OMV小车及5G技术在高纯石英棒智能制造车间的融合应用
2022-04-19王卫峰赵海伦徐金田
王卫峰,赵海伦,徐 辉,徐金田
(中天科技精密材料有限公司,江苏 南通 226009)
1 引言
近年来,随着“宽带中国”战略的持续推进,“互联网+”行动计划,以及“一带一路”《中国制造2025》等国家政策的推动与保障,超大数据中心、超级云计算中心、视频消费飞速增长、移动互联网(5G)升级换代等,使我国光通信行业保持了较高景气度。同时,伴随着国内人口红利的逐步消失,及各大光纤制造厂家产能持续释放,通信行业同质化竞争日趋严重,如何在众多强企中脱颖而出,这需要我们在智能制造方面不断寻求技术创新和理念突破,而生产制造过程中物料流转自动化、无人化就是其中一个重要突破口和加速器。
高纯石英棒主要应用于光纤制造,其外包层生产制造过程中需要经历四道工序流转,最初一道工序沉积完成后,棒体呈粉末态,不能磕碰,容易开裂和损伤,单体质量大于100 kg,流转至第二道工序进行烧结后形成玻璃态,后经拉锥和测试即可形成成品。过程中搬运工作量较大,需2人同时操作,不能出现失误,否则产品报废,损失较大。因此,外包工序物流系统的自动化水平直接关系到高纯石英棒外包层制造成本、效率和质量。经过现场多部门头脑风暴及综合评估,制定了多套方案,经过多个机器人、自导航移动机器人、电动单轨小车等成套物流技术应用方案调研和多个厂家实地应用场景参观,最终选择使用全向移动车+机器人+5G通信的技术方案进行设计和落地实施。
