金属眼镜框丝拉拔油国产化替代研究
2022-04-18张练文
张练文
(中国石化润滑油有限公司华中分公司,湖北 武汉 430011)
0 引言
拉拔俗称“拉丝”,是一种金属塑性成型加工工艺,因设备简单、生产高效、表面精致、材料节省,广泛应用于机械零件、建筑材料、钢绳电缆、金属器具等制造业。金属眼镜框丝是制造眼镜架前框的基础线材,材质多为有色金属合金,如钛及钛合金、不锈钢、镍合金、铜合金等[1],通常由轧制线材经多级拉拔完成制备。拉拔时工件与模具之间剧烈的塑性变形产生大量的摩擦和热量,如果得不到有效控制,将会导致模具过度磨损、动力消耗增加、成品尺寸精度和表面质量下降。一种完全适用的金属拉拔油应当具备突出的润滑和冷却性能,并在抗磨性、极压性、防锈性方面表现优异,同时能够满足企业日益增长的经济和环保需求。国内金属拉拔油大多采用优质矿物油添加高油性物质和极压抗磨剂、抗氧防腐剂等来调配,但使用效果往往不尽人意。我国金属拉拔润滑技术长期受制于欧美,同类进口拉拔油价格普遍高于国内数倍甚至数十倍。因此,梳理拉拔成型原理和工艺特点,剖析进口拉拔油的性能和结构,研制高品质、低成本的拉拔油产品,从而实现金属拉拔油的国产化替代具有重要的战略意义。
1 金属拉拔润滑剂的现状及研发背景
自1834年欧洲人发明第一根钢丝绳起,金属拉拔润滑技术的发展一直追随着金属制品产业的快速增长和金属拉拔工艺的不断革新。
1.1 拉拔润滑技术现状及发展趋势
世界金属制品装备的优势技术集中在欧美,他们长期致力于降低接触部件之间摩擦系数、延长模具和设备使用寿命的课题研究,其拉拔润滑剂产品在国际市场上始终占据主导地位,例如Quaker Houghton(奎克好富顿)、Fuchs(福斯)、Petrofer(德润宝)等。为了满足用油企业的降本需求,近年来天津、江苏、山东等地油品企业纷纷研制替代产品,但由于原料纯度不够、种类不多,以及添加剂开发和研究能力不足,用于高速和光亮拉拔的润滑剂产品仍无法替代[2]。