煤制乙二醇关键单元技术与低碳集成工艺的研究进展
2022-04-12储根云范英杰张大伟高明林梅树美杨庆春
储根云,范英杰,张大伟,高明林,梅树美,杨庆春,
(1 合肥工业大学化学与化工学院,安徽合肥230009;2 安徽昊源化工集团有限公司,安徽阜阳236023)
乙二醇(ethylene glycol,EG)是一种重要的基础原料和化学中间体,常用于合成聚酯纤维和防冻液,下游用途广泛,也能用作溶剂、润滑剂、增塑剂、表面活性剂等。如今我国已经成为世界聚酯生产大国,乙二醇生产和消费量位居世界第一。例如,2020 年我国用于聚酯行业的乙二醇占其国内总消费量的90%以上。然而,我国乙二醇严重依赖于进口,进口量常年高于60%,国内产能远不能满足日益增长的需求。因此,如何立足于我国能源资源禀性,提高我国乙二醇自给率,缓解其供需矛盾,对于我国乙二醇及聚酯等行业高速发展至关重要。
目前,工业上大规模生产乙二醇的技术方法主要有以下两种:一种是以传统石油路线为代表的环氧乙烷水合法;另一种是以煤为原料转化制取合成气进而合成乙二醇的路线。前者技术已经相当成熟,应用广泛,但不足之处在于严重依赖于石油资源,且由于原料需通过大型石油石化公司乙烯装置联产得到,导致配套乙二醇的产能增长被乙烯装置的建设计划所限制。另外,该路线还存在成本高、能耗及水耗高等缺点,因此,在我国发展缓慢。后者具有成本低、流程较短及抗风险能力强等优点,尤其是在经济性能上,以当前原料和产品价格为例,煤制乙二醇(coal to ethylene glycol,CtEG)和石油制乙二醇(oil to ethylene glycol,OtEG)工艺的总生产成本分别为4630CNY/t和5480CNY/t,且煤制乙二醇路线的内部收益率亦比石油路线高出2.39%。因此,煤制乙二醇路线具有较大的成本优势,发展前景良好。
另一方面,由于我国是一个“富煤少油”的国家,为了提高我国乙二醇的自给率,促进该行业稳健高效发展,以煤为原料转化制取合成气进而合成乙二醇的技术路线也在日趋完善,国内掀起一股煤制乙二醇技术开发与投资的热潮。例如,煤制乙二醇行业早在2009 年就被列入国家《石化产业调整和振兴规划》。截至2020 年8 月,中国已投产的煤制乙二醇工厂高达28 家,EG 年总产能近800 万吨。此外,还有十余个项目正在建设或规划中。
随着煤制乙二醇行业的兴起,首先引起了人们对其技术经济性能和市场竞争力的关注。例如,陈冬燕论述了煤路线的工艺技术及产业化发展现状。张丽君主要对石油路线和煤基路线进行技术经济对比分析,提出开发煤制乙二醇技术,是符合我国能源特点、满足乙二醇市场需求的较好途径,具有较好的发展前景。但是,目前只有少数学者对煤制乙二醇技术进行了初期的调研,主要综述了煤制乙二醇工业化进展以及分析煤制乙二醇的技术经济性能。少有文献系统地综述煤制乙二醇过程中关键单元技术的研究进展,分析指标单一(仅考虑生产成本),更少有文献分析关键单元对煤制乙二醇整个过程技术经济性能的影响。然而,煤制乙二醇工艺与石油路线相比,煤制乙二醇技术尚处于初级阶段,在关键单元流程上仍有较大的优化和改进空间。例如,分析不同煤气化单元技术对煤制乙二醇系统的影响,则可寻找得到最适合工业化的煤气化技术;优化草酸二甲酯合成单元的性能,势必将大大提升原料的利用效率,探寻得到经济性能最佳的合成路线;考察乙二醇合成催化剂的性能,则直接关系到产品的产率和性能。因此,分析煤制乙二醇系统关键单元技术取得的研究进展及其对整体性能的影响,对于提升煤制乙二醇技术经济性能具有十分重要的意义。
除了改善传统煤制乙二醇路线自身单元性能之外,已有学者采用过程系统工程研究方法与手段,从系统的角度解读对煤制乙二醇进行系统集成与优化。例如,本文作者课题组先前对煤制乙二醇进行全流程碳平衡分析和能量分析,发现煤制乙二醇过程排放的CO和能耗分别比石油路线高4.99t/t EG和59.49GJ/t EG,而本质原因是由于煤资源富碳少氢。即乙二醇合成所需要的氢碳比较高(H/CO≈2.0),煤气化单元得到的合成气却一般都小于0.7。因此需在传统煤制乙二醇过程中增加一个水煤气变换单元,提高其氢碳比。在该单元中,补充了氢源,但是大量CO 被转化为CO,不仅造成碳资源的大量浪费,而且严重污染环境。对此,有学者采用集成富氢资源辅助煤制乙二醇过程,优化系统结构,以降低CO排放,提高资源利用率、能源效率及经济效益。但是,鲜有文献对煤制乙二醇过程集成技术进行综述和分析,而这方面的研究成果对提升煤制乙二醇过程的质能结构具有重要的指导意义。
