小型混凝土构件流水线生产技术应用研究
2022-04-15韩佳琦
韩佳琦



摘要 传统的预制工艺施工成品质量过于依赖工人的熟练程度,同时生产效率不高,传统工艺在质量、经济、效率方面已然无法满足现代公路建设发展的需求,文章介绍了中交二公局文莱高速七标小构件自动化预制生产线的设计布局、技术参数、工艺工序及效率比对,根据传统生产和实际流水线生产作业情况进行经济性比对,通过初步比对与深入研究,进一步提升自动化生产水平,推动自动化向智能化转型升级。
关键词 小型混凝土构件;流水线;效率
中图分类号 TU756 文献标识码 A 文章编号 2096-8949(2022)07-0072-03
0 概述
小型混凝土预制构件广泛用于高速公路边坡、桥头堆坡、边沟等部位,其质量和外观越来越受到业内的重视。传统的预制工艺施工成品质量过于依赖工人的熟练程度,生产效率不高[1]。随着人口红利的消失,人工费不断上涨,质量标准不断提高,传统工艺在质量、经济、效率方面已然无法满足现代公路建设发展的需求。而高标准预制场建设、标准化预制工艺、工厂化预制生产才是满足现阶段各方需求,确保小型预制构件质量的有效手段[2],也是文莱高速七合同标准化施工的一项重要内容。
1 项目生产线介绍
1.1 厂区生产线简介
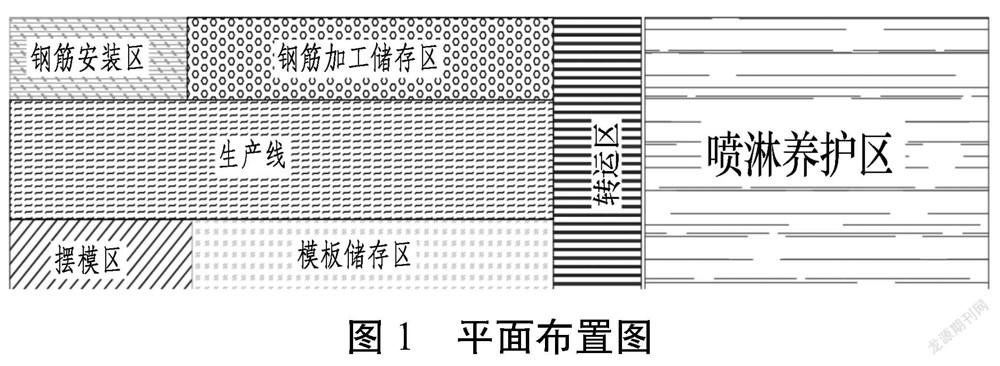
文莱高速公路路桥工程七合同主线长12.14 km(起讫桩号:K70+700~K82+840)。主要工程内容包括:路基、桥涵、排水及防护工程。集中预制混凝土小构件有:锥坡六棱块、镶边石、水沟盖板、边沟砌块等,预制混凝土方量约4 500 m3。项目按照标准化手册建设了小型混凝土构件预制厂,预制厂紧邻主线,运输便利,建设占地约2 500 m²,四周采用通透式围栏,预制厂区采用封闭式彩钢瓦结构建设,厂区内设置生产区、脱模区、养护区及成品堆放区。生产区内采用混凝土硬化,柔性隔离栅分区隔离,养护区采用单独封闭区间,喷淋式自动养护可采用手机App控制。整条自动化流水生产线主要为纵向固定节拍流水生产,人工配合摆模,叉车纵横向区间转运,部分半成品预埋件与钢筋结构提前加工完成。为节约占地,操作人员采用手持式遥控器完成开关、布料、传输等工作,并在布料口即摆模工人操作处设置紧急制动开关,确保安全生产。生产线主要动力为多台电机驱动,厂区内设有专用供电线路,严格按照工地用电要求设置保护措施。自动生产线平面布置如图1。
1.2 生产线设计原理
预制构件自动化生产线,主要根据小构件设计要求、各工序的作业量、生产线工人的熟练度、设备的功率等因素通过变频设备将各工序按照一定的节拍在生产线上进行联动,完成一个循环,形成流水化作业、工厂化管理[1]。
1.2.1 混凝土传输
生产线混凝土供给为项目混凝土场站集中拌合,水泥罐车运输,生产线端头处设置2 m3储料仓,保证混凝土和易性,且储存混凝土时间不宜超过30 min,储存量不超过1.5 m3,其主要作用:一是为了确保混凝土供应,保证生产连续,二是为了保证通过螺旋定时输料时,布料的均匀与方量的准确,混凝土进入料仓满1 m3后,启动螺旋输料机,经过布料口流量监测入模,期间混凝土入仓与布料同时进行,混凝土罐车到场后及时检测混凝土各项指标,根据塌落度及时调整布料速率。
