头,打入缺陷传热管中,利用堵头的锥面与传热管内表面接触达到密封效果。
尼龙式堵头封堵施工较为简便,堵头可用尼龙棒直接加工,成本低,快捷方便,缺点在于随着机组长时间运行尼龙堵头可能会老化,同时运行中存在冲刷脱落的风险,其可靠性有待进一步提高,如图2所示。
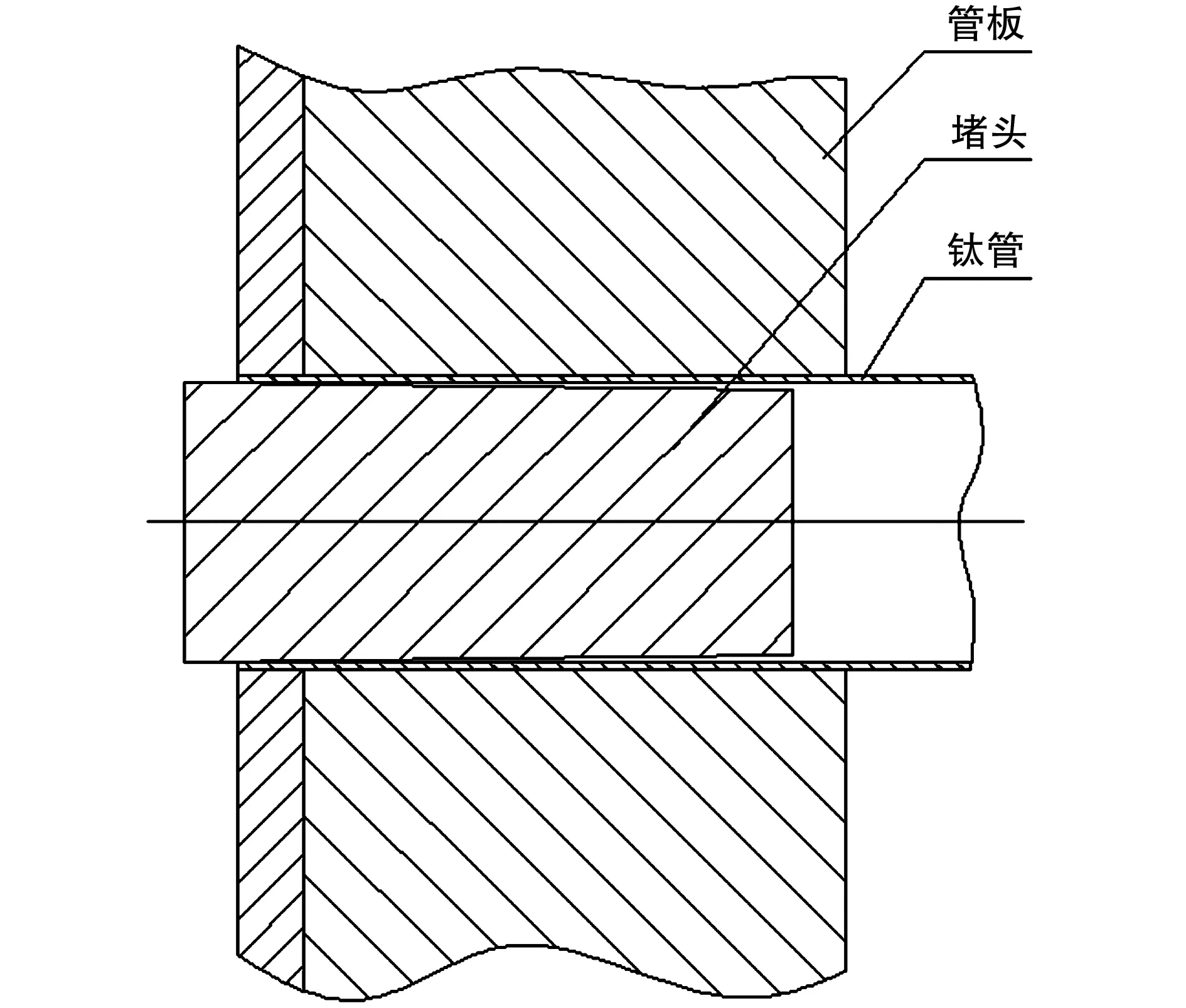
图2 带锥度式尼龙堵头封堵示意图
(三)内芯和外套双结构形式尼龙封堵。堵头由内芯和外套两部分组成,均为尼龙材质,内芯的锥度大于外套,靠外力打入缺陷传热管达到密封。施工方便,但国内使用的时间较短,其可靠性待验证;堵头由国外厂家制造,采购便利性稍差,同时存在老化冲刷的的风险,如图3、4所示。
图3 内芯和外套双结构形式尼龙堵头示意图
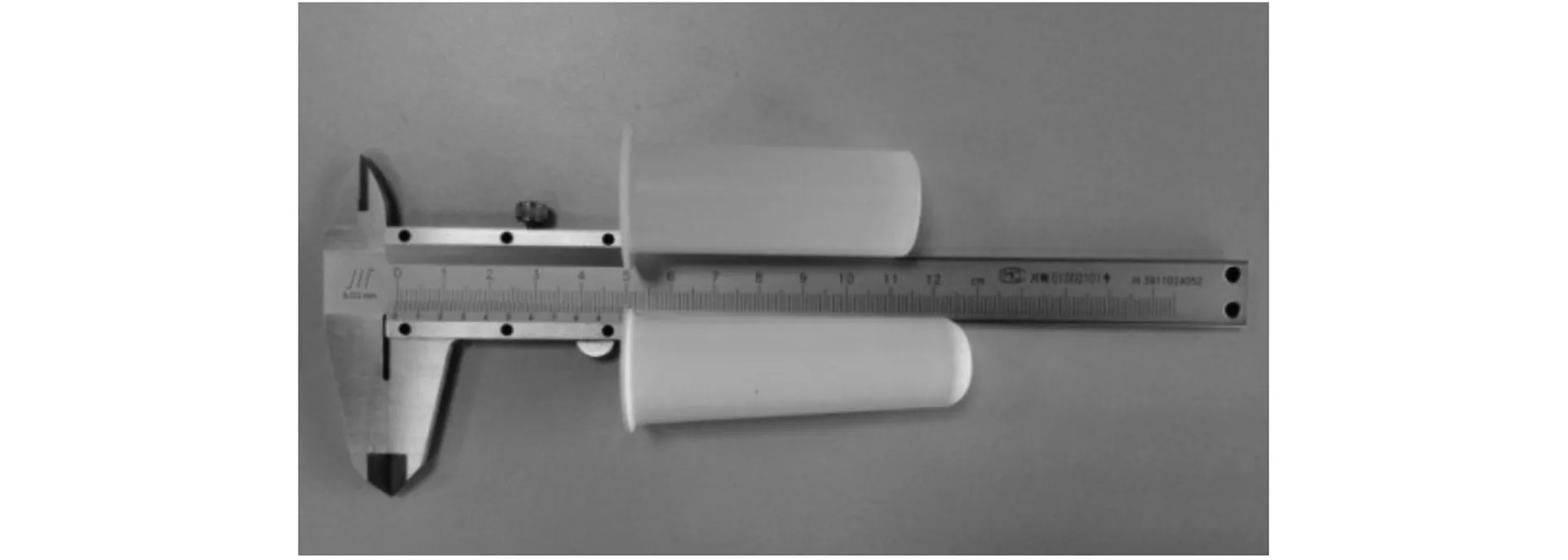
图4 内芯和外套双结构形式尼龙堵头实物图