综上,针对近年来兴起的煤制乙二醇产业,本文将重点阐述该过程的关键单元技术和系统集成研究的最新进展,具体包括煤气化单元、草酸二甲酯合成单元以及乙二醇合成与精制单元的技术进展。与此同时,深入探讨关键单元对煤制乙二醇整体性能的影响,为深入研究我国煤制乙二醇技术及煤炭资源高效清洁应用,提供坚实的理论基础和技术支撑。
1 煤制乙二醇的关键单元技术
煤制乙二醇包括以下两种生产方式,一种是煤制甲醇转烯烃然后再走传统石油路线,另一种是煤制合成气直接或间接合成乙二醇。由于煤先制甲醇转烯烃后再生产乙二醇的工艺存在合成路线长,投资太大的缺点,在成本方面没有优势;而煤制合成气直接生产乙二醇的工艺,一方面要求的合成压力和温度过高难以达到,另一方面合成气的转化率又比较低,产物选择性不好,所以目前还未大型工业化。合成气间接法生产乙二醇凭借成本低、工艺流程短、转化率高等优点,被认为是目前煤制乙二醇更佳工艺路线之一。以现在的研究和工业化情况来看,在众多间接法中,以合成气气相反应制取草酸酯,草酸酯再加氢生产乙二醇的两步法(草酸酯法)是众多间接法中最可行的,其不仅反应条件温和,而且选择性高,是煤制乙二醇技术发展的主要方向,已在全国各地广泛应用。例如,内蒙古通辽已投产的20 万吨/年的煤制乙二醇、安徽合肥中盐红四方已投产的30 万吨乙二醇项目、内蒙古开滦化工拟建的40 万吨/年煤制乙二醇项目等,均采用草酸酯法。因此,本文重点探讨草酸酯法制取乙二醇的工艺路线。
典型草酸酯法煤制乙二醇过程的工艺流程图如图1 所示。原料煤预处理后进入煤气化单元(coal gasification unit,CG),在来自空分单元(air separation unit,ASU)的氧气作用下,发生系列物理化学反应生成粗合成气(通常H/CO小于1)。粗合成气经水煤气变换单元(water gas shift unit,WGS)调整H/CO至2.0左右;再送至气体净化与分离单元(gas purification and separation unit,GPS),脱除合成气中酸性气体等杂质,并纯化CO 和H等气体。其中CO 物流进入草酸二甲酯合成单元(dimethyl oxalate synthesis unit,DMOS),H物流与DMO在乙二醇合成单元(EG synthesis unit,EGS),发生催化加氢反应生成乙二醇粗产品,乙二醇粗产品经乙二醇精制单元(EG refining unit,EGR)分离精制后,得到高纯度乙二醇产品。
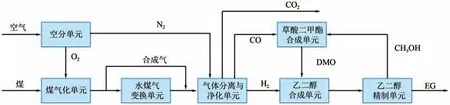
图1 煤制乙二醇工艺流程框图
1.1 煤气化技术
煤气化技术是煤化工中煤炭高效清洁利用重要单元,目前已工业化的煤气化技术有:Texaco水煤浆气化、传统的固定床间歇式煤气化、GSP 气化、多元料浆加压气化、四喷嘴对置式水煤浆气化、Shell 粉煤气化、Lurgi 煤气化、航天煤炉气化、灰熔聚流化床煤气化、恩德炉煤气化等。通过对煤制乙二醇过程的各个单元进行的㶲分析研究,发现煤气化单元的总㶲损以及可避免㶲损皆最大,且远高于其他单元。因此,相比之下,提升煤气化单元的热力学性能会比优化其他单元的效果更显著。
目前主要用于煤制乙二醇产业中的煤气化技术种类有Texaco、Shell 和GSP 三种主要煤气化技术。因此,本文重点对三者进行技术对比和分析,其主要技术参数如表1 所示。这三种技术中的反应床类型均为气流床,其中,Texaco技术对煤质要求相对较高,为水煤浆进料,合成气中的有效气体为CO 和H含量较低;Shell 技术的单炉投煤量最大,与GSP技术同属干粉进料。除Texaco技术气化剂采用的是纯氧,Shell 和GSP 技术的气化剂均采用纯氧+水蒸气,具有较高含量的有效成分。Texaco 技术国产化水平最高,投资最少,而Shell 和GSP 技术的部分设备需进口,故需投资较高。
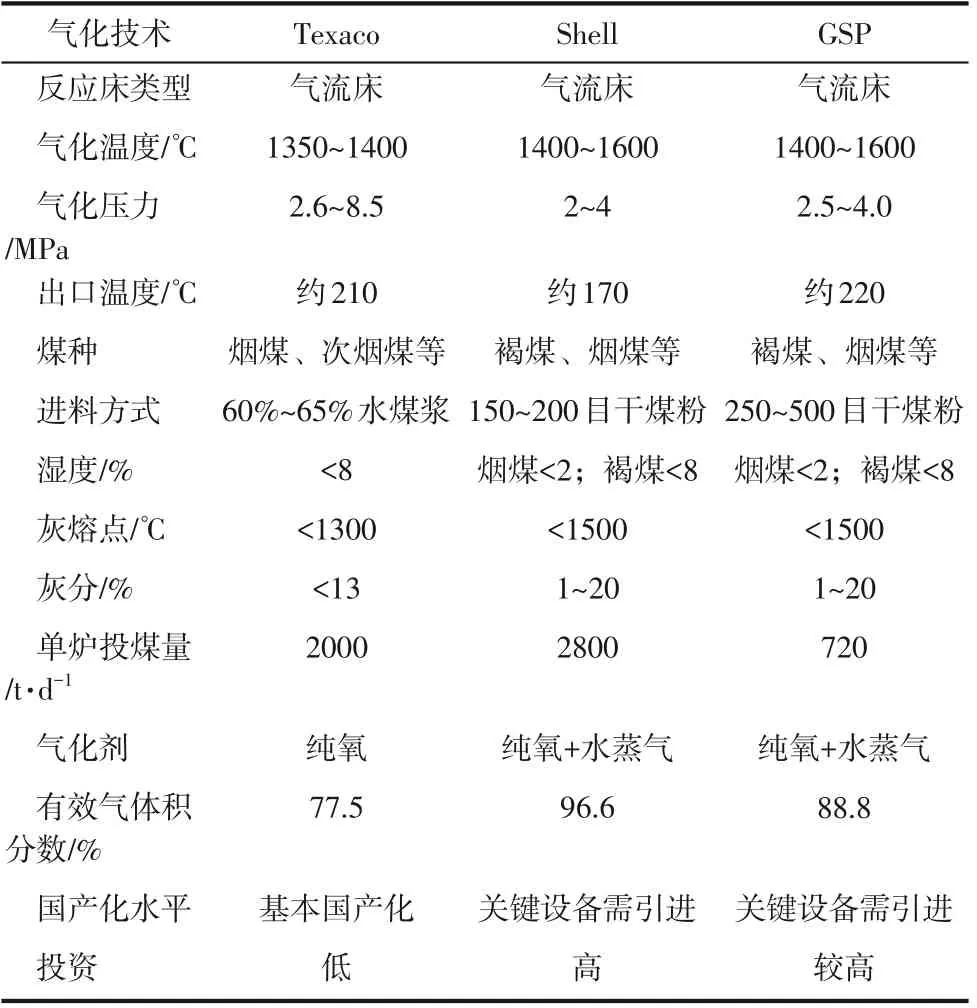
表1 不同气w化技术的主要参数
1.1.1 典型煤气化技术
