基于正交试验的空气滤芯盖模具设计及成型工艺优化
2022-04-08傅建钢
傅建钢
(绍兴职业技术学院,浙江 绍兴 312000)
注塑模具是实现塑件自动化生产的重要设备,其工作过程是将熔融塑料注入模具型腔,待熔融塑料冷却、定型和脱模后即完成一个塑件的生产。传统的注塑模具设计通常凭借设计者的经验进行,然后根据模具试模结果不断进行模具修模。有些问题只有在试模时才能发现,而这些问题的出现意味着模具需报废再重新加工。随着计算机技术的不断发展,模具设计人员可以借助计算机进行辅助设计与辅助分析,将生产中可能出现的问题提前予以解决,极大地减轻了设计者的工作量,提高了模具的设计效率和产品的成型精度。陈显冰等[1]针对监控器底座的特点,利用Moldflow软件进行成型过程分析,完成了模具结构的设计。杨双华等[2]以后视镜外卡框为例,运用Moldflow软件对产品浇口位置进行模拟分析,完成了一次注塑成型配对外卡框塑件的模具设计。Hassan等[3]研究了注塑成型过程中冷却系统对塑件体积收缩率的影响,发现冷却系统的位置对塑件体积收缩率有较大影响。周浩文等[4]研究了工艺参数对空调电路板的翘曲变形量和体积收缩率的影响,获得了较为理想的工艺参数组合。傅建钢等[5-6]运用Moldflow分析技术就工艺参数对塑件体积收缩率的影响程度进行了研究,有效地降低了塑件的体积收缩率。李桂金等[7]对塑件注塑模具设计进行了研究,发现设计的冷却系统在改善冷却效果、提高冷却效率等方面具有较好的表现。
上述研究所涉及的产品结构或者模具结构都较为简单,Moldflow软件的优势无法得到充分展现。此外,部分研究者仅从成型工艺层面研究了成型工艺的优化,并未将Moldflow软件分析成果运用到模具结构设计中。本工作以结构较为复杂且对产品质量要求较高的车用空气滤芯盖为对象,使用Moldflow分析技术,对塑件进行成型工艺分析,优化得到较为合理的浇注系统和冷却系统,利用UG NX11.0软件进行包含内外抽芯机构的注塑模具结构设计。
1 塑件结构分析
某车用空气滤芯盖塑件结构见图1,其材质为聚碳酸酯(PC),具有优异的耐热性、刚性、抗冲击性以及较好的加工流动性。塑件的外形尺寸为269 mm×279 mm×120 mm,壁厚约为2 mm,为一款中等尺寸的塑件。为了增加塑件强度以及减小塑件变形,在塑件内外壁上均设计了加强筋。在塑件外壁上,几个侧面分别设置了5~8个不等的加强筋,两个侧面设置了数量较多的侧筋槽。加强筋的厚度为2 mm,加强筋间距为25 mm。塑件外壁上设计了多个用于空气滤芯盖与汽车车体紧固连接的圆孔,圆孔四周设计了增加强度和保证安装可靠性的加强筋。为了防止塑件顶部发生变形,在塑件内壁上设计了密集的侧筋槽。由塑件三维结构可知,加强筋的存在对塑料填充和塑件脱模会产生较大影响。其影响主要来源于筋位较多且薄,槽位薄且交叉。这些结构将对塑料熔体填充带来较大的困难,容易出现短射;而筋位和槽位的包紧力则增加了脱模难度。
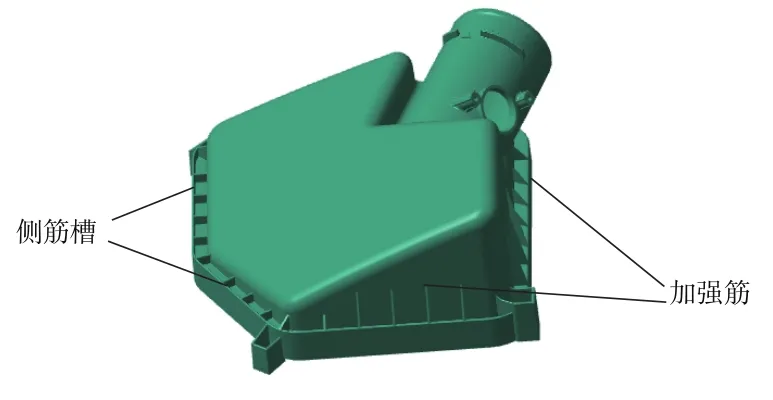
图1 塑件结构示意Fig.1 Structural diagram of plastic parts
2 模具结构设计