2 非标全向移动小车设计
2.1 非标OMV小车
全向移动小车(Omnibearing Moving Vehicle,OMV)最核心的结构为麦克纳姆轮(Mecanum Wheel),该结构原为瑞典麦克纳姆公司的设计作品,其工作原理为在中心轮圆周方向又布置了一圈独立的、倾斜角度45°的行星轮,大轮滚动过程中行星轮具有一定的偏斜导向作用,即每个单轮的速度可以分解为、两个方向。麦克纳姆轮结构示意如图1所示。一般每个OMV小车上安装有四个麦克纳姆轮,当四个轮子以相同速度转动时,无论是向前还是向后,轴的分速度都“左右抵消”。四个轮子可以同时向不同方向转动使得承载车体能较容易地进行原地旋转。小车运行轨迹示意如图2所示,OMV小车示意如图3所示。作为行走驱动轮,OMV小车具备以下功能。

图1 麦克纳姆轮结构示意
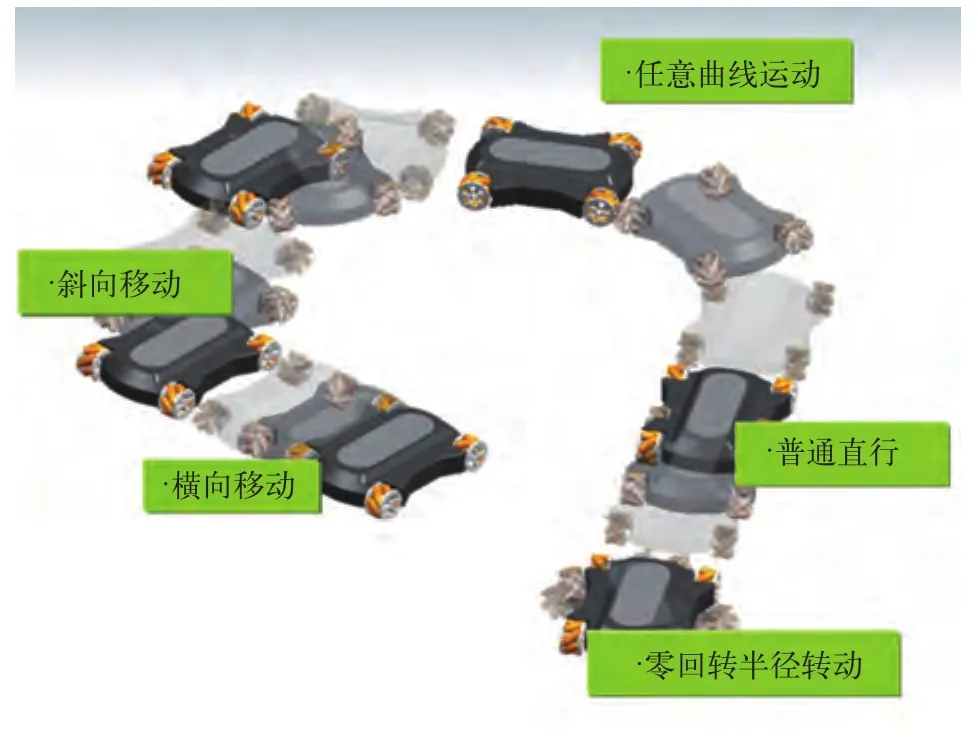
图2 小车运行轨迹示意
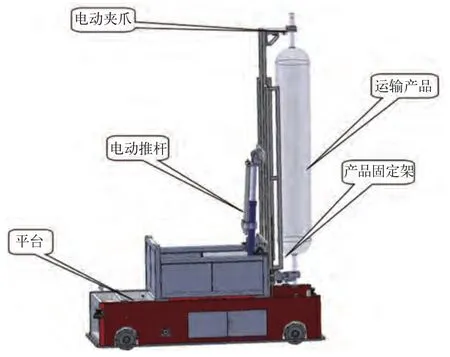
图3 OMV小车示意图
