某磷尾矿浮选工艺试验研究
2022-04-19郑永明刘文彪樊海琪
郑永明 刘文彪,2 傅 英 樊海琪
(1.云南云天化股份有限公司研发中心,昆明 650228;2.昆明理工大学 国土资源工程学院,昆明 650093)
磷矿是生产含磷化肥、黄磷及其他精细磷化工产品不可或缺的重要资源,在国民经济和农业生产中占有重要的地位。我国的磷矿资源十分丰富,位居世界第二,主要集中在云、贵、川、鄂、湘5省,总储量占全国储量的80%左右[1,2]。随着我国经济的快速发展,对磷矿的需求量也不断增加。然而,经过多年的开采和利用,高品位磷矿几乎消耗殆尽,余下大量磷矿均属于中低品位矿石。为了保证我国农业、化工及相关领域的持续高效发展,开发中低品位磷矿石已成当务之急[3,4]。
目前,工业上规模较大的磷矿选矿方法有浮选法和擦洗法,两种选矿方法均会产生大量的尾矿。目前尾矿利用率较低,主要储存于尾矿库中,造成了资源的浪费和环境的污染[5,6]。随着国家对环保的要求越来越高,以及磷资源品位的逐渐下降,使得对胶磷矿尾矿二次资源的开发利用显得尤为重要。磷尾矿中含有磷、镁、钙、铁、铝、氟等元素,其中磷和镁的含量最丰富,是一种富镁、低磷的二次资源[7]。通过对磷矿尾矿进行回收后,可用于生产建筑材料、肥料以及微晶玻璃等,不仅能解决磷尾矿堆放和环境污染等问题,还能保证磷资源的可持续利用,走绿色循环经济的发展道路[8]。国家对磷尾矿排放的管控越来越严,新尾矿库的审批也愈发严格,同时对于磷尾矿等固体废弃物开发利用的相关优惠政策也相继出台并日趋完善,因此对于磷尾矿的开发利用目前是挑战与机遇并存[9]。
本文通过对P2O5含量为19.60%的云南某磷矿擦洗尾矿浮选试验研究,研究能够实现磷矿擦洗尾矿高效回收的工艺流程和药剂制度,以期为该资源的开发和利用提供参考。
1 试样及试验方法
1.1 试样性质
原矿取自云南某磷矿擦洗厂尾矿,取样时由于取样点不同,所以分别取得粉末状和块状两种。为了获得具有代表性指标,对块状物料进行碎磨后,将二者按1∶1的比例混合而成,混合前后矿样的化学多元素分析见表1。混匀后用筛子对物料进行筛分分析,其分析结果如表2所示。