我国拉拔润滑技术相对落后,与世界金属制品生产和消费大国的地位极不相称,主要原因有:(a)我国金属制品产业起步晚,拉拔润滑技术的研发历史落后欧美上百年;(b)拉拔生产线的大量引进使我国成型装备水平显著提升,但核心润滑技术的引进并未同步;(c)客户用油倾向于设备商的指定,进口设备的拉拔油国产化替代应用举步维艰;(d)因生存和竞争需要,国内封闭式开发特征明显,业内缺乏高度的战略协作和成果分享。当前全球金属制品需求加快升级,金属拉拔工艺呈现高速度、高精度、高硬度的发展趋势,由此推动拉拔润滑剂在润滑性、极压性、抗磨性、清洗性、环保性等方面持续改进。
1.2 拉拔润滑剂的典型分类及特点
按照润滑剂的形态,金属拉拔润滑剂可分为固体、乳液和全油三大类(表1)。固体和乳液润滑剂的经济性好,但环保问题常常难以改善。全油润滑剂良好的耐热性弥补了冷却性的不足,随着降解性植物油的推广和废油再生技术的发展,环保优势更加明显。

表1 国内金属拉拔润滑剂的分类与特点
1.3 金属眼镜框丝拉拔油的研发背景
2018年8月,中国石化润滑油有限公司江西销售中心组建“技术+市场”团队,走访了鹰潭余江中童眼镜工业园及龙头企业鹰潭市亨得利金属材料股份有限公司。江西鹰潭是我国继广东深圳、福建厦门、浙江温州、江苏丹阳后第五大眼镜产业基地,市场份额约占18%。我国眼镜生产企业4000余家,产量占全球70%。随着国民消费水平、保健意识、时尚观念的不断提高,并得益于国家政策扶持和国际产业转移,预计2021年我国眼镜零售市场规模将达到1000亿元。我国金属眼镜框丝生产企业约50家,基于近视和老龄化所推动的眼镜需求的稳定增长,国内金属眼镜框丝的发展前景可期。鹰潭亨得利公司是国内规模最大、实力最强的金属眼镜框丝制造商,该公司现拥有全自动直进式多级拉丝机65台,进口拉拔油年采购金额100多万元。鉴于价格昂贵、资金占用大、供货渠道不稳定、技术服务不到位,企业国产化替代的意愿十分强烈。
2 金属眼镜框丝拉拔设备与工艺分析
梳理拉拔成型原理,分析设备、模具、材料特点,探究应力、热量和拉拔力的形成规律和影响因素,是科学研发和正确选用拉拔润滑剂的重要前提。
2.1 拉拔机结构、工作原理及性能参数
(1)拉拔机结构:金属眼镜框丝生产采用直进式多级拉拔机(图1),由放线、拉拔、收线三部分组成,各拉拔单元包含独立电机、减速器、张紧轮(平衡杠杆)、绞盘和模具。
