双排延长线插座一体式铜条的设计及产业化
2022-04-14诸葛继亮华慈东皮世平韩英强
诸葛继亮 华慈东 皮世平 韩英强
(公牛集团股份有限公司 慈溪 315314)
引言
传统的延长线插座行业市场竞争依旧激烈,大多数生产企业为提高产品市场竞争力,除了不断提高产品品质、增加功能、优化产品造型外,也通过提高生产制造效率和在不影响产品性能的前提下通过结构优化的方式减少材料用料,以降低产品成本。
铜条作为插座中最为核心的零部件,在实际使用过程中承载着连接、夹紧的作用。而在生产制造中,铜条的装配是非常重要的一道工序,而传统的双排延长线插座由于同时需要各两根L、N、E极铜条才能连接成对应的导电结构,这极大的增加了装配工时,同时也加大了铜材料的用料。另外,同极铜条之间均需要通过跳线连接(如图1),这导致双排式插座的组装步骤较为繁琐,产品质量稳定性差,组装效率低,而且人工操作导线焊接易出现虚焊、漏焊等问题,甚至出现由焊接操作不当引起的短路等危及人身财产安全的问题。
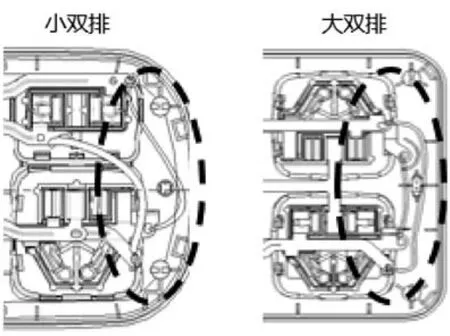
图1 现有分体式铜条结构
为解决上述生产存在的问题点,提高用户使用过程中的安全性,同时最大程度的降低产品成本,新型一体式铜条的双排插座的研究便应运而生。
1 双排延长线插座一体式铜条设计
1.1 原则
将双排延长线插座同极导电条(插套)设计成一个整体,取消跳线连接,减少焊锡点。要求将两根L极、N极和E极三种导电条设计为一体式,同时满足:
1)L极、N极和E极三种导电条之间爬电距离均大于等于4.5 mm(GB/T 2099.1要求大于3 mm);
2)采用标准化设计原则,兼容不同类型产品结构需求,尽量减少铜条种类;
3)模具制作及加工成型简单,装配便利。
1.2 设计关键
一体式铜条设计的关键包括:
1.2.1 一体式铜条整体布局及结构设计
我们选择了一种最常见的三位大双排产品,孔型布局如图2,那么该如何设计该孔型插座的铜条结构?
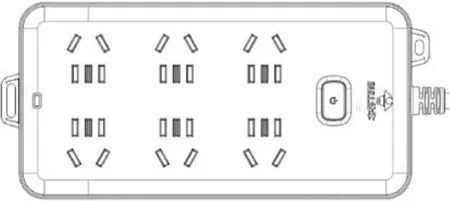
图2 三位大双排延长线插座孔型布局
1)铜条主通道(主干)位置的布局:
该布局存在如下几种可能:
①E极导电条主通道居中,N/L极导电条主通道同时位居两侧如图3;

图3 主通道布局一
②E极导电条主通道居中,N/L极导电条其中一极主通道位居一侧,另一极主通道位于E极导电条下面如图4;