表1 原矿多元素分析结果

表2 原矿筛分分析结果
由表1可知,混合后的矿样P2O5品位为19.60%,SiO2为35.52%,属于高硅低镁磷矿石,适合采用正浮选作业实现磷矿物与硅酸盐矿物的分离;其中倍半氧化矿物R2O3质量分数为7.65%,要想获得合格的磷精矿以满足下游湿法磷酸的生产要求,必须去除大部分的铁、铝杂质。由表2可知,该矿样-0.074 mm含量占比96.24%,且该粒级P2O5的分布率为94.35%,物料粒度较细。
1.2 试验方法
对充分混匀后得到的代表性矿样进行浮选条件试验及开路试验,试验采用XFD型单槽式浮选机,浮选产品由真空过滤机过滤后在烘箱中烘干,取样分析其主要化学元素的含量。另外,试验所用调整剂为碳酸钠,抑制剂为水玻璃和HA,分散剂为C11,捕收剂为LP-Y。条件试验流程见图1。
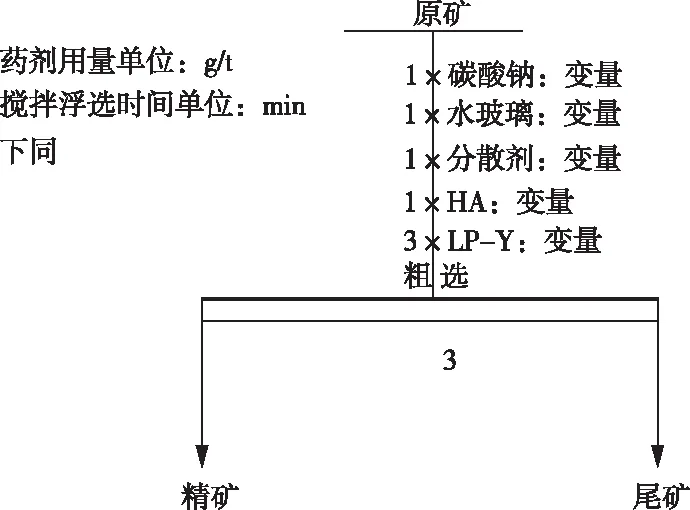
图1 条件试验流程图Fig.1 Flowsheet of condition test
2 试验及结果分析
2.1 碳酸钠用量对浮选的影响
在磷矿浮选中,碳酸钠常被用作pH值调整剂。此外,碳酸钠还可以通过碳酸根离子和矿浆中的Ca2+和Mg2+等结合起来形成沉淀,既能够软化水质又能够提高药剂效能,同时碳酸钠的使用还有利于矿泥的分散。但如果碳酸钠用量过大,会导致浮选时的泡沫量变大,提高泡沫黏度,使得工业生产难以操作[10,11]。因此,首先研究Na2CO3用量对浮选效果的影响,试验结果如图2所示。
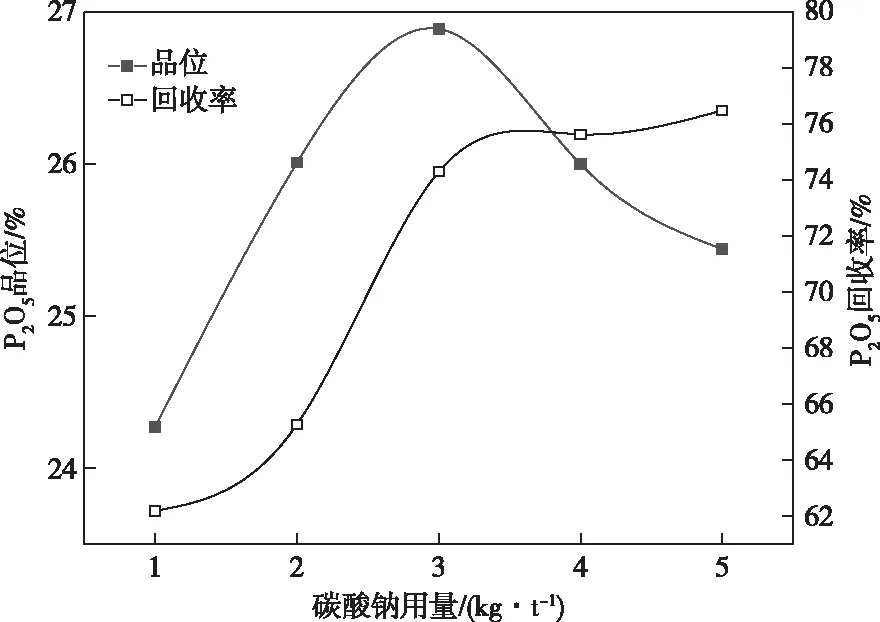
图2 碳酸钠用量对选矿指标的影响Fig.2 Effects of Na2CO3 dosage on separation index
从图2可以看出,精矿中P2O5品位随Na2CO3用量增大先升高后降低,回收率出现一直上升的趋势。当Na2CO3用量为3 kg/t时,精矿中P2O5品位达到26.89%,回收率达到74.30%。当Na2CO3用量超过3 kg/t时,精矿中P2O5品位呈下降趋势,但回收率上升不明显,趋于平缓,这是大量脉石矿物被夹带进入精矿所致。因此,选择最佳碳酸钠用量为3 kg/t。
2.2 水玻璃用量对浮选的影响
在磷矿正浮选作业中,水玻璃通常被用来作为硅酸盐脉石矿物的抑制剂,实现磷矿与脉石矿物的分离[12]。特别对于含泥量较大的擦洗尾矿,水玻璃可以对矿泥起到良好的分散效果,从而使得各药剂有效地吸附在矿物表面,提升浮选指标[13,14]。但是如果水玻璃用量过大,会加强对有用矿物的抑制作用,进而导致药剂的选择性降低[11]。因此,为了确定适宜的水玻璃用量,在上述试验条件下,研究水玻璃用量对浮选效果的影响,试验结果如图3所示。