(四)焊接式封堵。焊接封堵的堵头材质与传热管材质相同,一般为钛材,采用焊接方式将堵头安装在缺陷传热管两端,主要依靠焊缝实现密封,焊接封堵的结构形式如图5所示。与胀接封堵相比,焊接封堵需要在凝汽器水室内实施钛材质的焊接,工艺较为复杂;其优点是堵头连接可靠,不易脱落。
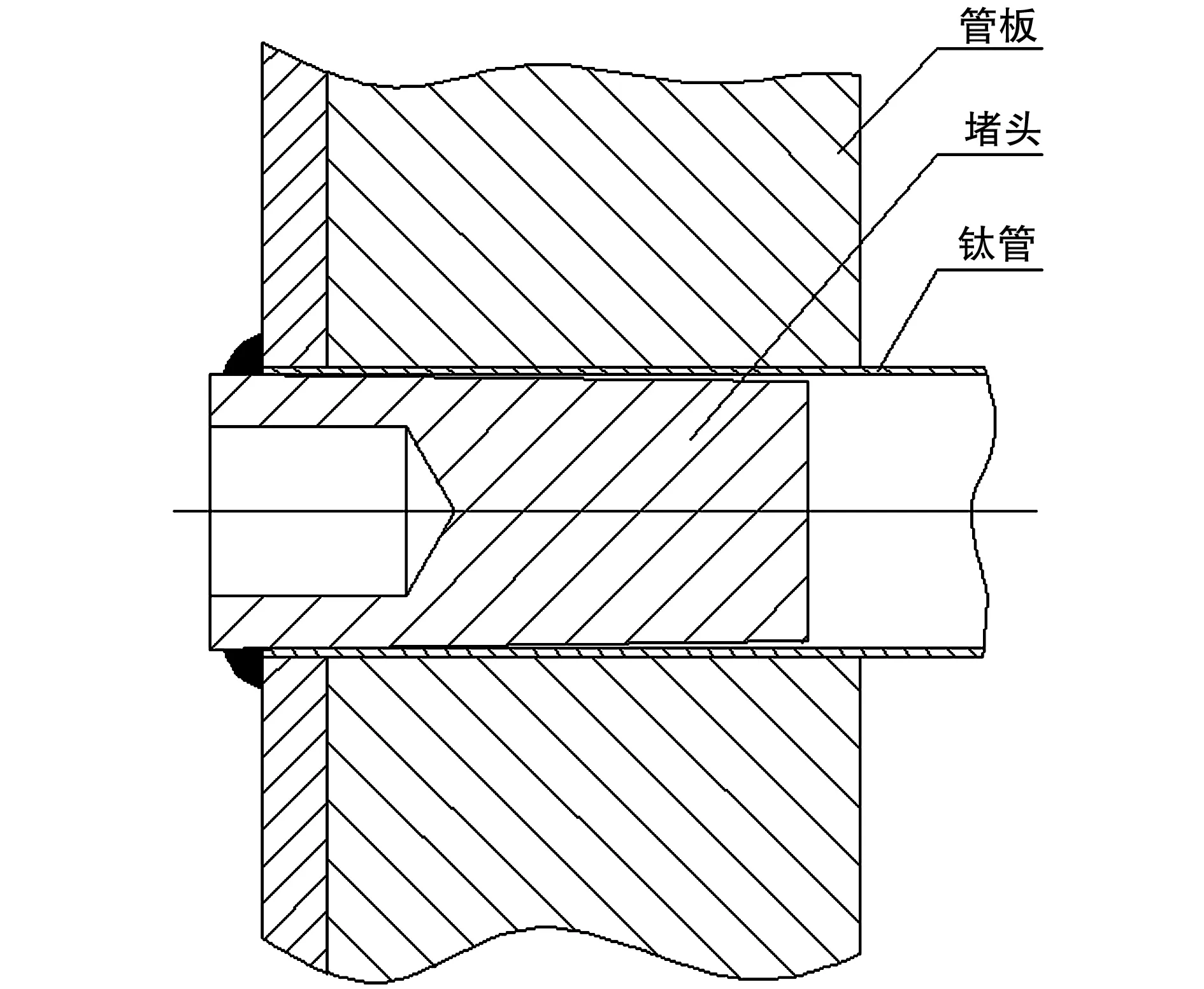
图5 焊接封堵示意图
(五)凝汽器传热管堵管状况及处理。经统计该电厂4台机组凝汽器传热管堵管数据发现,近年来,随着机组运行,传热管堵管数量一致处于上升趋势,其中2号机组凝汽器传热管堵管数量达59根。
目前该电厂4台机组传热管缺陷均使用带锥度式尼龙堵头,对传热管进出口两端进行封堵处理,具体处理方案为将管口清理干净后,用橡胶锤将锥形堵头打入管口内,用力打实,堵头露出管板不超过5mm即可,橡胶堵头如下所示;
该方案的优点在于尼龙堵头可直接加工,快捷方便、成本低,缺点在于随着机组长时间运行尼龙堵头可能会老化,同时运行中存在冲刷脱落的风险,可能产生凝汽器泄漏事件,因此目前每一次机组大修都会对所有堵头数量、堵管位置、紧固性进行核实检查,确保堵管可靠,保证凝汽器的正常运行。