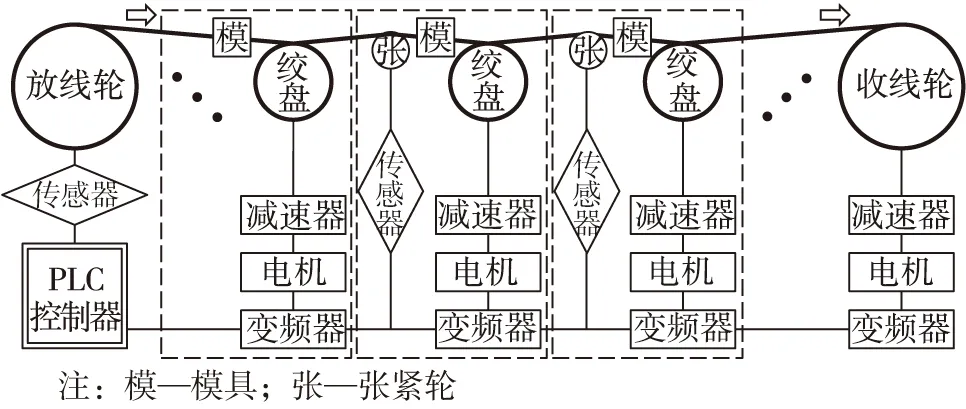
图1 直进式多级拉拔机示意
(2)工作原理:工作时多台电机同时对工件进行拉伸,为保证单位时间内通过各模具的金属流量相等,即A1v1=A2v2=…=Anvn(A:工件截面积,v:绞盘线速度),通常采用PLC系统实现电机同步与张力控制的动态响应。变频技术使得故障和能耗大幅降低,质量和效率明显提高。张紧轮可自动调节绞盘转速,并利用平衡杠杆建立反拉力。反拉力的作用具有双向性,在增加拉拔力的同时削减了接触面的正压力,又使拉拔力变小,所以将反拉力控制在某个临界值以内有利于降低摩擦[3]。
(3)性能参数:衡量设备能力的指标有最大拉力、抗拉强度等,典型参数如表2所示。

表2 直进式多级拉拔机的主要性能参数
2.2 金属拉拔成型原理与模具
(1)拉拔成型原理:金属拉拔是指在外力作用下,迫使金属工件通过模具以获得所需形状和尺寸制品的塑性加工方法(图2)。
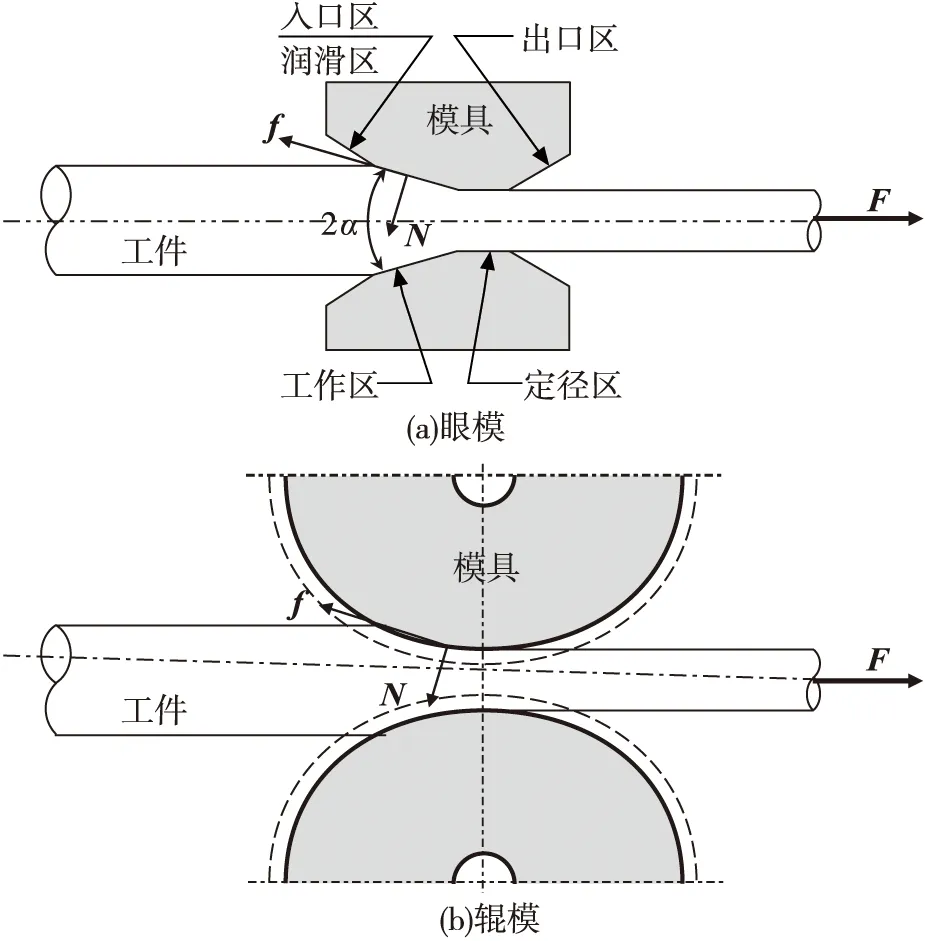
图2 金属拉拔成型原理示意
(2)拉拔模具:常用眼模和辊模(表3)。眼模材质多为抛光硬质合金(WC或TiC)和耐磨金刚石(C-C)。辊模的工作原理类似于轧制,由2~6个自由旋转的辊轮合围成孔型。目前辊模已逐渐取代眼模应用于高强度材料拉拔。由于成品的截面呈异形,拉拔时通常前级用眼模来缩小直径,后级用辊模以轧制成型。
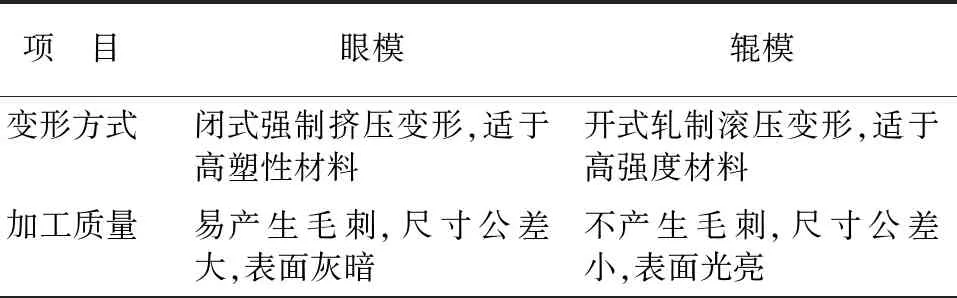
表3 金属拉拔模具的主要特点

表3(续)
2.3 金属眼镜框丝产品与材料
(1)产品:金属眼镜框丝成品的截面细小、形状复杂,呈轴对称(图3)。背型有方平型、方圆型、圆型和三角型;内槽用来固定镜片,槽型有V型、U型、圆型和凸型。
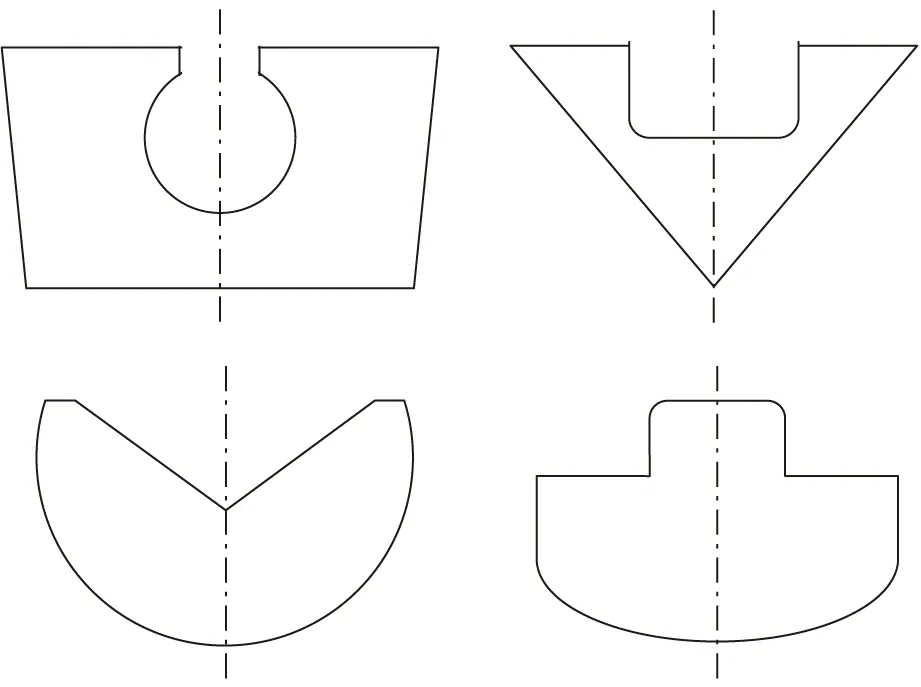
图3 金属眼镜框丝常规产品横截面示意
(2)材料:金属眼镜框丝的材质通常要求重量轻、色泽光亮,硬度、弹性、耐磨性和耐腐蚀性良好。按照构成合金的主要元素可分为钛基(Ti-m)、铁基(Fe-m)、镍基(Ni-m)和铜基(Cu-m)四大类(表4)。除了纯钛,金属眼镜框丝几乎都是有色金属合金。
