基于焊条自动焊的不锈钢焊条工艺性研究
2022-04-09邹小平魏超刘铁刚姜英龙郭枭徐锴罗庆
邹小平 魏超 刘铁刚 姜英龙 郭枭 徐锴 罗庆


摘要:焊条电弧稳定性是影响其工艺性的主要因素,为避免焊条电弧焊因焊工技能差异对电弧稳定性评价造成影响,导致难以对焊条本身工艺稳定性做出真实、客观评价,基于焊条自动焊机器人,通过电弧分析仪对E308L-16焊条焊接电参数进行测试,同时结合高速摄像等同步检测平台,提取与熔滴过渡形态相关的特征信息,进行 E308L-16焊条电弧稳定性研究。结果表明,通过控制焊接机器人的反馈控制弧压, E308L-16焊条可以得到短路过渡和渣壁过渡两种不同过渡方式;反馈控制弧压为19 V 时熔滴过渡形式以大颗粒短路过渡为主,焊接过程中套筒深度较小,焊接电流较大,大于21 V 时以渣壁过渡为主;相比焊接电流,反馈控制弧压是决定熔滴过渡形式的主导因素;试验中采用中长弧操作时,电弧稳定性较好。
关键词: E308L-16焊条;工艺性能;电弧稳定性;熔滴过渡;焊条自动焊机器人
中图分类号: TG422.3 文献标识码: A文章编号:1001-2303(2022)02-0042-07
Research on Process of Stainless Steel Electrode Based on Automatic Robot Electrode Welding
ZOU Xiaoping1, WEI Chao2, LIU Tiegang1, JIANG Yinglong2, GUO Xiao2, XU Kai2, LUO Qing3
1. China Nuclear Power Engineering Co. , Ltd. , Shenzhen 518124, China
2. Harbin Welding Institute Co. , Ltd. , Harbin 150028, China
3. Shanghai Electric Nuclear Power Equipment Corporation Ltd. , Shanghai 201306, China
Abstract: The electrode arc stability is the main factor that affects its manufacturability. In order to avoid the impact of SMAW on the evaluation of arc stability due to differences in welder skills, and it is difficult to make a true and objective evaluation of the electrode process stability. Based on the electrode welding robot, the welding electrical parameters of the E308L-16 electrode is tested through the arc analyzer, and combining the high-speed camera and other synchronous detec‐ tion platforms, the characteristic information related to the metal transfer shape is extracted, and the arc stability of E308L-16 electrode is studied. The results show that by controlling the feedback control arc voltage of the welding robot, the E308L-16 electrode can achieve two different transition modes: short circuiting transfer and flux-wall guided transfer. At 19 V, the main form of metal transfer is short circuiting transfer of large particles. During the welding process, the sleeve depth is small and the welding current is large. At 21 V or above, the main form of metal transfer is flux-wall guided transfer. Compared with welding current, feedback control arc voltage is the dominant factor to determine the metal transfer form. The arc stability is better when the medium and long arc operation is adopted in the test.
Keywords: E308L-16 electrode; process performance; arc stability; metal transfer; electrode welding robot
引用格式:鄒小平,魏超,刘铁刚,等.基于焊条自动焊的不锈钢焊条工艺性研究[J].电焊机,2022,52(2):42-48.
Citation:ZOU Xiaoping, WEI Chao, LIU Tiegang, et al. Research on Process of Stainless Steel Electrode Based on AutomaticRobot Electrode Weld‐ ing[J]. Electric Welding Machine, 2022, 52(2):42-48.