图3 水玻璃用量对选矿指标的影响Fig.3 Effects of sodium silicate dosage on separation index
由图3可知,随着水玻璃用量的增加,精矿P2O5品位不断增加,回收率呈下降的趋势。当水玻璃用量达到4 kg/t时,浮选精矿中P2O5品位增加至28%,此时P2O5回收率为76.1%。当水玻璃用量超过4 kg/t时,精矿品位趋于平缓,但回收率显著下降,这是因为过量的水玻璃对P2O5的抑制作用增强,使其进入到尾矿当中。因此,选择最佳水玻璃用量为4 kg/t。
2.3 分散剂(C11)用量对浮选的影响
分散剂属于选矿药剂中的调整剂,它能有效阻止细粒矿物聚集,使矿物保持单体解离状态,提高药剂的选择性,进而改善浮选效果[15]。由于试验物料中含泥量大,为了确定适宜的矿泥分散剂C11用量,在上述试验条件下,分别添加分散剂用量为100、200、300、400和500 g/t进行条件试验,试验结果见图4。
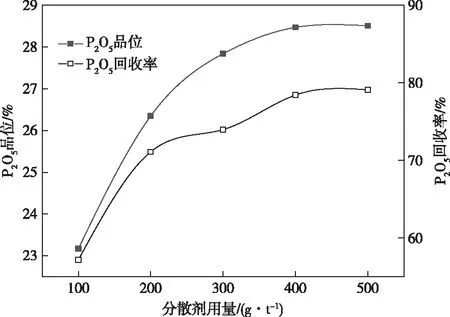
图4 分散剂用量对选矿指标的影响Fig.4 Effects of dispersant dosages on separation index
由图4可知,随着分散剂用量的增加,精矿P2O5品位和回收率均呈上升趋势。当分散剂用量达到400 g/t时,浮选精矿中P2O5品位增加至28.47%,此时P2O5回收率为78.43%。当分散剂用量超过400 g/t时,精矿品位和回收率趋于平缓。综合考虑药剂成本和分选指标,因此,选择最佳分散剂用量为400 g/t。
2.4 HA用量对浮选的影响
HA是一种腐殖酸类抑制剂,该类型的药剂对含钙碳酸盐有选择性抑制作用,有利于磷矿与含钙碳酸盐的浮选分离[16]。为了确定适宜的HA用量,在上述试验条件下,通过在Na2CO3用量3.0 kg/t、水玻璃用量4.0 kg/t、分散剂C11用量400 g/t和捕收剂LP-Y用量为1.5 kg/t的条件下,分别添加HA用量为50、100、200、300和400 g/t进行条件试验,试验结果见图5。
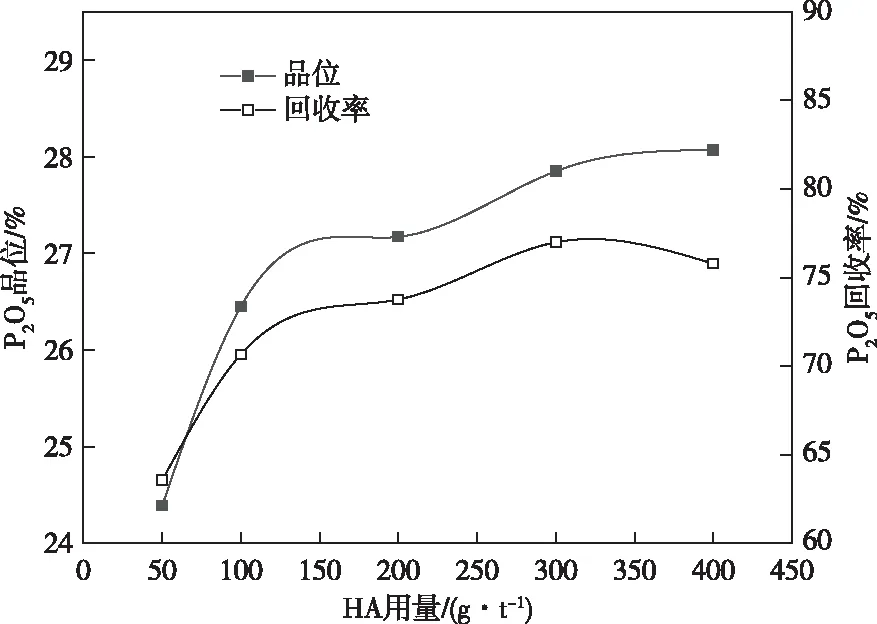
图5 HA用量对选矿指标的影响Fig.5 Effects of HA dosage on separation index
由图5可知,随着HA用量的增加,精矿P2O5品位和回收率均呈上升趋势。当分散剂用量为300 g/t时,浮选精矿的P2O5品位增加至27.85%,此时P2O5回收率为76.99%。当HA用量超过300 g/t时,精矿品位趋于平缓,回收率出现下降;这是因为当抑制剂HA用量过大时,对磷矿的抑制作用也变大,使得一部分磷矿未能随泡沫浮起,进而降低了回收率。综合考虑品位和回收率,选择最佳HA用量为300 g/t。
2.5 捕收剂LP-Y用量对浮选的影响
捕收剂用量是磷矿浮选的关键因素[17]。为了确定适宜的捕收剂用量,在上述试验条件下,通过在Na2CO3用量3.0 kg/t、水玻璃用量4.0 kg/t、分散剂C11用量400 g/t和HA用量为300 g/t的条件下,分别添加捕收剂LP-Y用量为1.0、1.5、2.0、2.5和3.0 kg/t进行条件试验,试验结果见图6。