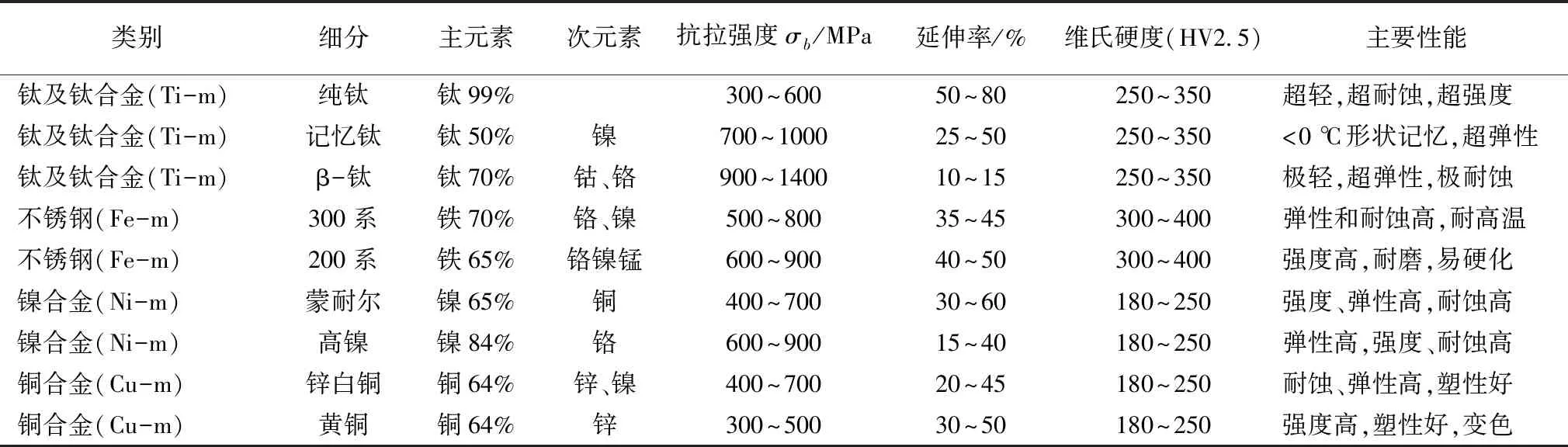
表4 金属眼镜框丝材料分类、成分及主要性能
2.4 变形应力和残余应力
(1)变形应力:来自“一拉两压”(图4),即由拉拔力作用产生的轴向拉应力σL,以及由工作区挤压变形产生的径向压应力σr和周向压应力σθ(一般σr≈σθ)。变形应力的分布特征:①σL:入口<出口,外部<中心;②σr和σθ:入口>出口,外部>中心[4]。
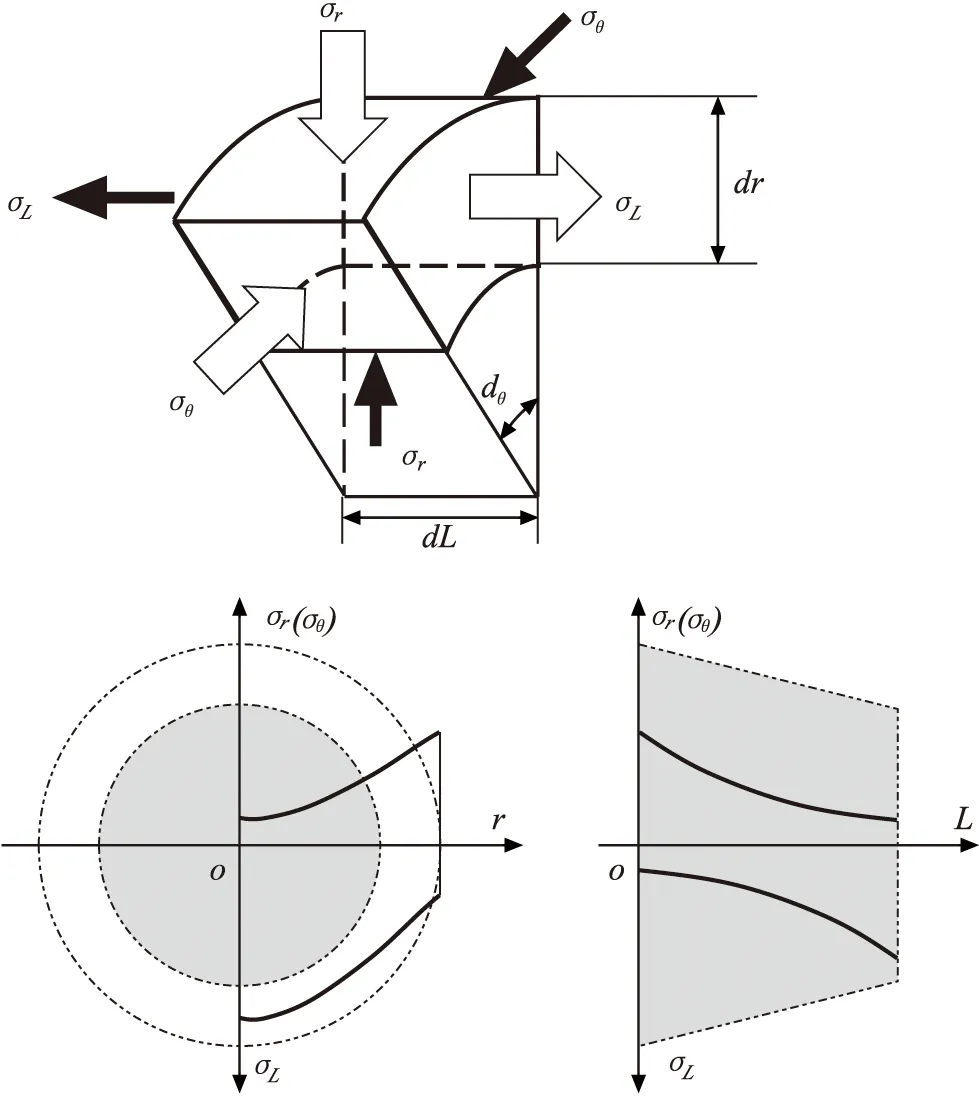
图4 金属拉拔变形应力状态及分布示意
(2)残余应力:变形结束后,以平衡状态残留在工件内部的应力为残余应力。残余应力易引起工件变形、腐蚀、裂纹。降低拉拔力可减缓不均匀挤压,从而减少残余应力。
2.5 热量和拉拔力
(1)热量:热量和摩擦是拉拔工艺的两个核心。拉拔力克服变形阻力所作的功,其中约10%转化为内能的增加(加工硬化),约90%转化为热量[5]。由功能原理及热力学第一定律可知,单位时间内拉拔系统产生的热量为Q=0.9·F·v(F:拉拔力,v:拉拔速度)。持续作用的热量使工件和模具温度升高,工件高温可达300 ℃,模具则超过600 ℃。
(2)拉拔力:降低拉拔力是控制发热量、减少摩擦的重要方式。如图5所示,取变形微元dx,令工件屈服强度为σS,模锥半角为α,摩擦系数为μ。假定微元侧面压应力σN分布均匀(dσN=0),无反拉力(σ0=0)。由应力全微分方程,微元底面的轴向拉力微分为:
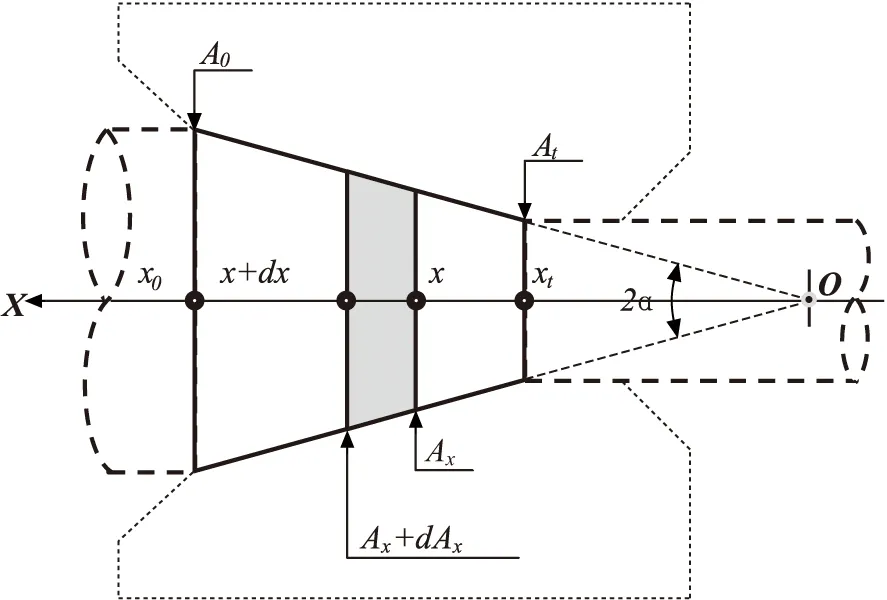
图5 微元力学分析
dPx=σx·dAx+dσx·Ax
因Ax=πtan2α·x2,dAx=2πtan2α·x·dx,则:
dPx=2π tan2α·σx·x·dx+πtan2α·dσx·x2
正压力微分在x轴的投影为:
dNx=dN·sinα=2πtan2α·σN·x·dx
由摩擦系数定义可知微元侧面上的摩擦力微分为:
摩擦力微分在x轴的投影为:
dfx=df·cosα=2πμtanα·σN·x·dx