1)全向移动功能:设备的行走路径由软件进行差补计算,可实现二维平面内任意方向的移动功能,包括直行、横行、斜行、任意曲线移动和小回转半径转向等全向移动形式。车轮转弯不损伤地面,不会在地面留下轮胎的摩擦痕迹。
2)避障功能:通过布置在车头两个角的激光传感器,识别1 m内障碍物,扫描到障碍物后全向车自动停止运行,另外在车头车尾有安全触边防撞机构。
3)过沟坎能力:车轮结实耐用,承载能力强,不损伤地面,运行时能够越过高度差4 mm的障碍,能通过20 mm宽的沟槽。
4)维护要求:采用免维护设计。
5)续航能力:设备采用免维护锂电池驱动,可连续运行8小时,内置充电系统。
6)报警功能:设备运行时有声光警示,当电量低于20%时有电量低位报警功能,并设有系统故障诊断及电量显示功能。
7)状态显示功能:在设备控制面板显示屏上实现设备状态显示,并显示故障信息。
8)自动导引功能:通过二维码、激光等导航方式自动导引。
2.2 调度系统
针对不同的应用现场,实现各种类型智能机器人的任务分配、交通调度、运行维护和监控显示等功能。采用多种AI智能调度算法,实现智能机器人工作任务的最优分配、多机器人路径规划和机器人交通管理,实现智能机器人与智能机器人、智能机器人与自动化设备、智能机器人集群与集群间、智能机器人与人相互协同工作。调度系统如图4所示,车辆软件设计如图5所示。

图4 调度系统
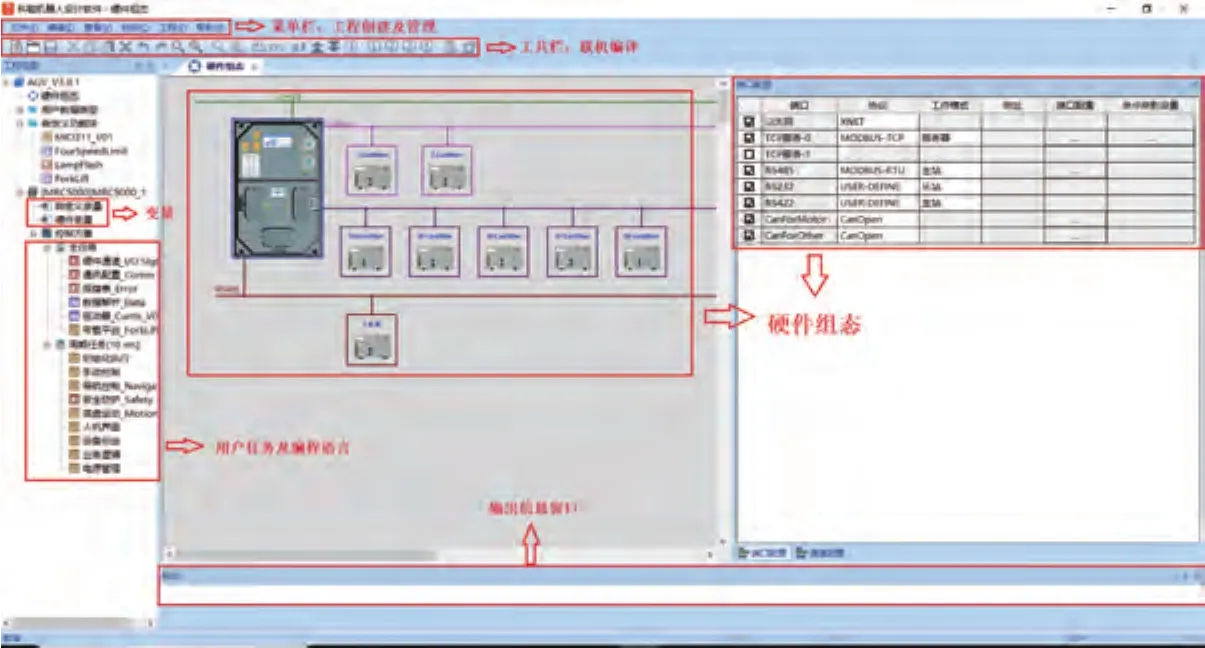