(1)Texaco水煤浆加压气化技术 Texaco水煤浆气化工艺流程主要有煤浆制备、煤浆气化、灰水处理等。其优点如下:①由于Texaco技术采用的是水煤浆进料,可满足下游合成工段的压力要求,可有效降低合成气压缩能耗,进而降低装置的运行费用;②每台炉最大的单日处理煤量约为2000t,碳转化率高(≥98%),气体质量好;③气化炉进料稳定,煤浆的流量和压力稳定,有助于气化炉负荷的调节,使装置的操作弹性增加;④工艺技术比较先进,装置的国产化率也高,生产规模相同的情况下投资比较少。
技术缺点有以下几点:①由于水煤浆进料,大概含40%的水分,合成气的热值比较低;②气化炉使用热壁,为了延长其寿命,对于较高的煤灰熔点,添加有效量的助熔剂使水煤浆浓度减小,但对煤和氧的消耗增加;③同时煤的选择会受到一定的限制,很难实现原材料采购的本地化;④由于燃烧器的寿命很短,所以为了稳定生产过程,需要频繁停车更换燃烧器(一般每45~60 天更换一次),这无形中使基础建设的投资大大增加。此外,一般需要在半年到一年半内换一次炉内耐火砖。
(2)Shell 煤气化工艺 Shell 煤气化过程是在高温加压下进行的,加压后氧气和煤粉以及部分蒸汽并流进气化炉中,短时间内完成一系列物理和化学过程。因为气化炉中温度很高,所以当氧被耗尽时,碳就会进行各种转化,即进入气化反应阶段,最终会生成主要成分为CO和H的气相产物然后离开气化炉。
技术特点为煤种适应性广,单系列生产力大,单炉处理煤量1000~2800t/d,操作压力4.0MPa,碳的转化率可以高达99%左右。气化氧耗相比同当量的水煤浆气化工艺低15%~20%,并且具有高热效率、长运转周期、较好的环境效益等技术特点。
存在问题如下:①Shell 煤气化技术在国内外主要用于发电上,虽然在合成气使用上灵活性高,但在用于煤制乙二醇产业上技术还不成熟,在流程配置、施工管理、设备制造、投料试车到操作运行等方面,都要有一个逐步认识消化和吸收掌握的过程;②装置的高压氮气和超高压氮气的用量都很大,这在一定程度上部分抵消了其节能的优势;③设备制造要求高,投资费用大,装置建设周期长,是阻碍Shell 技术推广应用的又一阻碍;④流程操作控制复杂,其整套操作系统自动化程度高,因此要求工艺条件也相对苛刻、运行条件需更加稳定。
(3)GSP干煤粉煤气化技术 GSP煤气化技术是一套相对先进成熟的煤气化技术。GSP煤气化技术包含水冷壁气化反应器、激冷流程、干粉进料和液态排渣一系列工艺流程。GSP 煤气化技术兼有Texaco 与Shell 的优点,主要表现在两方面:一是原料来源广,适应性强;二是技术指标优越。GSP气化炉的优势主要体现在耗氧量、单炉有效气量、有效气含量以及炉渣残炭含量方面,特别是低耗氧量使空分装置的建设和运行成本都大大降低。
但是在实际投产中暴露出较多问题,如水冷壁被烧损、点火烧嘴的寿命不长、投煤不稳定、粗煤气含灰多等,使工厂不能长周期稳定运行。经过一系列的研究改进和优化后,很大程度地提升了GSP气化炉的性能指标,基本使GSP气化系统可以稳定运作。目前主要阻碍技术大量产业化的原因是粗煤气带灰严重,大量细灰对后续工艺造成严重影响。需借鉴相关煤气化中粗煤气处理工艺的成功经验,来解决洗涤效果差的问题。
1.1.2 不同气化炉技术性能对比分析
本节主要对Texaco、Shell和GSP三种煤气化炉的技术、经济和环境性能进行分析。
不同气化技术的氧气与蒸汽消耗对比参数(以干燥无灰基煤为基准),如图2所示。由于Texaco技术采用湿法进料,其数据对应为水和蒸汽总单耗,Shell 和GSP 煤气化技术数据则对应为蒸汽单耗,其中水和蒸汽单耗数据不包括公用工程以及锅炉的循环水耗和蒸汽消耗。由于煤气化技术进料方式的差异,GSP气化技术的蒸汽单耗最小,锅炉的能耗也因此减小。由图2可知,Texaco煤气化技术的氧耗最高,其次是Shell 和GSP 技术,这主要是由于气化剂和进料方式差异性造成的。
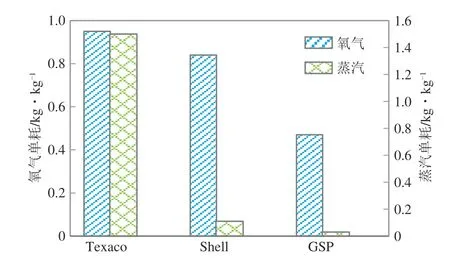
图2 不同气化技术的氧气、蒸汽单耗图