0 前言
不锈钢焊条被广泛应用于核电、化工、航天等领域重大关键装备的制造。核电是我国能源建设的重要组成部分,在核电站建设中,不锈钢焊条主要用于反应堆压力容器、蒸汽发生器、稳压器、堆芯等核岛主设备关键构件焊接。与国外同类型产品相比,我国自主生产的不锈钢焊条在焊接工艺性能上存在一定差距。不锈钢焊条在焊接过程中因焊芯热物理特性易出现焊条末端过热,影響不锈钢焊条的工艺稳定性[1]。不锈钢焊条的工艺稳定性始终是决定其品质的主要因素,因此进行不锈钢焊条的工艺稳定性评价是衡量其工艺质量的重要方式,对其在核电装备制造领域的应用具有重要意义[2]。
不锈钢焊条工艺稳定性评价包括熔滴过渡、电弧稳定性、脱渣性、焊道成形等多方面因素,其中熔滴过渡形式是基础性、决定性因素,对焊接过程中的电弧稳定性、熔化效率、焊接飞溅等有较大影响[3]。不锈钢焊条熔滴过渡形式主要分为三种,分别为钛钙型渣系的粗熔滴短路过渡、钛型渣系的渣壁过渡和介于这两者之间的混合过渡[4]。粗熔滴短路过渡时熔滴十分粗大,熔滴尺寸大于焊芯直径,过渡时与熔池桥接短路,焊接过程中电弧稳定性、连续性较差,焊接飞溅较大。渣壁过渡时,熔滴十分细小,在焊条端部可以同时存在多个熔滴,焊接工艺稳定性好,焊接过程中电弧稳定、飞溅小、熔敷率高,是不锈钢焊条焊接的理想过渡形式[5]。尽管不锈钢焊条的熔滴过渡形式对其工艺性影响较大,但是焊接电流对不锈钢焊条的熔滴过渡形式与焊接工艺稳定性同样具有一定影响。在不锈钢焊条实际焊接过程中,焊接电流不仅影响焊接生产效率,也影响接头质量[6]。合理选择焊接电流可以减少不锈钢焊条焊接过程中的飞溅、夹渣、裂纹、气孔等缺陷。因此,研究熔滴过渡、焊接电流、电压等对不锈钢焊条焊接工艺性具有重要意义。
由于焊条电弧焊的工艺特点,焊条工艺性的评价始终难以避免因焊工技能差异造成的影响,导致评价结果无法客观体现焊材本身质量。为避免传统评价方式中人为因素对焊条工艺性的干扰,文中采用焊条机器人对核电常用E308L-16不锈钢焊条工艺性进行评价分析,通过电弧分析仪、高速摄像等同步检测平台,提取焊接电流和电压数据,生成电弧电流电压波形图,同时结合熔滴过渡形态相关的特征信息,研究影响E308L-16不锈钢焊条电弧稳定性的关键因素。
1 试验材料及方法
试验母材选用Q355B碳钢板材,尺寸为250 mm ×120 mm×20 mm,焊条采用国内某厂家型号为 E308L-16的焊条,规格Φ4.0 mm 。试验采用焊条机器人配套高速摄像(Acuteye高速图像系统V4.0)和电弧分析仪(DF-1000)同步采集系统,如图1所示。焊接电流选择140 A(推荐规范内),为了更好地评价焊条焊接性能,针对焊接电流进行±20 A 调整。每道焊道均为室温下焊接,反馈控制弧压设定在19~25 V,焊条烘干条件为350°C×1 h 。具体焊接工艺参数如表1所示。
2 试验结果分析
2.1 E308L-16焊条熔滴过渡形式与工艺性
熔滴过渡形式在不锈钢焊条工艺稳定性评价中起着决定性作用,评价一种焊条工艺稳定性的优劣,首先要看其焊接过程中的熔滴过渡形式[7]。试验用E308L-16焊条自动焊过程中主要过渡形式为短路过渡与渣壁过渡。焊接电流140 A、反馈控制弧压19 V 时,一个典型的短路过渡周期如图2所示,图2a为前一个短路过渡周期末段熔滴脱落后状态,图2b为熔滴长大过程,图2c为熔滴短路过渡后期,图2d为短路过渡完成。可以看出,短路过渡时熔滴尺寸粗大,粗熔滴与熔池桥接发生短路,电流瞬间增大,最大可达200 A以上,焊芯与药皮被加热程度增大,焊接飞溅较大,焊接过程中存在电弧飘移现象,焊接工艺性较差。