图5 车辆软件设计
3 5G网络组建
5G网络搭建的目标是建立大带宽、低时延、高可靠的网络环境,以满足准确的运动控制需求。网络拓扑图如图6所示。

图6 5G网络拓扑图
由于车间内部采用净化壁板隔断,外围5G宏基站信号无法覆盖车间内部,因此我们在车间内部布置了小型室分基站,清单见表1。

表1 5G网络设备清单
4 5G网络性能测试
4.1 定点CQT测试
定点CQT测试选取了4个点,测试区域为OMV小车行走区域,CQT测试业务为PING,PING测试地址为调度服务器到OMV小车5G模块SIM卡地址10.128.10.55,测试期间未出现失败及丢包次数,平均时延16.73 ms,测试次数20次。CQT数据测试见表2,PING时延测试如图7所示。
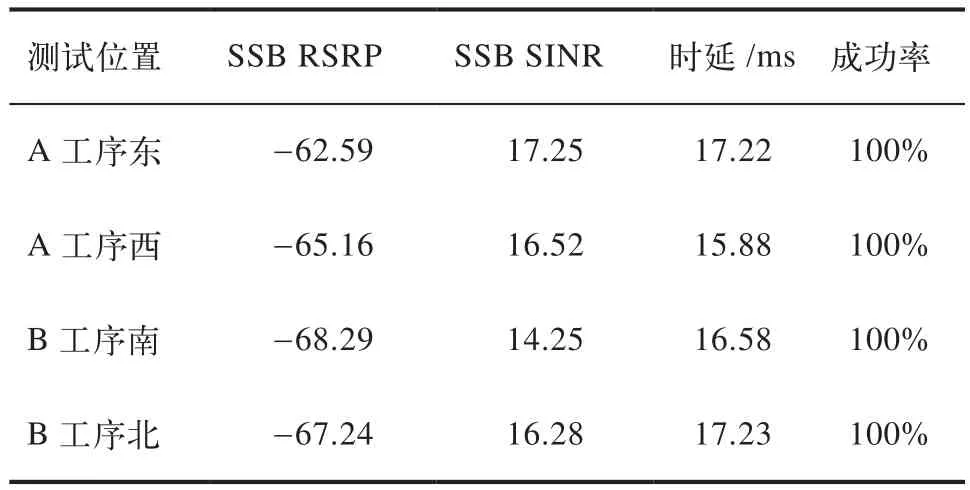
表2 CQT 数据测试表
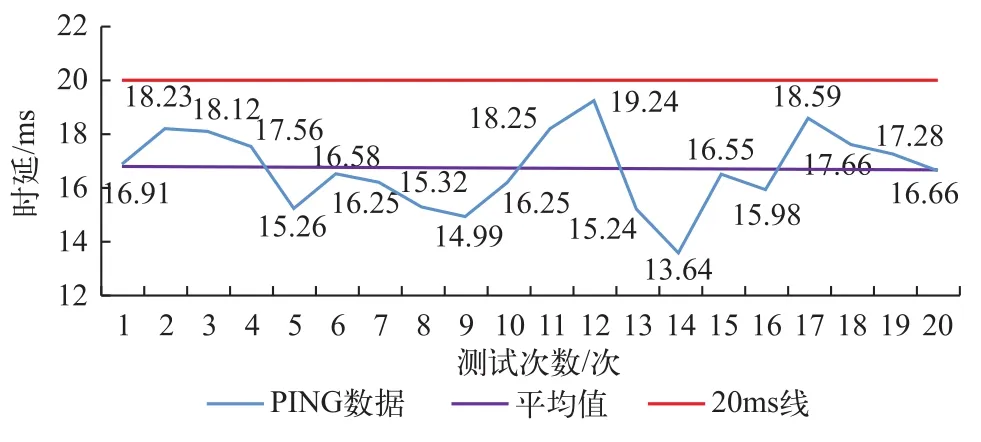
图7 PING时延测试
4.2 DT测试
利用专业仪器在OMV行走路线上进行网络信号测试,经过路测数据统计和分析,整个A工序和B工序全区域5G信号覆盖率为100%,5G信号强度平均值为-69.21 dBm,全区域内散布5G小基站可以满足覆盖要求,路线覆盖良好,PING时延指标良好。具体DT测试结果见表3。