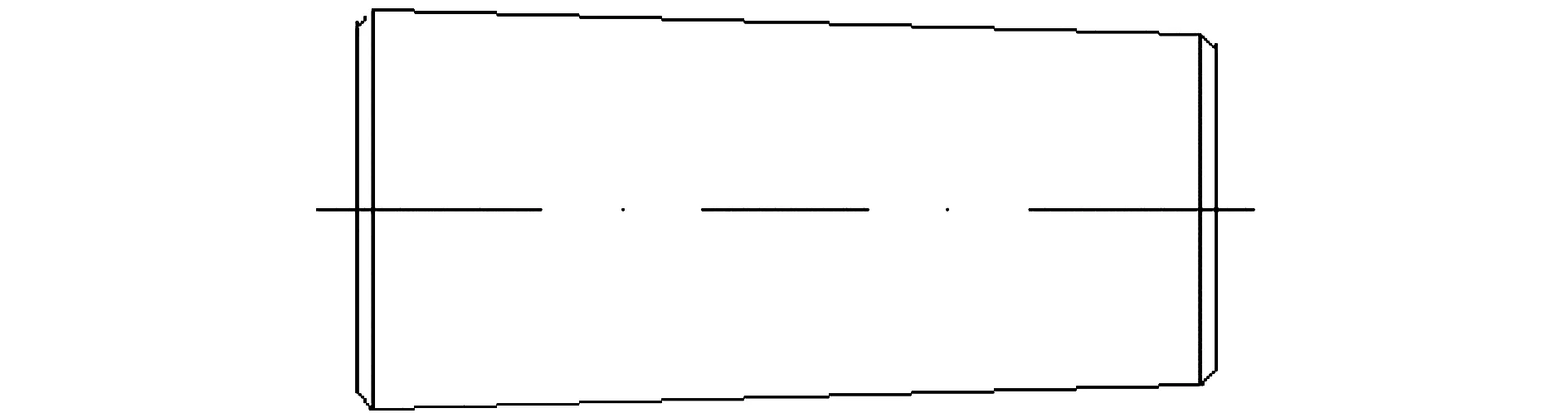
图6 带锥度式尼龙堵头尺寸图示
图7 带锥度式尼龙堵头实物图
图8 堵管后实物图
四、凝汽器传热管缺陷堵管方式对比分析
五、关于核电厂凝汽器传热管缺陷处理方案的建议
截止2020年,该核电厂4台机组已运行多年,从机组投运凝汽器役前检查开始,便有传热管堵管事件发生,随着机组运行,尼龙材质的堵头有老化开裂和冲刷脱落的风险,通过对比国内各核电厂凝汽器传热管堵管方案,结合目前该电厂四台机组的堵管情况,建议对凝汽器传热管堵管策略进行优化:一是针对凝汽器涡流检查时发现的不通管,疏通后仍无法通过,建议使用尼龙堵头进行封堵,后续每次大修进行跟踪检查,确保无松动;二是针对砸伤变形的传热管,若轻微变形,无碰撞风险,经内窥镜检查、PT无异常后,建议使用尼龙堵头进行封堵,后续每次大修跟踪检查,确保无松动;若变形严重,有碰撞摩擦或开裂风险,建议拔管,再使用钛堵头焊接封堵;三是针对涡流检查发现的冲刷减薄传热管,达到堵管标准的,建议使用钛