反馈控制弧压大于21 V时,E308L-16焊条溶滴过渡形式以渣壁过渡为主,如图3所示。可以看出,渣壁过渡时熔滴均匀细小,沿着套筒内壁一侧流向熔池,套筒深度经测量约为1.5 mm 。由于套筒深度大,名义电压高,因此焊芯熔化速率较大,焊接过程中电弧稳定,无明显飞溅现象,焊接工艺性好,是 E308L-16焊条最佳熔滴过渡形式。
2.2 不同反馈控制弧压物理特性参数分析
图4为设定相同焊接电流、不同反馈控制弧压局部波形图,焊接电流为140 A,反馈控制弧压为19~25 V时,机器人焊接过程中电流和电压整体波动较为平稳。当反馈电压大于21 V时,E308L-16焊条的过渡形式主要为渣壁过渡,如图4a~4c 所示。当反馈电压设定为19 V时,焊接过程中出现较明显的短路过渡状态,如图4d所示。对比波形图可以看出E308L-16焊条过渡形式的特点,短路过渡有明显的周期性,短路周期较长,短路过渡频次约为0.2 Hz,短路过渡时电压陡降,峰值较低,在5~10 V,短路发生前后电压波动较小,不会出现频繁瞬间短路。渣壁过渡时,熔滴不会与熔池发生桥接短路现象,因此电压波形平稳,不会出现图4d中陡降的情况,整体呈锯齿状。渣壁过渡时熔滴细小且过渡平稳,无较大飞溅,但由于自身体积和尺寸变化,会引起焊接电流与电压周期性波动。相比短路过渡,渣壁过渡时焊条工艺稳定性好,是理想过渡形式,与文献[8]所述吻合。
图5为设定相同焊接电流、不同反馈控制弧压时焊接过程中的电流电压均方差图。由图5可知,当反馈控制弧压大于21 V时,焊条机器人焊接电流和电压的均方差基本稳定,电流均方差在10 A左右波动,电压均方差在3.4 V左右波动,这是因为此时熔滴过渡形式为渣壁过渡;当反馈电压为19 V时,数据波动较大,电流均方差为17.2 A,电压均方差为5.2 V,这是因为此时焊条电弧较短,焊接过程中出现短路过渡,反馈电压和套筒深度较小,且以大颗粒短路过渡为主,进入熔池形成电爆炸,造成焊接电流电压波动较大。渣壁过渡时电流均方差仅约为短路过渡的58%,电压均方差约为短路过渡的65%,焊接电流和电压的稳定性也远优于短路过渡。因此,通过调节焊接电压可实现E308L-16不锈钢焊条稳定的渣壁过渡模式。
图6为设定相同焊接电流、不同反馈控制弧压焊接过程中的电流电压概率密度分布图。图6a为电流140 A、反馈控制弧压23 V时,渣壁过渡的电流电压概率密度分布图,图6b为电流140 A、反馈控制弧压19 V时,短路过渡的电流电压概率密度分布图。由图6可知,随着反馈电压值的下降,电弧长度和焊条套筒长度减小,因此焊接电流增大。当反馈电压设定为23 V时,焊接电压波动较小,且能够满足渣壁过渡的条件,曲线整体呈单驼峰,焊接过程中熔滴颗粒细小,无短路过渡行为,因此不产生低电压,焊条名义电压较高,能达到很好的焊接性能。当反馈电压设定为19 V时,明显出现短路过渡行为,电压概率密度曲线呈双驼峰,左侧小驼峰为熔滴短路阶段电压概率密度分布,右侧驼峰为焊接电弧燃烧阶段电压概率密度分布。在机器人焊接过程中选择反馈电压为23 V进行焊接,既能够保证熔滴的过渡形式,又能够有效地避免由于电弧过长而产生焊接缺陷。
2.3 不同电流物理特性参数分析
图7为设定相同反馈控制弧压、不同焊接电流局部波形图,反馈控制弧压为23 V,焊接电流为120~160 A 。由图7可知,反馈电压设定在23 V时,电流和电压波形整体波动平稳,熔滴过渡形式均为渣壁过渡。随着焊接电流的增大,采集电流和电压增大,焊条采集电流比设定焊接电流值约低20 A,这与焊条套筒长度有关,当套筒长度较大时,焊接电弧电压较大,在相同热输入情况下,焊接电流降低。保持反馈电压23 V不变,在焊接电流120~160 A可调节范围内,均可实现E308L-16焊条渣壁过渡,保证其焊接工艺稳定性。