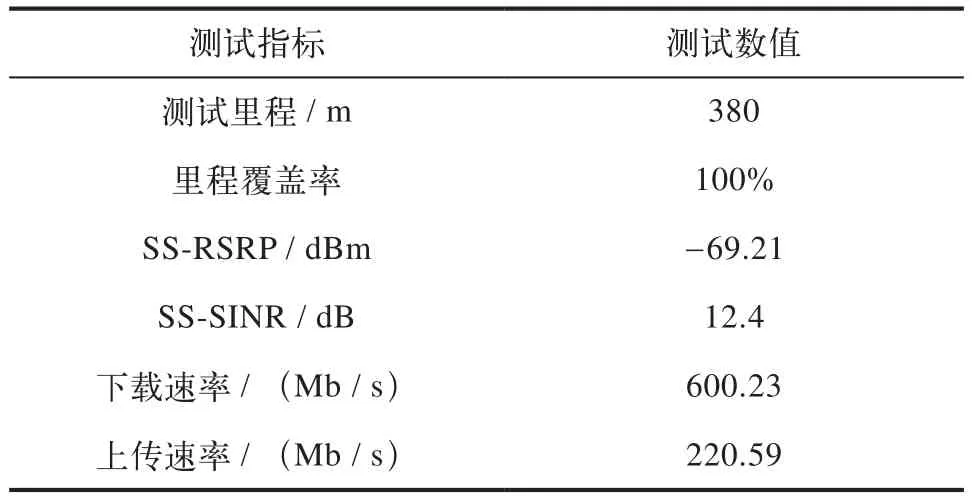
表3 DT 数据测试表
5 基于5G网络路径调度
A工序和B工序涉及生产场景共分为6个区域,包含多类生产设备、三台OMV小车、若干独立六轴机器人及两台七轴机器人。针对该区域的系统方案搭建,原计划通过SCADA系统实现数据打通,但由于车间内SCADA数据采集频率为1 s,且设计时为了生产控制的安全性,设置不可以对生产设备写操作,无法满足设备动态交互及实时快速准确通信。针对此,5G网络的低延迟特性就特别适合生产现场实际使用要求。组建基于5G网络的多机协同系统,可有效实现A、B工序中多设备与OMV小车及服务器之间实时数据交互,并能够在异常发生的情况下实现小于0.5 s的响应速度,确保系统的安全可靠性。
现场采用二维码准确定位,实现了OMV小车与机器人衔接的全自动化装卸作业,再辅以麦克纳姆轮全向移动,实现全流程的自动化运输作业。实施规划路径如图8所示。
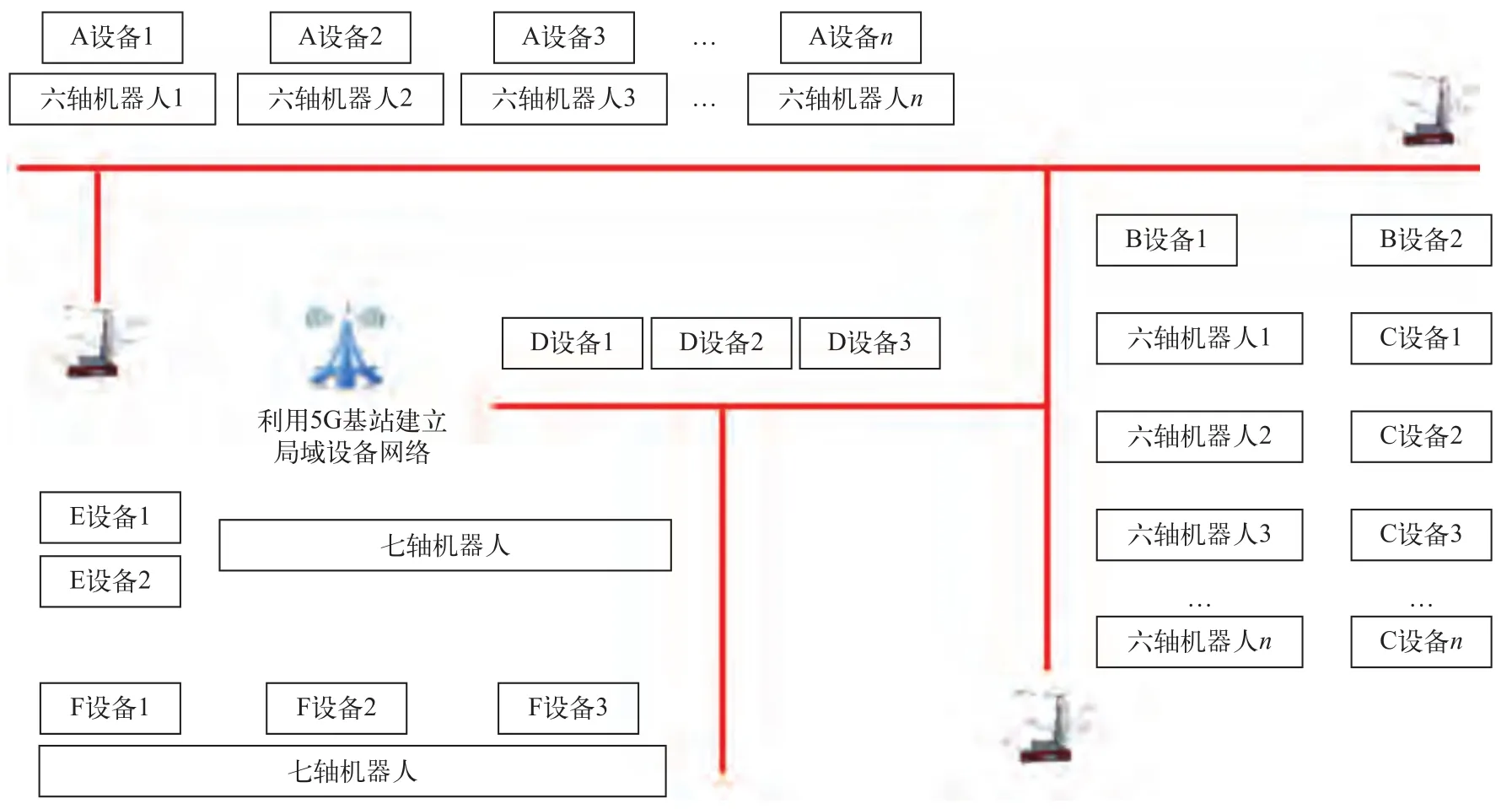
图8 现场实施规划路径
6 结束语
本文以解决高纯石英棒生产工序间产品自动化流转为目标,通过实践探索出“5G +OMV多机交互”创新应用模式,为高纯石英棒制造行业提供可复制推广的实施案例。