材质堵头焊接封堵,后续大修检查传热管外壁有无进一步冲蚀严重;四是针对穿孔或断裂的传热管,建议直接拔管,安装假管,钛堵头焊接堵管;五是针对密封焊磨损,若磨损痕迹宽度超过焊缝宽度50%,则补焊处理,无损检测合格;补焊不合格,则建议使用钛堵头封堵;六是针对密封焊腐蚀,对腐蚀密封焊进行无损检测,若无损检测不合格,则补焊处理,无损检测合格;若腐蚀严重,建议直接拔管,安装假管,使用钛堵头焊接堵管。

表1 凝汽器传热管缺陷堵管方式对比分析
针对缺陷传热管,需根据实际情况,对周边传热管进行内窥镜检查、涡流检查等,确保无异常状况,同时对已经使用尼龙堵头封堵的传热管,定期进行全面更换,每次大修对所有堵头数量、堵管位置、紧固性进行核实检查,确保堵管可靠,保证凝汽器的正常运行,从而确保机组的安全稳定运行。
六、结语
凝汽器作为核电站二回路的SPV设备,对于核电站机组的正常生产运行起着至关重要的作用,凝汽器的可靠性直接影响核电机组的可靠性。针对核电厂凝汽器传热管缺陷的原因进行相关改进,可以优化电厂凝汽器设备的管理。