由静力平衡条件:∑dFx=dPx+dNx+dfx=0
由近似塑性条件:σx+σN=σs[6](Mises屈服准则)

显然在出口处的轴向拉应力最大,此处截面积为At,所以拉拔力为:
可见,影响拉拔力的主要因素有材料性能σS、成品尺寸At、变形程度λ、模具结构α和接触状态μ。如钛合金,取σS=1200 MPa,At=10 mm2,λ=75%,α=6°,μ=0.1,则F=5893 N。
3 进口拉拔油的光谱分析与配方还原
运用红外光谱技术、发射光谱技术及相关的理化试验,对进口样品进行定性和定量的测定与分析,以此获得高相似度的基础配方。
3.1 样品来源与预处理
未知样品来源于在用油PETROFER DRAWLUBE
SZ VG20,是德国进口的一种高性能金属成型油,适用于高碳钢、高镍铬钢等重负荷工艺,含高组分极压剂。因为在用油颜色变深,而且水分、灰尘、杂质大量增加,为了减少分析干扰和偏差,测定前采用活性炭吸附精制[7]、高速离心超精过滤[8]等预处理,以脱色和过滤不良组分。
3.2 红外光谱测定与分析
用一束平行的频率连续变化的红外光直射纯有机物分子,同步检测、记录红外光的透射光强度,可获得该分子的红外光谱。因为分子的官能团在能级跃迁时会选择吸收特定频率的红外光,使得这部分红外光的透射光强度减弱,在该分子的红外光谱上会形成具有特定位置、形状和强度的特征吸收峰。基于有机物分子、官能团、特征吸收峰之间的对应关系,通过识别特征吸收峰可推断官能团结构,通过追溯官能团可鉴定有机物类型,同时根据特征吸收峰形状、强度可测定有机物的相对含量。未知样品是基础油和多种添加剂(有机物)的混合物,在其红外光谱上叠加呈现了所有组分的特征吸收峰(图6)。
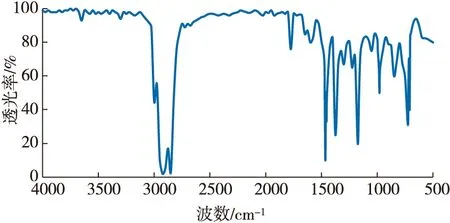
图6 未知样品红外光谱
基础油占比最高,吸收峰的特征明显,容易鉴定为矿物油,含量75%~80%。由于多种添加剂的吸收峰难免相互干扰或重叠,且添加剂大多含量低,吸收峰表现微弱,使得识别和测定难度加大。首先根据发射光谱分析结果,初步判定未知样品含有硫磷型抗磨剂、钡类防锈剂、锌类抗氧剂;然后在未知样品中依次加入相应的添加剂(每次加量1%),逐级放大该添加剂的吸收峰强度;最后观察吸收峰的形状变化,确定吸收峰位置,验证添加剂类型并测定它的相对含量。本次测定所用仪器是傅里叶变换红外光谱仪Nicolet 6700,波数4000~400 cm-1,分辨率4 cm-1。测定结果如表5所示。