不同气化技术对应的煤气关键技术参数如图3所示。Texaco技术采用的是水煤浆进料,而Shell和GSP采用的都是干煤粉进料,导致前者的碳转化率较低。此外Texaco 气化工艺生成的气体产物中有效气体成分为77.5%,其他两种煤气化工艺有效气体成分分别96.6%(Shell)和88.8%(GSP),相比而言Texaco 技术在有效气体含量方面还有待改进。另一方面,本工艺采用草酸酯法工艺路线合成乙二醇,需要进料中的氢碳比(H/CO)为2。通过比较三种煤气化工艺的有效组分含量中的氢碳比发现,Texaco煤气化工艺生成的粗合成气具有最高的氢碳比,约为0.93,更为接近本工艺的原料配比需求,可有效降低水煤气变换单元的投资成本和运行成本;而Shell 产生的合成气的氢碳比最低,因此,后续需要更高的变换比(进入水煤气变换单元的合成气比例)以调整至合适的氢碳比。
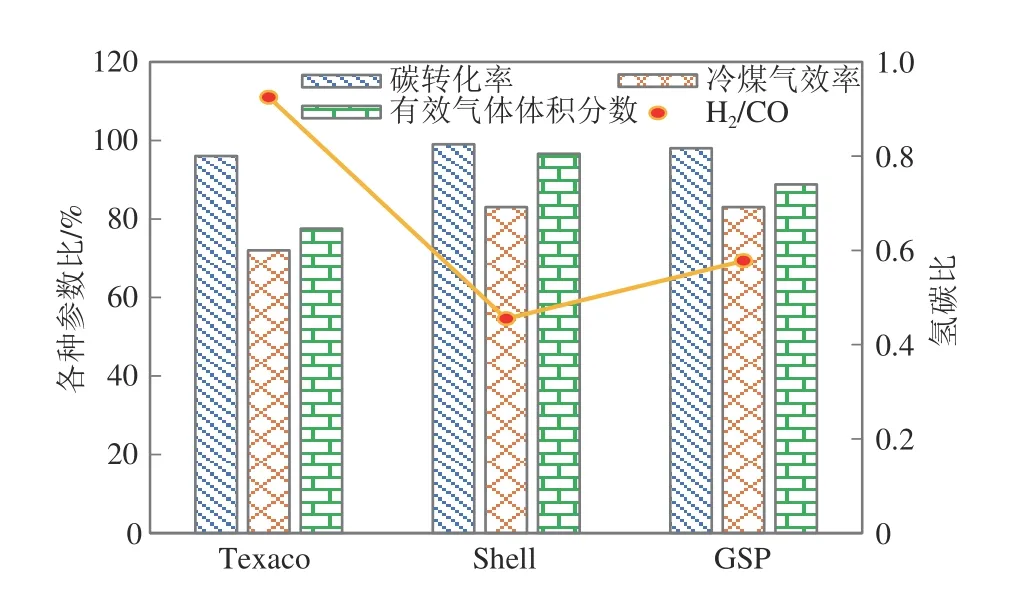
图3 不同气化炉技术煤气的关键参数
1.1.3 不同气化炉技术对整个煤制乙二醇系统的影响
煤气化装置是煤制乙二醇工艺中最重要的装置之一,决定了合成气的产量和合成气组成,对整个煤制乙二醇工艺的技术经济性能都至关重要。此外,不同气化炉的冷煤气效率、热效率、设备成本和处理能力也有很大差异。因此,研究不同气化工艺对整个煤制乙二醇工艺系统性能的影响具有重要意义。
(1)技术性能 对三种煤气化工艺进行了㶲效率分析,结果如图4 所示。结果表明,GSP、Shell和Texaco 的㶲效率分别为42.43%、41.60% 和39.13%。这主要是由于GSP 和Shell 的产品收率高于Texaco,且前两种的煤耗小于Texaco气化炉的工艺。在单元㶲效率方面,由于GSP 和Shell 气化炉的冷煤气效率和碳转化率较高,使得GSP 和Shell煤气化单元的㶲效率高于Texaco。与Texaco气化炉相比,GSP和Shell气化炉H和CO的总产量分别提高了21.06%和6.39%。Texaco水煤气转换装置的㶲效率比GSP 和Shell 气化炉的㶲效率要高,因为它的变换比较小。由于其余单元流程和处理规模基本相同,所以他们的㶲效率基本相同。因此,基于GSP气化炉的煤制乙二醇工艺具有最佳的热力学性能。
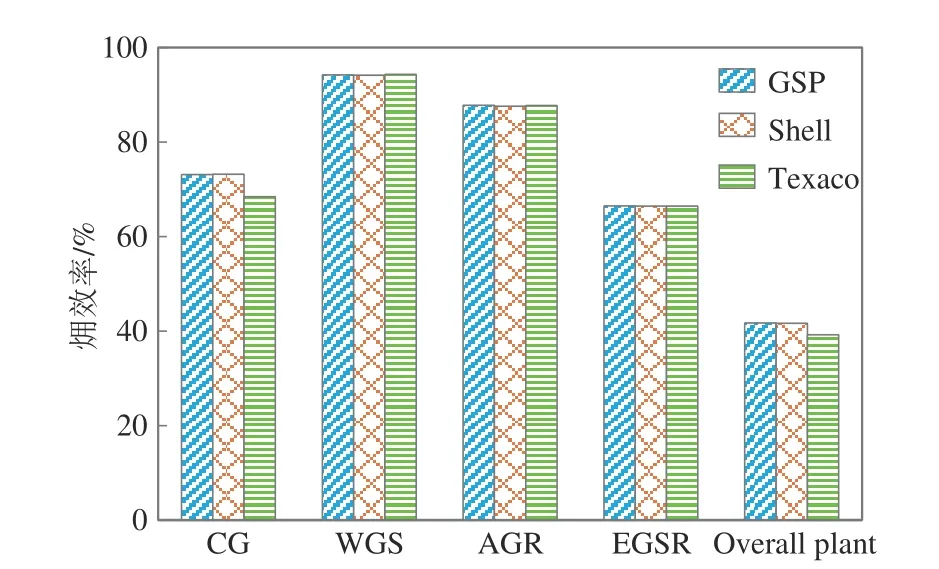
图4 GSP、Shell和Texaco气化炉的CtEG㶲分析
(2)经济性能 基于GSP、Shell 和Texaco 气化炉的煤制乙二醇工艺的总资本投资估算如图5所示。可以看出Shell的投资成本最高,为18100CNY/t EG,其次是GSP 16500CNY/t EG 和Texaco 15100CNY/t EG。这主要是由于在整个生产路线中煤气化的投资最高,占煤制乙二醇过程总资本投资的32.13%~37.70%,而Texaco 气化炉煤气化具有技术成熟、国产化程度高、操作方便等优点,且投资费用最低。此外,在三种工艺的水煤气输送装置方面,Texaco输送装置的设计规模最小,因此其输送设备投资成本最低。由于GSP和Shell的CO排放量高于Texaco,导致其酸性气体脱除装置的投资费用高于Texaco。总体而言,采用Texaco 气化技术的煤制乙二醇工艺具有较低的投资费用。
根据所建立的经济模型,计算得到GSP、Shell和Texaco的总生产成本如图5所示。可以看出Texaco的总生产成本最高,为4980CNY/t EG;其次是Shell,为4896CNY/t EG;GSP最低,为4625CNY/t EG。因此,GSP 的煤制乙二醇工艺的总生产成本最低。这主要是由于Texaco的煤耗、氧耗量均高于GSP和Shell,导致消耗较高的原料成本。但是GSP的燃料和电力成本高于Shell 和Texaco,主要是因为它消耗较多的公用工程。结合上述计算得到的投资费用、生产成本和产品收入,最终计算得到GSP、Shell 和Texaco 的内部收益率分别为18.01%、14.24%和17.72%。即采用GSP 气化炉的煤制乙二醇工艺具有最佳的经济效益。这主要是因为GSP的生产成本较低,且产品收率高于Shell 和Texaco。虽然Texaco 的总生产成本略高于Shell,但其总资本投资明显低于Shell,最终使得Texaco 的内部收益率高于Shell。
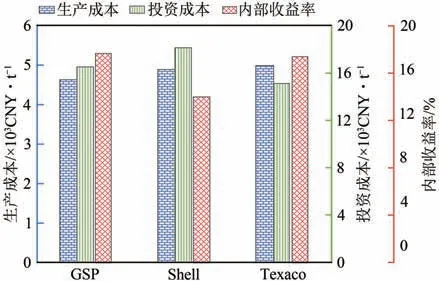
图5 GSP、Shell、Texaco生产成本、投资费用和内部收益率
1.2 草酸二甲酯合成技术