图8为设定相同反馈控制弧压、不同焊接电流焊接过程中的电流电压均方差图。由图8可知, E308L-16焊条在保持反馈电压23 V不变时,焊接电流与电压均方差随着初始焊接电流的增大而减小,曲线整体呈下降趋势,这是因为随着焊接电流的增大,焊接过程中电流和电压整体呈更有规律的锯齿状,锯齿间隔距离更短,波形更加平稳,电流均方差在 10 A 左右波动,電压均方差在3.3 V 左右波动。当反馈电压保持23 V不变时,增加焊接电流可以提高焊芯熔化效率,提高电弧稳定性,减少焊接飞溅,实现稳定连续的渣壁过渡形式。
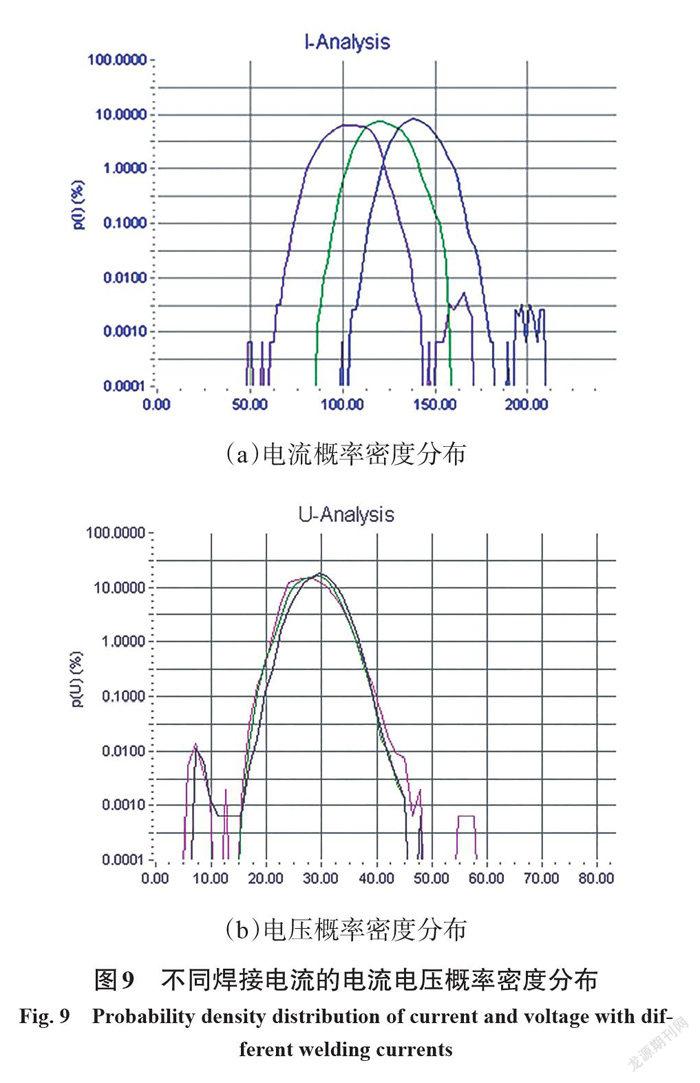
图9为设定相同反馈控制弧压、不同焊接电流焊接过程中的电流电压概率密度分布图。图9a为电流概率密度分布图,从左到右依次为120 A、140 A、160 A下的电流密度分布曲线,曲线整体形势较为接近,且分布十分集中,均为单驼峰状,120A和160A电流密度曲线右边存在锯齿形高电流曲线。图9b为电压概率密度分布图,曲线分布基本相同,电压分布均匀,波动较小,基本不产生低电压,为稳定的渣壁过渡曲线形态。结合焊接参数对比分析,焊条焊接电流选择140 A时,焊接过程中电流和电压均为最稳定状态,可实现E308L-16焊条的高效、高质量焊接。
2.4 不同焊接参数焊道表面成形分析
图10为对应表1不同焊接参数下机器人焊条焊接后的焊道表面成形,焊道整体呈金黄色和五彩色。焊道1、5、6为相同焊接电流、不同反馈弧压的焊道表面成形,其中焊道1熔宽较宽,焊接表面存在大颗粒飞溅,这是因为设定反馈弧压25 V时,弧压较高,焊接过程中电弧稳定性较差,因此焊接飞溅较大。焊道5表面成形较差,熔宽不一致,焊接过程中有大颗粒飞溅。焊道6为短路过渡下的表面成形,短路过渡时焊接电流瞬时增大,导致熔滴过渡稳定性较差且电弧存在飘移现象,因此焊道表面成形较差,焊接飞溅较大。焊道2、3、4为相同反馈弧压不同焊接电流的焊道表面成形,焊道2成形好,直线度好,表面呈金黄色,无明显飞溅。焊道3成形较好,焊接过程中有大颗粒飞溅。焊道4呈深蓝色,焊接过程中有飞溅,说明表面焊接热输入值较大,宜降低电流进行焊接。
3 结论
(1)通过控制焊接机器人的反馈控制弧压,试验焊条E308L-16能得到短路过渡和渣壁过渡两种不同的过渡方式。反馈控制弧压为19 V时,熔滴过渡形式以短路过渡为主,大于21 V 时以渣壁过渡为主。
(2)焊接电流为140 A、反馈控制弧压为19 V 时,熔滴短路过渡频次约为0.2 Hz,短路电压在5~10 V,电流均方差为17.2 A,电压均方差为5.2 V;反馈控制弧压大于21 V时,熔滴为渣壁过渡,电流均方差在10 A左右波动,电压均方差在3.4 V左右波动;反馈控制弧压保持23 V不变时,熔滴过渡形式均为渣壁过渡,改变电流情况下电流均方差在10 A 左右,电压均方差在3.3 V左右。
(3)相比焊接电流,反馈控制弧压是决定熔滴过渡形式的主导因素,为避免短弧操作过程中短路过渡影响电弧稳定性,同时保证焊接过程中熔滴过渡形式为渣壁过渡,试验焊条宜采用中长弧操作。
参考文献:
[1]张英乔.不锈钢焊条工艺稳定性的评定[D].山西:太原理工大学,2005.
Zhang Yingqiao. Evaluation of Usability-stability of Stainless Steel Covered Electrode[D]. Shanxi:Taiyuan University of Technology,2005.