表5 未知样品结构分析与含量测定(红外光谱法)
3.3 发射光谱测定与分析
物质元素中的原子受电热作用时,获得能量并由基态跃迁到激发态,返回基态又将辐射光能,检测、记录辐射光的波长和强度得到该元素的特征光谱。不同元素的原子结构和能级状态不同,使得不同元素的特征光谱各不相同,因此依据特征光谱的波长和强度可推断物质的元素构成、测定各元素的相对含量。发射光谱法具有测定精确、多元素同步、痕量分析和无机物分析等优势,是红外光谱分析重要的协同方法。本次测定所用仪器为等离子体发射光谱仪ICP-OPTIMA5300DV,测定结果如表6所示。
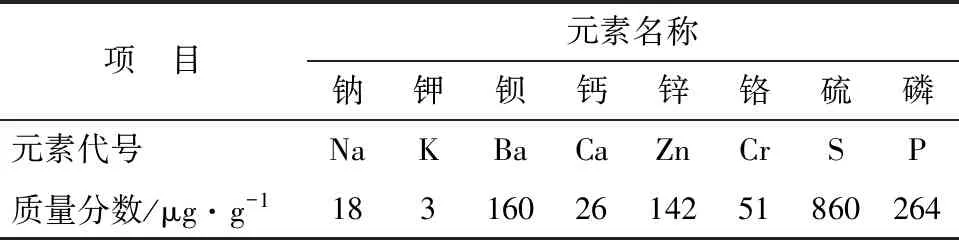
表6 未知样品主要元素含量测定(发射光谱法)
3.4 确定基础配方
依据上述分析和测定,结合原材料质量、特性、价格等条件,初步选定Ⅲ类加氢矿物油75SN作为主组分,油性剂采用菜籽油复配TMPTO(三羟甲基丙烷油酸酯),再配置极压抗磨剂、抗氧剂和防锈剂,得到一种金属眼镜框丝拉拔油的基础配方(表7)。

表7 金属眼镜框丝(有色金属合金)拉拔油的基础配方
4 金属眼镜框丝拉拔油的配方优化
针对由试验和分析确定的基础配方,结合实际工况和性能要求进行添加剂的选型和优化,重点关注基础油与添加剂、添加剂与添加剂的配伍性、溶解性和协同效果。
4.1 改进高温抗氧性能
菜籽油中不饱和脂肪酸含量超过90%,其润滑性和生物降解性高于矿物油,但高温稳定性差,易氧化。为此先用巴斯夫高温抗氧剂BASF Irganox L135与菜籽油复配,以提高菜籽油的高温抗氧化性能。L135是一种液态高分子量酚酯,高温挥发性极低,与各类基础油的溶解性极佳,低温时不易结晶。再用复配有高温抗氧剂的菜籽油与TMPTO复合,可大大增强润滑性和高温抗氧化性。TMPTO闪点≥300 ℃,黏度指数≥180,生物降解率90%以上,常常作为高性能、高环保油性剂用于轧制、拉拔等金属工艺用油制备[9]。