图4 主通道布局二
③N/L极和E极导电条主通道均位于双排延长线插座居中位置且垂直分布如图5。
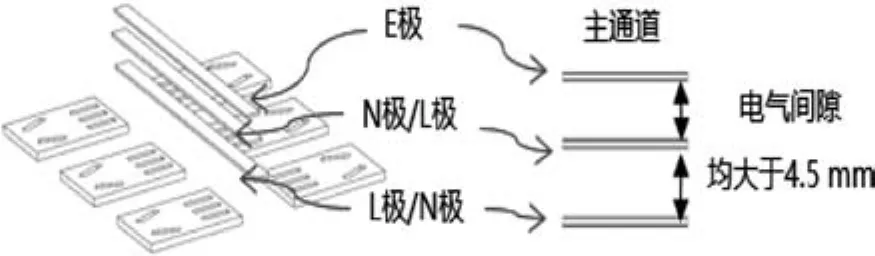
图5 主通道布局三
如上三种主通道布局方式哪种更合理呢?
方案①中N或L极导电条主通道分别位于插座两边,考虑到插套同极性问题( N或L极导电条对排插套连接是交叉的),这样设计产品的稳定性较差、模具成型也非常困难,方案②存在同样的问题。
基于模具加工制作的难易度,冲压成型的稳定性,成本的高低等综合分析考虑,采用方案③(将L极、N极和E极三根主通道上下布置在插座的中间) 更为合理。即E极导电条主通道放置在最上面,N/L极导电条依次放置在E极导电条的下面。那么不同极性间的爬电距离应设计为多少?支干的插套又该如何选择?
2)爬电距离
国标GB/T 2099.1中要求不同极性导电条间的爬电距离、电气间隙均应大于3 mm。因L极、N极和E极三种导电条主通道均位于双排延长线插座正中,考虑到三根主通道在一个垂直面上,在实际的加工成型、包装运输中导电条可能产生变形,故爬电距离、电气间隙的设计目标均需大于4.5 mm,并在主通道下方设置支撑结构,防止产品在使用过程中因不同极性导电条距离过近导致短路等异常情况,真正做到万无一失。
3)插套(支干)分布及结构设计
①插套(支干)分布于主通道(主干)两侧。
②插套类型选择
目前常用插套类型有3种:底部连接U型、R型、侧面连接U型,如图6所示。

图6 三种常用插套类型
综合下料、展开、成型等因素考虑,两极插套选择侧面连接U型结构,三极插套选择R型结构,E极插套选择底部连接U型结构,如图7所示。

图7 N极铜条展开图
这样只要一根主通道与对应的插套连接后形成同极性的一体式铜条,减少了用料(只需一根主干),同时也避免了采用跳线连接铜条的情况。
将上述三种不同极性的一体式铜条从上至下依次排布(上-中-下:E极-L极-N极),得到如图8所示的一体式铜件整体布局[1]。

图8 一体式铜条整体布局

图9 模具排料图
利用有限元分析软件对上述三种插套进行插拔力、插套应力、接触面积三个维度的分析并不断调整相应尺寸,使R形插套、U形插套平均应力在250~300 MPa之间,远低于黄铜的极限屈服强度,插套单极插拔力处于6~10 N之间[2]。从理论的角度完全满足相关性能要求,整体插拔力手感也为最佳状态。
1.2.2 模具设计及加工工艺
铜条的冲压模具采用先进的级进模形式(料带经过下料、折弯、成型工序一次成型),其零部件加工精度可达到3~5 μm,部分采用光学研磨等加工工艺,产品成型可靠性非常高。
2 相关测试及数据
上述延长线插座现已批量生产,经实际验证,产品结构和性能指标均能满足GB/T 2099.1中规定的绝缘电阻、电气强度、温升、耐老化、正常操作等性能要求[3]。
实验室温升测试插套处约15~20 K,远低于国标要求的≤45 K;正常操做前单极插套吊重满足3 N,正常操作后单极插套吊重满足1.5 N;同时两极整体拔出力为20~25 N,三极整体拔出力为40~45 N,整体插拔手感较为舒适。
3 生产组装
在实际生产中可以明显看出,新设计的延长线一体式铜条插座不仅在生产效率方面存在较大的提升,而且在产品高质量的一致性[4]和安全性方面均较传统结构的延长线插座存在明显的优势。
3.1 生产效率提升
基于铜件数量由6根改为3根,跳线取消、焊点减少。组装生产时只需将铜条轻松放入相应位置即可,无需拍打或多余的动作,产品的直通率大大提升。经车间组装生产反馈,平均UPPH提升约8 %。
3.2 异常问题降低
实际生产中,新设计的延长线插座不仅在生产效率方面有所提升,而且在产品的一致性和安全性方面均较传统结构的延长线插座有明显优势,彻底杜绝了由焊跳线引起的虚焊漏焊等问题,避免了焊渣存在插座中而增加的检验和返工动作。
4 结束语
双排延长线插座采用一体式铜条设计后,在制造生产方面,从源头上完全取消了传统的跳线连接,减少了焊锡点。在结构和性能指标方面,产品均可满足相关标准要求。在智能制造方面,为实现铜条的自动化装配提供可能。
当前该系列双排延长线插座已实现批量生产,从产线反馈情况来看,装配效率得以大幅提高,产品质量一致性得到改善;从经销商反馈的客退数据来看,新设计的一体式铜条插座客诉问题点较分体式铜条产品明显减少。
本文主要从设计角度对双排延长线插座整体铜条提出一种解决方案,希望能起到抛砖引玉的作用,如有不足之处欢迎交流指正。