目前对草酸二甲酯(dimethyl oxalate,DMO)合成技术的研究主要集中于优化DMO 合成催化剂以及产品分离精制等方面。Wang 等综述了近年来CO直接酯化制备DMO相关进展,认为活性组分Pd 的聚集状态是催化选择性的关键,聚集态的Pd有利于DMO 的形成。该综述可为CO 直接酯化制DMO 提供合理的指导。此外,还有学者针对催化剂结构进行研究,以改进催化剂性能,探索经济、高效的气相CO偶联DMO的结构Pd催化剂。例如,Wang 等利用α-AlO/Al 纤维复合材料制备了Pd/α-AlO/Al 纤维催化剂,并研究了DMO 强放热氧化偶联反应,发现微纤维结构的催化剂具有传热性能良好、压降低、活性高和稳定性高等优点。Xing 等采用螯合促进剂制备高活性Pd-Fe/α-AlO催化剂,用于CO 和亚硝酸酯合成草酸酯。该制备方法简单、钯含量低、产率高,具有良好的工业应用潜力。该研究对于设计其他负载型贵金属工业催化剂亦具有普适性。Yang等利用多重浸渍法制备Pd/MgO/γ-AlO催化剂,可以使得CO 转化率高达48.3%,DMO 选择性为94.4%,催化性能显著提升。总体而言,目前DMO 合成技术已经较为成熟,反应中的亚硝酸甲酯的热稳定性高,使偶联反应的操作弹性和效率提高,且生成的DMO 常温下为固体,便于储存运输。草酸酯合成法是目前比较接近于大规模工业化的生产方法,不但对工艺的要求低,而且反应条件也温和,是目前研究的热点。
1.3 乙二醇合成与精制技术
乙二醇合成与精制单元的流程示意图如图6所示。DMO 首先与氢气混合,加热至200℃,送入DMO加氢反应器。在反应器中,DMO与H反应生成乙二醇,首先,DMO 加氢反应生成中间体乙醇酸甲酯(methyl glycolate,MG);再加氢进一步转化为EG,并伴随副反应生成乙醇,如式(1)~式(3)所示。
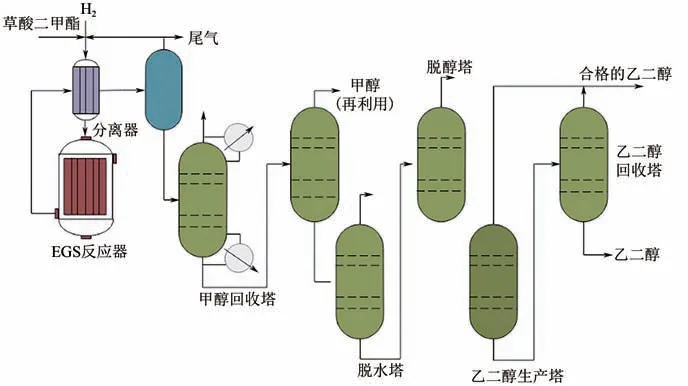
图6 草酸酯加氢制乙二醇简要工艺流程图
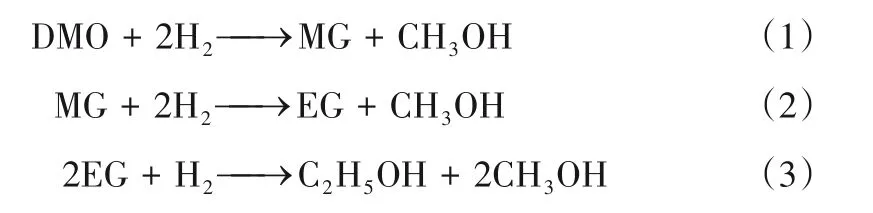
加氢单元的作用是将草酸二甲酯加氢得到乙二醇的粗产品,同时反应生成甲醇经分离单元返回酯化单元。DMO 加氢反应器出口气预热原料后,送入高压分离器。大部分来自分离器的蒸汽被回收到压缩机,只有一小部分作为尾气排放。分离器的液流压力通过一个减压装置降低到0.4MPa,进入EGR单元。EGR单元主要由5个塔组成,即甲醇回收塔、脱水塔、脱醇塔、EG 产品塔、EG 回收塔。将EGS 单元合成的粗EG 产品先送入甲醇回收塔回收甲醇。然后送至脱水塔除去水和部分低沸点醇,经过脱醇塔脱醇后的富乙二醇物流进入EG 产品塔,生产高纯EG 产品。此外,由乙二醇回收塔回收剩余产物中的乙二醇,以提高生产工艺的经济性能。
为了提高乙二醇选择性和收率,国内外学者对DMO 加氢催化剂和反应器进行了优化。例如,Wang 等也采用沉淀法制备了不同Zn/CuMo 摩尔比的CuO-ZnO/SiO催化剂,结果表明,适宜的锌掺杂可以提高催化剂表面铜离子含量,CuO粒子分散性好,催化剂的稳定性好更好,明显提高乙二醇选择性。Cui 等以CuMgAl-LDH 为前体制备了系列Cu 基纳米催化剂,发现Cu/MMO-S催化剂即使在极低的操作温度下亦具有优异的催化性能,乙二醇产率高至94.4%。Wang 等使用硅烷偶联剂有效地覆盖了Cu/SiO表面分离的羟基,可明显提升乙二醇选择性以及催化剂的稳定性。Ye 等在综述草酸二甲酯加氢活性位点及催化剂设计的研究进展基础之上,提出引入有机添加剂以提高乙二醇产率和稳定催化剂活性。此外,Wei 等提出了一种新型的四级固定床管式CO 偶合反应器,采用三级膜分离结构代替传统的双塔精馏技术回收再生甲醇,实现了较低能耗和较高的乙二醇产率。
2 低碳高效的煤制乙二醇创新工艺
由于煤制乙二醇采用的是富碳缺氢的原料,产品是富氢缺碳,元素差异导致其质能效率低和CO排放大等问题。即煤制乙二醇过程输入与输出的氢碳比存在较大差异,需通过水煤气变换单元,以牺牲大量宝贵的CO 资源为代价,提升氢碳比。然而,水煤气变换单元产生的大量CO,又无法进行固定或回用,造成煤制乙二醇系统物耗、能耗、碳排放高等问题。有的放矢地优化煤制乙二醇系统结构是解决上述问题的最有效途径之一。例如,Yi等对煤化工中二氧化碳循环利用进行了深入研究,分析了CO循环对煤化工过程性能的影响,揭示了基于CO循环的煤化工系统集成与优化原理,并提出将煤与不同能源(如化石燃料或可再生燃料)结合原理。此外,他们将CO循环利用应用于焦炉气制甲醇的工艺中。通过技术经济分析发现,新工艺的CO排放接近于零,且具有更高的经济效益。Yang 等针对CO排放问题提出了天然气辅助煤-烯烃新工艺,该过程回收部分二氧化碳到气化炉作为气化剂,以增加合成气产量,另一部分CO被收集起来与CH反应,最大限度地重复利用CO。该工艺实现降低CO排放的同时,提高了资源利用效率。上述研究工作主要重点讨论了CO作为气化剂的可行性,本文将重点综述集成富氢资源联供的低碳高效的煤制乙二醇新工艺的研究进展,例如焦炉气、页岩气和绿氢等。