4.2 改善极压性能
磷系极压抗磨剂T304(亚磷酸二正丁酯)、T306(磷酸三甲酚酯)抗磨性优良,配伍性好。T304承载能力和抗磨减摩性能优于T306[10],但它呈弱酸性,闪点不高(约120 ℃),使用时易产生异味,此处推荐T306。因磷系极压抗磨剂的活性较强,须复配防腐抗氧剂T203(硫磷双辛基碱性锌盐)以抑制金属氧化腐蚀。考虑到钛合金所需拉拔力大、变形温度高,为增强抗烧结能力,须引入非活性含硫极压剂。非活性硫只在更高温度下与表面金属反应成膜,且活性低。磷系与硫系极压剂复合使用可互补不足、增强极压[11]。硫系极压剂选用莱茵化学Additin EP RC2522(二叔十二烷基三硫化物)。
4.3 增强防锈性能
T701(石油磺酸钡)表面吸附力强,是金属防锈通用添加剂。由于成品叠放存储周期长,须加入T705(中性二壬基萘磺酸钡)来提高缓蚀成分含量,有效解决叠片防锈问题。金属眼镜框丝材料含有高组分的有色金属(铜、锌、镍、钴、钛等),则须加入微量T706(苯骈三氮唑)以强化有色金属防锈。多种防锈剂复合使用,在金属表面可形成多层物理化学吸附膜,对抑制锈蚀起到协同增效作用[12]。T706为结晶粉末,难溶于石油溶剂,可使用增塑剂DBP(邻苯二甲酸二丁酯)预先溶解。
4.4 提高黏温特性
持续产生的变形热量进入润滑油循环系统,使油品黏度变小,油膜变薄,导致润滑不良、磨损加剧,因此要尽可能提高油品的黏度指数,确保油品在高温时具备足够的黏度和润滑性。Ⅲ类矿物油的黏度指数一般在110以上,为获得更好的黏温性和氧化安定性,可加入适量的黏度指数改进剂T602(聚甲基丙烯酸酯)。T602是含有极性基的聚合物,基于不同温度下呈现不同的形态来影响润滑油的黏度,并具有降凝作用[13]。T602在室温下呈胶状或固态,可用矿物油稀释为5%~10%的浓缩液。
5 金属眼镜框丝拉拔油的应用与效果
通过小样配制确定配方各组分质量分数,通过试用监测考察油品性能的稳定性,结合应用反馈精细调整配方,最终形成满足国产化替代和工业化应用的新产品。
5.1 小样配制与试用监测