图6 捕收剂用量对选矿指标的影响Fig.6 Effects of collector dosage on separation index
由图6可知,随着LP-Y的量逐渐加大,精矿P2O5品位呈下降趋势,回收率变化情况为先显著上升后趋于平缓。在LP-Y用量为2.0 kg/t时,浮选精矿中P2O5品位为28.82%,此时P2O5回收率为80.12%。当LP-Y用量超过2.0 kg/t时,精矿P2O5品位显著下降,回收率趋于平缓,这是因为当LP-Y用量超过2.0 kg/t,药剂会吸附在具有中等可浮性颗粒(连生体)表面,此时泡沫产品中夹杂的脉石增多,捕收选择性变差,最终导致精矿品位下降但回收率上升。综合考虑药剂消耗成本及产品指标,粗选作业时LP-Y为2.0 kg/t是较为合理的用量。
3 浮选开路试验
通过上述条件试验确定了各药剂的最佳用量,即Na2CO3用量为3 kg/t、水玻璃用量为4 kg/t、分散剂用量为400 g/t、HA用量300 g/t和捕收剂LP-Y用量2.0 kg/t。在这些参数下进行开路浮选试验。由于在粗选条件试验中泡沫量较大且流动性差,故决定在粗选流程后增加一次精选以提高选矿指标,开路浮选流程见图7,试验结果见表3。
由表3可知,该磷矿采用正浮选一粗一精工艺流程选别后,得到磷精矿P2O5品位30.07%、回收率81.27%,R2O3质量分数3.23%、脱除率77.63%,且尾矿P2O5品位为8.33%的优异指标。其流程简单,药剂成本较低,且选用的药剂安全环保。

表3 浮选开路试验结果

图7 开路浮选试验工艺流程图Fig.7 Flowsheet of open circuit flotation
4 浮选闭路试验
药剂制度及工艺流程确定后,为进一步验证工艺流程和浮选指标的稳定性,进行擦洗尾矿浮选闭路试验,具体工艺流程及药剂制度如图8所示,试验结果如表4所示。
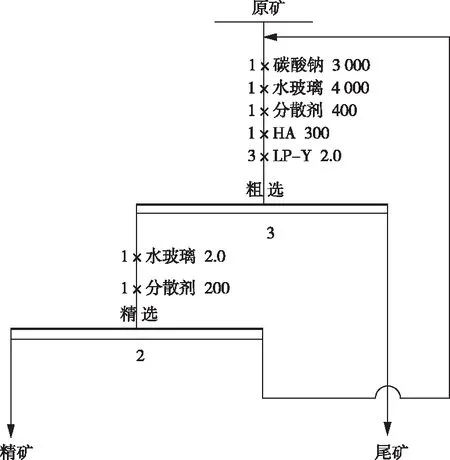
图8 闭路浮选试验工艺流程图Fig.8 Flowsheet of closed circuit flotation
由表4可知,采用一粗一精,中矿返回粗选的闭路流程,最终获得精矿产率为54.05%,P2O5含量为30.64%,回收率为84.5%,R2O3质量分数2.63%、脱除率81.45%,流程与指标稳定性良好。

表4 浮选闭路试验结果
5 结论
1)云南某磷矿矿区擦洗尾矿P2O5含量为19.60%,SiO2含量为35.52%,MgO含量为0.69%,属于高硅低镁石,另外,铝铁氧化矿物R2O3含量为7.65%,要想获得合格的磷精矿以满足下游湿法磷酸的生产要求,必须去除大部分的硅酸盐及铁、铝杂质。
2)通过正浮选条件试验,确定出最佳浮选药剂制度为:Na2CO3用量为3.0 kg/t、水玻璃用量为4.0 kg/t、分散剂C11用量为400 g/t、HA用量为300 g/t和捕收剂LP-Y用量2.0 kg/t。
3)通过一粗一精、中矿返回粗选的闭路流程试验选别后,得到磷精矿P2O5品位30.64%、回收率84.5%,R2O3质量分数2.63%及其脱除率可达81.45%的优异指标。其流程简单,药剂成本较低,且选用的药剂安全环保。