2.1 焦炉气辅助煤制乙二醇创新工艺
由于我国钢铁行业的大力发展,产生了大量的焦炉煤气,年产量达到7×10m。焦炉煤气(coke oven gas,COG) 主 要 由H(55%~60%)、CH(23%~27%)、CO(5%~8%)和N(3%~5%)以及一些杂质(如CO、HS、COS和NH)组成。若将焦炉煤气直接排放到大气中,势必污染环境,造成富氢资源的浪费。根据焦炉煤气的元素组成特点,对其进行开发利用不仅能很大程度降低全球对能源的需求,还能促进环境可持续发展。结合传统煤制乙二醇工艺中经煤气化后得到合成气中氢碳比低,而焦炉煤气的含氢量高的特征,提出焦炉煤气辅助煤制乙二醇,并结合甲烷重整技术的新工艺,目的是为获得合适氢碳比和提高系统的技术经济性能。
2.1.1 集成甲烷干重整的焦炉气辅助煤制乙二醇创新工艺
与石油基路线相比,煤制乙二醇路线存在CO排放高、碳利用率低、能源效率低等问题。这主要是由于煤气化产生的粗合成气的氢碳比一般小于1,远低于煤制乙二醇路线所需的氢碳比,导致需要额外增加一个水煤气变换来调节H/CO。虽然得到了适合乙二醇合成的氢碳比,但浪费了大量高价值的CO。此外,高CO排放势必造成碳源的大量损失,降低了碳效率,污染了环境,使原有的成本优势不复存在。因此,减少煤制乙二醇工艺的CO排放,提高工艺的技术经济性能迫在眉睫。
为了降低煤制乙二醇过程中的CO的排放,作者提出了一种集成甲烷干重整的的焦炉煤气辅助煤制乙二醇(CtEG process integrated with dry methane reforming technology,CtEG-DMR)工艺,如图7所示。与传统工艺不同的是,新型体系通过将焦炭行业大量副产、廉价、富氢的焦炉气与煤进行联供,集成甲烷干重整(dry reforming technology,DMR)技术将工艺过程中产生的CO进行循环利用生产合成气。如表2 所示,通过对其进行经济技术分析发现,与传统煤制乙二醇过程相比,新的CtEG-DMR 工艺可减少1.81t/t EG CO排放量,节省10.05%生产成本,以及内部收益率提高了3.76%,证明了新过程具有更好的技术经济性能。
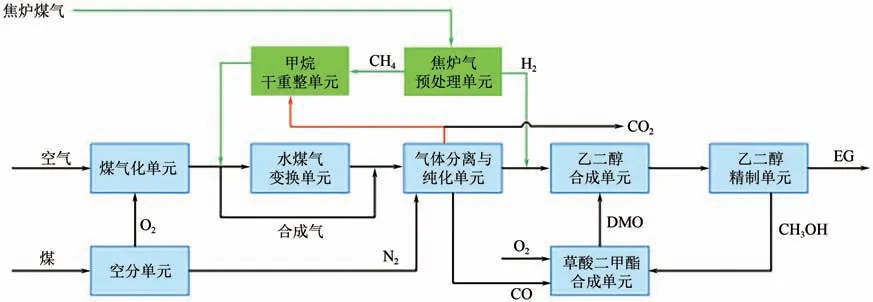
图7 集成甲烷干重整的焦炉煤气辅助煤制乙二醇(CtEG-DMR)工艺流程框图

表2 典型的焦炉气辅助煤制乙二醇创新工艺的综合性能对比[45]
2.1.2 集成甲烷双重整的焦炉气辅助煤制乙二醇创新工艺
焦炉煤气辅助煤制乙二醇工艺,可有效利用煤炭资源和焦炉煤气,降低CO排放,提高其技术经济性能,但是该工艺中仍不能完全省去水煤气变换单元,导致还有部分合成气中的CO 被浪费。因此,为了减少传统煤制乙二醇过程中CO排放,同时并加以利用,本文作者课题组提出了集成甲烷双重整的煤与焦炉气联供制乙二醇(CtEG process integrated with steam and dry methane reforming technologies,CtEG-S&DMR)工艺,如图8 所示。新工艺用甲烷干/湿重整技术代替水煤气变换技术,以得到适合乙二醇合成的氢碳比,同时减少了CO的排放,提高了新工艺的技术经济性能。在新工艺中,引入COG 资源是不仅提供了额外的氢源,而且从COG分离出的部分富CH气体可被送入甲烷干重整单元(DMR) 以及甲烷湿重整(steam methane reforming,SMR)装置,富氢源COG 与富碳源合成气进行反应,进一步调整合成气的氢碳比。因此,在CUCtEG 工艺中,通过调整原料中焦炉气和煤的比例,以及甲烷干重整和湿重整的分配比,不但不需要水煤气变换单元,而且还可以高效利用传统过程排放的CO。与传统过程对比,CUCtEG工艺的碳效率和㶲效率分别提高了32.75%和8.94%,生产成本降低了14.41%,内部收益率提高了7.2%,如表2所示。因此,集成CO高效利用的煤制乙二醇工艺具有更好的技术-经济-环境性能,是煤制乙二醇行业未来一个具有良好发展情景的方向。