[2]Lifa Feng,Nengjun Yang. Stainless Steel Welding andDevelopment Trend of Welding Technology[J]. IOP Co- nferenceSeries: Earth and EnvironmentalScience,2019,252(02):022117.
[3]邱悦.新型E308焊条的研制及工艺性能研究[D].江苏:南京航空航天大学,2012.
Qiu Yue. The Development of a New Kind of E308 Stainless Steel Electrode and Research on its Welding Performance[D]. Jiangsu:Nanjing University of Aero‐ nautics and Astronautics,2012.
[4]孙咸.药皮类型对E308-XX型不锈鋼焊条工艺质量的影响[J].电焊机,2012,42(01):6-9.
SUN Xian. Effect of coating types on usability quality of E308-XX stainless steel electrodes[J]. Electric Welding Machine,2012,42(01):6-9.
[5]王宝.不锈钢焊条熔滴过渡形态和工艺性评价[J].焊接,2008(08):43-46+71.
Wang Bao. Metal transfer modes and evaluation of us‐ ability of stainless steel electrode[J]. Welding & Join‐ ing,2008(08):43-46+71.
[6] K. Mathi,G. R. Jinu. Influence of Process parameters onMechanical and Metallurgical Properties of Dissimilar Materials in Electrical Resistance Spot Welding[J]. As-ian Journal of Research in Social Sciences and Humani‐ties,2017,7(01):526.
[7]孙咸,王红鸿.不锈钢焊条熔滴过渡形态与焊接冶金学的相关性[J].电焊机,2008,38(07):12-15,19. SUN Xian ,WANG Honghong. Correlation between metal transfer mode and welding metallurgy of stainless steel electrode[J]. Electric Welding Machine,2008,38(07):12-15,19.
[8]王勇,王宝.不锈钢焊条工艺稳定性分析与评价[J].中国机械工程,2008(02):245-248.
Wang Yong,Wang Bao. Analysis and Evaluation for Usability--Stability of the Stainless Steel Covered Elec‐ trode[J]. China Mechanical Engineering,2008(02):245-248.