1.2.2 模具
构件模具采用ABS塑料模具,轻便耐磨、方便工人转移,模具内均匀涂刷环保型脱模剂(提前完成),工人将模具摆放于布料口下方,混凝土通过变频定时设备分批次定量注入放置好的模具中,若存在钢筋结构或预埋件,提前设置混凝土流量与批次,留足安装钢筋或预埋件的间隙时间,由另一名工人完成安裝,摆放模具与安装钢筋预埋件的速率直接影响整个流程的效率,可根据工人的熟练度和劳动强度调整传输速度。
1.2.3 振捣与转移
按照各类构件提前设计好的布料程序完成布料后,由布料口的输送带将装构件传输到振动平台,平台长3 m等间距设置4台振动器,分2个振动区段,振动区设计为传输振动一体式结构,传输过程中持续振动,布料口传输带与振动平台传输分别设置不同的动力器,需根据工人劳动强度和构件设计要求分别调整,传输振动不影响前一道工序,经充分振动后(振动时间根据试验确定,不同构件时间不同),由两名工人将振捣完成的构件移至与输送振动带末端等高的升降叉车底板上,每层构件之间铺设竹胶板,每铺筑一层升降叉车下降至输送带等高位置,待装满4层后,由另外一台运输叉车移运至养护区,升降叉车再次升高至传输带等高位置铺设好底板,此为一个循环完成[2]。
1.2.4 资源配置
每一个循环过程中运输叉车仅在预制构件装满后进行移用,其余时间负责补充模板与钢筋,同时不占用生产线上的时间。生产线需配备工人6人,管理人员1人,其中摆模与数控定时操作1人,搬运至转运底板2人、叉车驾驶1人、辅助工人1人、厂区整体管理1人。
1.2.5 其他设置
该生产线主要特点是使用变频编程自动化操作程序,可根据构件设计特点,通过后台程序自行设置传输皮带运行停顿间隔、速度,灵活调整可满足多种小构件预制需求,同时布料口安装流量监控器,监测混凝土使用方量,及时核算成本。在操作过程中根据不同阶段外界条件的变化、工人体能变化、熟练程度等因素均可随时调整变频时间。
1.3 主要技术参数
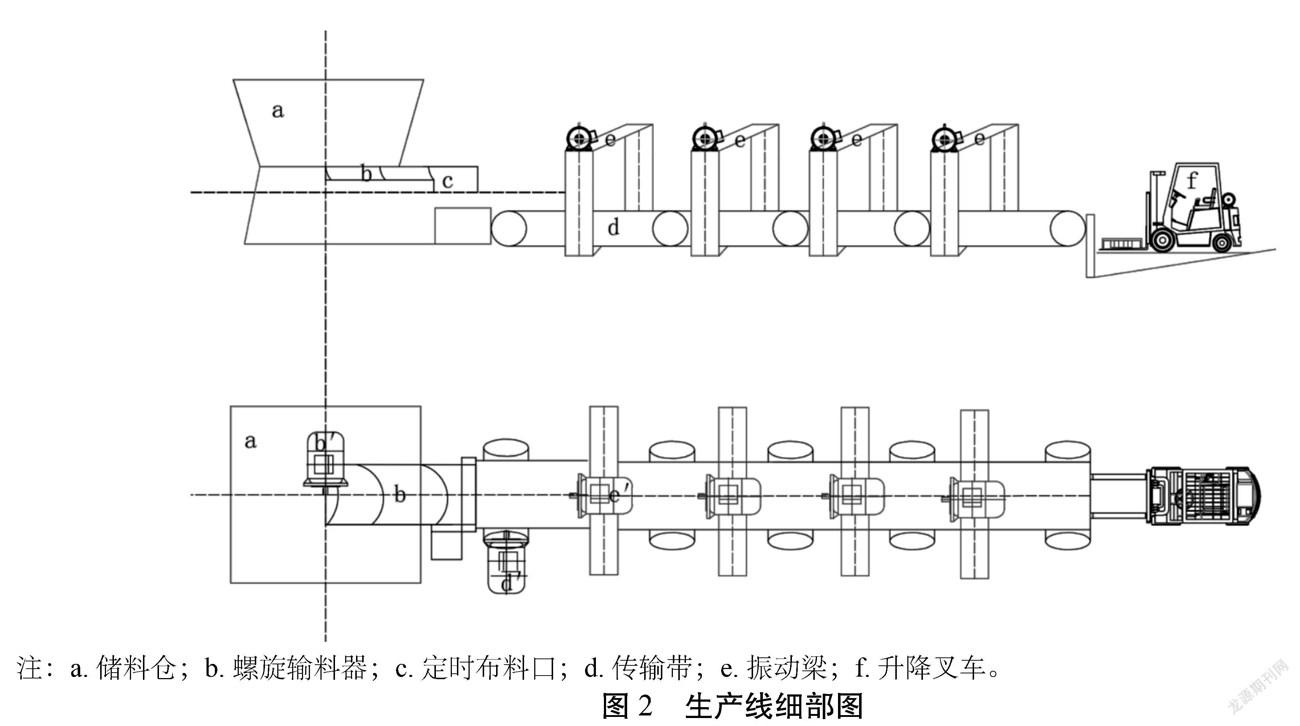
生产线细部构造如图2所示,主要动力驱动系统为配有变速器的一体式电机,振捣动力由振动钢梁上的4台振动机提供,电机具体参数见表1。
为确保有保护层要求的钢筋混凝土构件,在振动过程中,钢筋下沉量满足要求,分别进行了不同塌落度混凝土的分批布料体积试验,再根据螺旋输料电机功率,确定自动布料间隔时间,在生产过程中只需要根据不同塌落度的混凝土调节自动布料时间即可,节省了人工操作时间,提高了生产效率,在模具摆放上设计了专用的自动摆模输送带,因成本与工程量原因未进行设置。
2 生产效率分析
2.1 生产线效率比较计算
目前生产线主要控制节拍是布料口布料,根据外界条件及预制构件种类的不同,主要调节时间为布料节拍。以边沟盖板预制为例(所有工序按最快速度计算),主要工序为A摆模3 s、B一次布料2 s、C放置钢筋网片2 s、D第二次布料4 s、E运输至振动台3 s、F一阶段流动振捣3 s、G终段振捣3 s、H堆放移运(每预制8块进行移运,两台叉车配合仅计算叉车降低与摆放底板时间为4 s),最终完成养护(在进行完成E工序的同时进入第二个循环开始A工序)。其中摆模与放置钢筋网片,为工人配合完成,该工序简单易于接受,不影响整个工序时间,按照无多余间隙的流水计算每生产8块边沟盖板的时间:T=每板之间的时间间隔和+最后一块板的施工流水节拍和+要求间歇和,其中模板涂刷脱模剂8块板按照32 s计算,T=(8-1)×14+20+4+30=152 s。