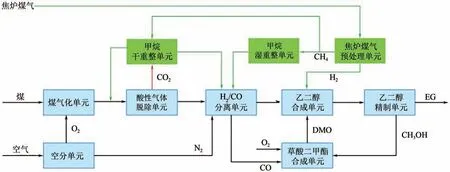
图8 集成甲烷双重整的煤与焦炉气联供制乙二醇(CtEG-S&DMR)工艺流程框图
2.1.3 集成甲烷三重整的焦炉气辅助煤制乙二醇创新工艺
尽管上述两种工艺明显提升了传统煤制乙二醇工艺的技术-经济-环境性能,但是所集成的甲烷干重整或湿重整都是吸热反应,需要消耗大量额外的热量。三重整不同于其他重整技术的优点:①将CO重整、蒸汽重整和甲烷部分氧化集成到一个反应器中,实现热量自我平衡,可大大降低能耗和生产成本;②优化氧气和蒸汽进料比显著减少催化剂积炭;③合成气的H/CO比率很容易控制到生产所需的比率。三重整技术被认为是缓解二氧化碳排放和充分利用碳资源的有效途径。因此,本文作者课题组将三重整技术与传统CtEG 集成起来,提出了集成甲烷三重整的焦炉气辅助煤制乙二醇创新工艺(coal to ethylene glycol process integrated with methane tri-reforming technology,CtEG-TR),如图9 所示。结果表明,CtEG-TR 工艺的碳效率和㶲效率分别比CtEG工艺提高了50.94%和15.16%;总投资和生产成本分别节省了16.1%和14.2%;以及内部收益率比CtEG 工艺提升了9.6%。此外,工艺的直接CO排放量仅为0.05t/t EG,这将减少CtEG 工艺98.06%的CO排放量。

图9 集成甲烷三重整的煤与焦炉气联供制乙二醇(CtEG-TR)工艺流程框图
2.1.4 焦炉气辅助煤制乙二醇创新工艺综合性能对比
典型的焦炉气辅助煤制乙二醇创新工艺的综合性能对比结果如表2所示。生产等量的乙二醇产品,CtEG-S&DMR工艺耗煤最少,为0.69t/t EG。CtEGTR 工艺在五个工艺中消耗最高的焦炉气,为48.88kmol/t EG。CtEG-S&DMR 工艺的耗电量最低,其次是CtEG-TR、CtEG-DMR 和CtEG-SMR 工艺。对比结果表明,CtEG-TR工艺技术性能最好,㶲效率最高,为40.80%,其次是CtEG-S&DMR、CtEGDMR和CtEG-SMR工艺。此外,CtEG-TR工艺的总投资为12114CNY/(t·a),生产总成本为4120CNY/t,内部收益率最高为18.85%。因此,CtEG-TR 工艺具有最佳的综合性能。然而,这些新工艺的系统性能是基于当前的技术水平和市场状况。在推动其产业化过程中,还应更加关注新兴技术和市场波动对其业绩的影响,以实现最优投资。此外,这几种新工艺的集成度大大提高,建议借助工艺工程系统方法进一步优化其材料和热交换网络,以实现其工业实施。
2.2 页岩气辅助煤制乙二醇创新工艺
页岩气作为一种低碳、清洁的新兴能源,它的合理有效开发对工业上能源使用起到了重要作用。我国页岩气的主要组成为CH(90.1%~99.3%),也是一种富氢资源。与焦炉气辅助煤制乙二醇新工艺类似,Yang等将富氢资源页岩气和富碳资源煤进行联供,提出了三种煤与页岩气联供制乙二醇(shale gas assisted coal to ethylene glycol,SCtEG)创新工艺,分别是集成甲烷干重整(D-SCtEG)、甲烷湿重整(S-SCtEG)和甲烷双重整D+S-SCtEG工艺。这三种创新工艺的综合性能对比结果如表3所示。对创新型工艺进行技术性能分析,发现与传统CtEG 工艺相比,D-SCtEG、S-SCtEG 和D+SSCtEG 工艺的碳元素利用效率分别提升了38.24%、37.28%和38.10%,㶲效率分别提升了17.63%、25.30%和20.06%。在经济性能方面,三种新工艺的总投资和生产成本都有较明显的下降,内部收益率更是分别提升了4.39%、9.40%和7.18%。此外,三种新工艺的直接碳排放显著下降,甚至可以实现近零排放,如D-SCtEG 工艺。因此,集成页岩气与联供也是一种实现煤制乙二醇行业实现碳减排的重要途径。
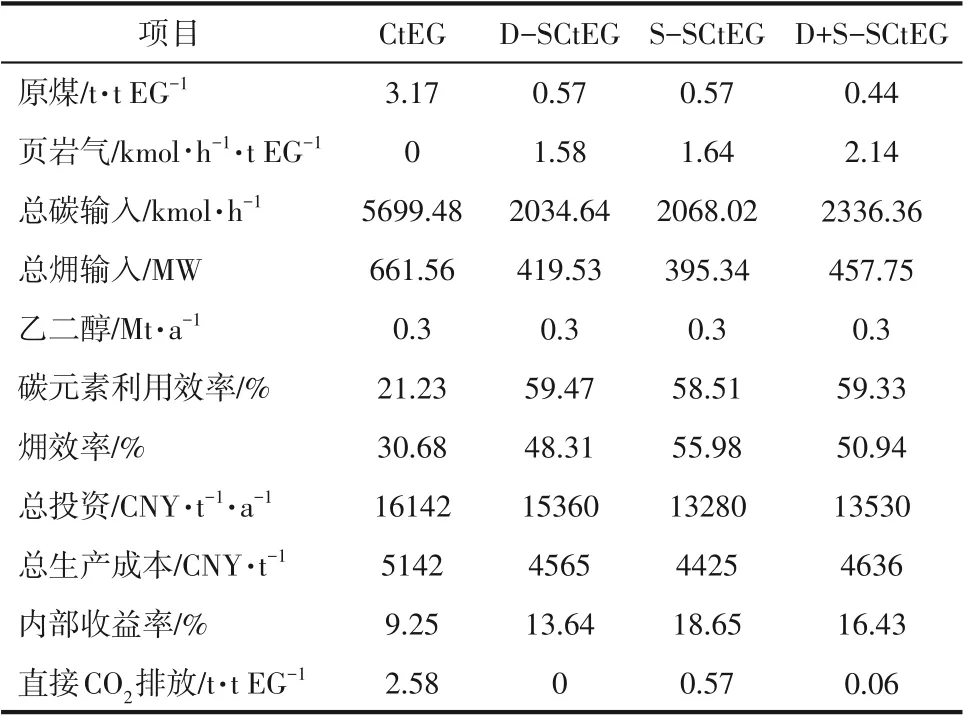
表3 典型页岩气辅助煤制乙二醇创新工艺性能对比结果[46]