针对优化后的基础配方,参照油品性能和用户要求,反复配制、调整小样,确定基础油和各添加剂的质量分数。小样的常规理化分析和四球试验数据见表8。
按照小样配方组织小批量试生产,同时在2条镍合金和1条钛合金拉拔生产线上试用。取样周期选定0 h、100 h、200 h、300 h、400 h、500 h,重点监测40 ℃运动黏度(图7)和烧结负荷PD值(图8)。监测显示,油品运动黏度和烧结负荷变化平稳,添加剂消耗正常,基本符合实际工况。
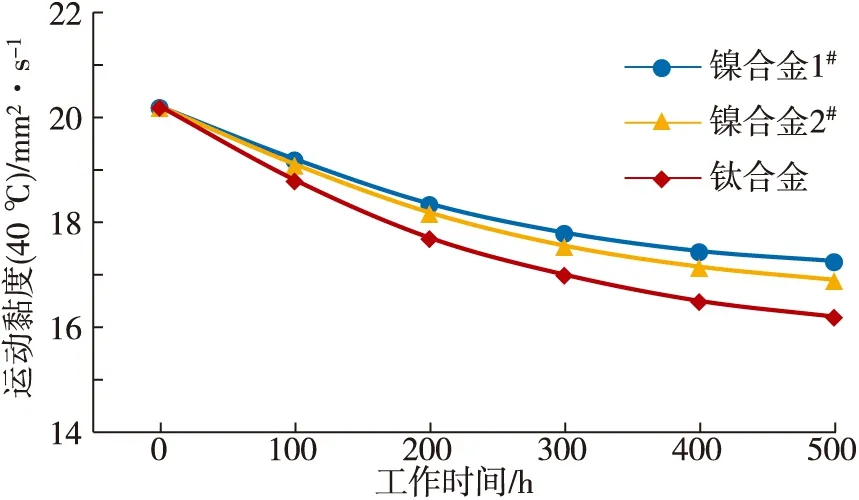
图7 试用监测:运动黏度(40 ℃)

图8 试用监测:烧结负荷PD值
5.2 新产品性能测试
根据试用监测结果最终确定可供工业应用的新产品配方,并依此组织批量生产。经测试,新产品各项性能指标全面优于进口油。新产品、小样、在用油的常规理化分析和四球试验数据对比如表8所示。
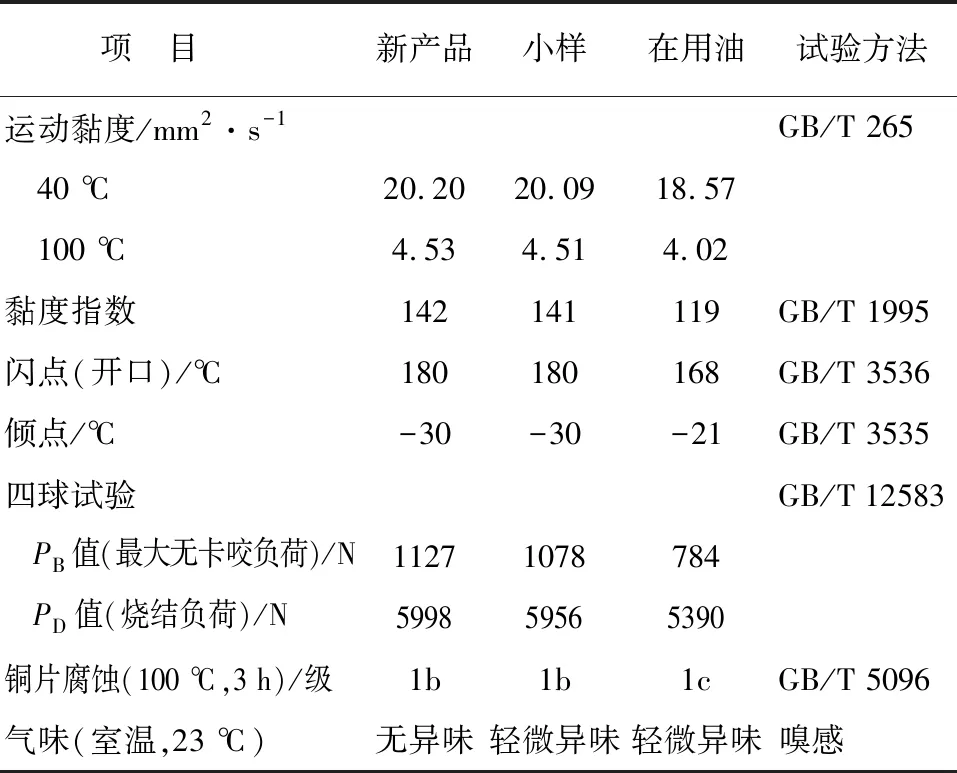
表8 金属眼镜框丝(有色金属合金)拉拔油主要性能指标
5.3 工业化应用效果
应用期间,客户对金属眼镜框丝的产品质量和生产工艺进行了监测,结果表明:产品外观光滑,色泽均匀,无裂纹、起皮、绿斑等缺陷,截面尺寸允差、维氏硬度等指标均符合质量标准;设备运行平稳正常,未发生卡机、断线等故障,模具磨损和动力消耗明显下降。经过2年多工业化应用,拉拔油新产品无论在功效性、稳定性和环保性方面,还是在技术服务和经济效益方面,都获得了市场的一致好评。
6 结束语
本课题通过研究得出以下结论:
(1)影响拉拔力的主要因素是材料性能、成品尺寸、变形程度、模具结构和接触状态。合理设计润滑剂,减小摩擦系数,能有效降低拉拔力。
(2)红外光谱技术、发射光谱技术用于未知混合物的构成分析具有明显优势,能够快速推断各组分的分子结构,精确测定各组分的相对含量。
(3)油性剂、极压剂、防锈剂、高温抗氧剂的选用是拉拔油配方设计的关键。不同类型的极压剂或防锈剂复合使用时可互补不足、增强效果。
(4)金属眼镜框丝拉拔油新产品的性能指标全面超越进口油,尤其极压性、防锈性表现突出。新产品特别适用于有色金属合金的重负荷拉拔。