传统工艺生产,同樣以边沟盖板为例,主要工序A摆模3 s、B一次加料5 s、C放置钢筋网片2 s、D第二次加料5 s、E振捣8 s、H移运4 s。传统工艺按照1个班组作业计算,每个班组需要5人,每生产8块边沟盖板的时间:T=每板生产时间×板数+要求间隙和,其中模板涂刷脱模剂8块板按照32 s计算;T=8×27+32=248 s。
在生产8块边沟盖板上自动化生产线较传统工艺节省了96 s,而自动化生产线在每个循环之间也存在着搭接,模具及钢筋准备按照提前一天计算,当天生产按8块板一个循环计算,循环之间的间隔节拍为4+14,模具按照400块一个大循环使用计算T=49×18+118的大批量生产时,效率更加卓越。在持续生产中工人劳动强度低,自动化振捣工艺成熟,质量有保障。
2.2 经济性对比分析
根据以上工艺时间统计从功效上对比(如表2)。
通过投入对比,此设备按生产20 000 m3报废处理,生产设备合价7万元,电费按现场统计计算(如表3)。
通过表3对比,首先在工艺对比分析上,使用此类自动化生产线,既能提高生产效率,同时保证了施工质量,通过机械化、自动化代替传统施工工艺,节省了劳动力;其次自动化生产线虽看似前期一次性投入成本较高,但生产过程中大大节省了人工费,按2 000 m3生产单元,每方节省153.13-44.02=109.11元,规模及体量更大的项目节约成本更为可观,现阶段工程建设项目周期较短,大量的人工劳作无形中增加了管理难度与管理成本,而通过流水线式的工厂化加工,明确了各工种的职责,减少管理人员投入,初步实现了自动化减人。同时以此自动化流水线为雏形,深入研发自动化预制,在布料与转移运输上减少人员投入,实现预制生产与操控管理完全分离,通过工厂化集约生产有效提升标准化工艺水平,自动化减人也进一步降低了安全风险。
3 结束语
随着国家及行业对构件质量、标准及信息化管理要求的不断提高,基础设施建设中,装配式结构得到广泛应用,生产体量将逐步增大,这也对混凝土构件预制工艺提出了更高要求,混凝土构件自动化、集约化预制生产将成为新的发展趋势。也需要通过小构预制自动化的研究及拓展应用,提升各种混凝土预制构件的自动化生产线的开发与研究。该文提到的创新型自动化生产线也是寻求发展创新、转型升级的一种尝试。随着信息技术的发展及社会的需求,自动化生产将进一步朝智能化制造转型升级。未来可分别将BIM模块技术、GPS定位系统、RFID芯片植入等信息化技术运用到构件生产环节,最终实现智能化制造,集约化生产。
参考文献
[1]倪雪峰. 预制混凝土构建自动化流水线研究[J]. 绿色建筑, 2017(1): 36.
[2]李永敢. 装配式建筑预制混凝土构件自动化生产线设计配置技术[J]. 施工技术, 2018(4): 47-51.