2.3 耦合绿氢的煤制乙二醇新工艺
利用可再生能源通过水电解法制氢是一种清洁、无碳、有前景的替代方法,受到了广泛关注。考虑到我国大部分CtEG 项目位于风能、太阳能等可再生能源丰富的地区,本文作者课题组提出了两种集成固体氧化物电解制绿氢的煤制乙二醇新工艺,即蒸汽电解(SOEC-CtEG)和蒸汽-CO共电解(CoSOEC-CtEG),如图10所示。基于电化学和全流程仿真模型,研究操作温度、电流密度和入口气体成分对固体氧化物蒸汽电解和共电解过程电化学性能的影响。在此基础之上,对两种新工艺进行了详细的技术经济分析。结果表明,与传统过程相比,这两种新工艺的碳利用效率分别提高了6.13%和22.48%,㶲效率提高了14.82%和17.34%,总投资减少了23.60%和19.38%,平均化生产成本节省了20.55%和27.47%,内部收益率提升了8.85%和9.18%。此外,敏感性分析结果表明,提出的两种工艺比常规工艺具有更强的抗风险能力。
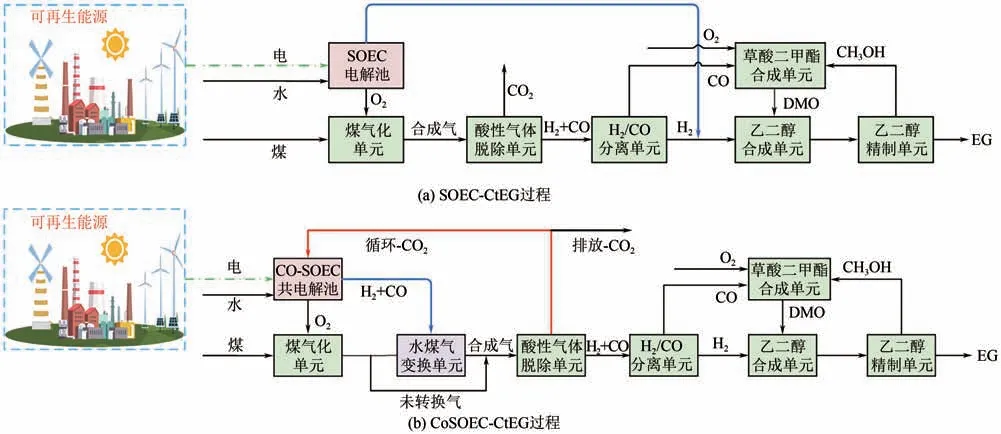
图10 集成固体氧化物电解制绿氢的煤制乙二醇新工艺
2.4 关键单元技术优化与系统集成工艺创新之间的关系
对比传统煤制乙二醇与上述两个集成创新技术可以发现,关键单元技术的不同将对整个集成创新的流程结构和系统性能具有较大的影响。例如,为了解决传统过程高碳排放的问题,同样是基于煤与焦炉气联供集成创新思路,但是CtEG-DMR、CtEG-SMR、CtEG-S&DMR 和CtEG-TR 技术在流程结构和性能上皆存在较大差异。CtEG-DMR技术通过集成甲烷干重整技术调整合成气氢碳比,而该技术产生的合成气的氢碳比约为1.0,导致该单元无法避免水煤气变换单元,并未有效地从源头控制CO的产生。与其不同的是,CtEG-S&DMR技术结合甲烷干、湿重整两种关键单元技术,凭借湿重整高氢碳比的优势,避免了合成气中的CO 被调整变成CO,省去了水煤气变换单元,即有效地减少了CO的产生。最终,不同集成创新技术的技术经济环境性能都有了较大差异。此外,从1.1.3 节中可以发现,集成创新技术即使是为了实现同一个转化利用功能而采用不同工艺,也会对系统集成参数和性能产生较大影响。例如,集成不同的煤气化技术得到不同氢碳比的合成气,将对CaCtEG 和CUCtEG技术的焦炉气/原料煤进料比、物耗、能耗及系统性能等产生较大影响。因此,集成创新技术开发过程中应当系统性地权衡各关键单元特性,完成全局物质与能量网络的最紧密衔接。
3 结语
煤制乙二醇技术符合我国富煤缺油少气的能源结构特点,可有效缓解国内乙二醇供需矛盾,对保障国家能源安全和化工行业健康发展具有重要意义。本文重点综述和分析了煤制乙二醇工艺的关键单元技术取得的相关进展,明确了关键单元技术对煤制乙二醇整体性能的影响;针对传统煤制乙二醇技术存在的问题,总结了对传统工艺进行优化设计相关进展,主要结论如下。
(1)通过分析比较煤制乙二醇工艺中三种典型煤气化技术发现,基于GSP气化技术的煤制乙二醇工艺具有最高的内部收益率,18.01%;基于Texaco气化技术的煤制乙二醇工艺具有最高的㶲效率,42.43%。
(2)煤和焦炉气、页岩气等富氢资源联供制乙二醇新系统可有效解决传统工艺中CO排放高的问题。例如,集成不同重整技术的煤与焦炉气联供制乙二醇创新工艺直接碳排放可以降低98%,耦合绿氢的煤制乙二醇创新工艺则可实现过程近零排放。
(3)与传统工艺相比,集成创新工艺具有更好的技术经济环境性能。在技术性能方面,新工艺碳利用效率和㶲效率均有所提高。例如,集成不同重整技术的煤与焦炉气联供制乙二醇创新工艺使得碳效率、㶲效率和内部收益率分别提升了23.35%~39.21%、4.25%~10.12%和3.60%~9.60%;页岩气辅助煤制乙二醇新工艺则分别提升了37.28%~38.24%、17.63%~25.30%和4.39%~9.40%;耦合绿氢的煤制乙二醇新工艺则分别为6.13%~22.48%、14.82%~17.34%和8.85%~9.18%。
综上,煤制乙二醇未来发展过程中,应系统性考虑关键单元技术对全局性能的影响,实现与其他相关联单元最佳匹配及全局综合性能最优;在系统集成方面,集成可再生能源和CO高效利用的煤与富氢资源联供制乙二醇创新工艺是煤制乙二醇行业向低碳-高效-经济-清洁可持续发展的重要方向之一。