2.1 分型设计
运用注塑模具设计软件UG NX11.0的模具分型功能开展塑件产品分型设计,根据塑件结构特点,采用一模一腔形式进行布局。某车用空气滤芯盖塑件的主分型面在塑件底部最大轮廓处,塑件分型面处尽可能做成平面,不仅便于成型零件的加工,而且便于装配时分型面的修配。塑件分型面及成型零件设计见图2。
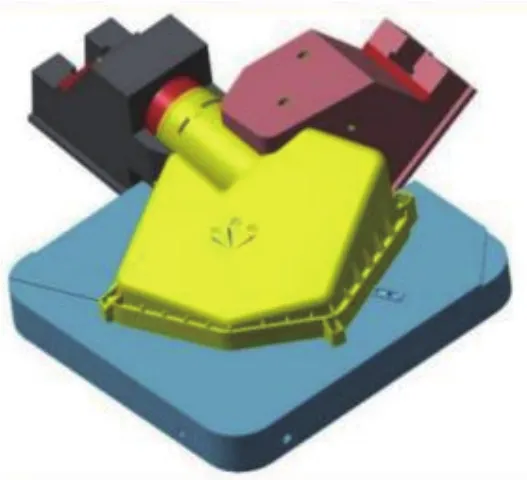
图2 模具分型Fig.2 Mold parting
由于塑件斜圆柱面存在倒扣情况,因此,需要对该面进行拆分,分别由两个滑块和型芯型腔共同完成圆柱面表面成型。通过分析塑件内壁,塑件内侧圆孔根部存在倒扣结构,为便于脱模,需要设置斜顶结构进行塑件内侧抽芯。根据Moldflow软件的填充分析中气穴的结果,在产品表面各气穴集中处设计镶件,便于排气,保证塑件的质量。滑块、斜顶及镶件的结构示意见图3。

图3 滑块、斜顶及镶件的结构示意Fig.3 Structural diagram of sliding block,inclined top and insert
2.2 浇注系统设计
由于塑件较大,且为一模一腔设置,为了保证主流道位于整套模具的中心位置,采用点浇口的形式进行流道设计。浇口位置直接影响塑件的外观质量,利用Moldflow软件最佳浇口位置分析功能,找到较为合适的浇口位置,此塑件的浇口可设置于塑件侧壁。分流道上设置了拉料针,保证分流道凝料能够自动脱出。动模侧也设置了拉料针,保证开模时浇注系统凝料从分流道中自动拉出。
根据塑件与模具结构的需要设计了浇注系统,由Moldflow软件实施充填分析。在给定的熔体温度、模具温度和注射时间等成型工艺条件下,从图4可以看出:PC熔体能够在2.963 0 s内顺利充满整个型腔,可有效保证塑件整体质量。
塑料填充末端会出现许多气穴,可通过设计排气槽或者镶件等措施进行排气;而对于部分位于塑件内侧且不影响塑件使用的气穴可不予处理。塑料填充中出现的气穴见图5。
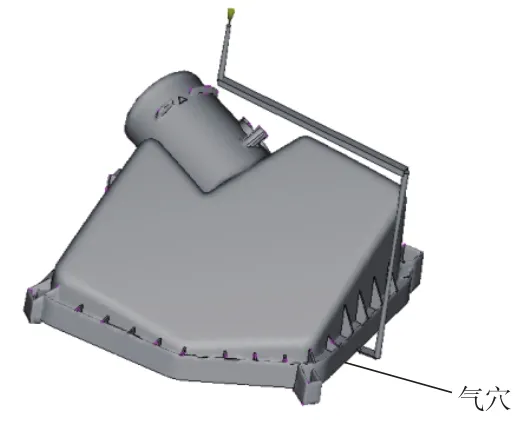
图5 气穴Fig.5 Cavitation
2.3 冷却系统设计
根据塑件结构设计了合理的冷却系统,以保证产品冷却的均匀性。本塑件模具在动、定模上分别设计了四条水路,每条水路通过添加隔水板实现水路的串联。由于塑件表面为斜面,因此,为了保证塑件表面冷却的均匀性,型腔和型芯中的水路深度依据塑件表面高度进行设计,使其各表面尽可能均匀冷却,冷却水路设计结果见图6。
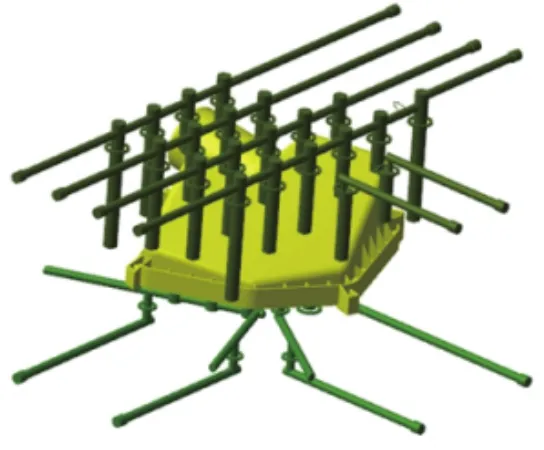
图6 冷却水路Fig.6 Cooling water circuit
2.4 侧抽芯机构设计
该塑件侧孔为斜孔,为便于斜孔抽芯,设计了与斜孔轴线方向一致的滑块滑行平台,平台上设置了两根压条,保证滑块沿指定方向滑动。由于该塑件斜孔侧向抽芯距离较大,故由固定在滑行平台右端的液压缸进行侧向抽芯,抽芯机构设计结果见图7。为便于滑块零件加工和降低生产成本,斜孔成型部分采用镶件形式进行设计,滑块内的镶件材料采用模具钢2344,具有较高的耐磨性和韧性,使用前通过热处理使其硬度到洛氏硬度(HRC)52~55。
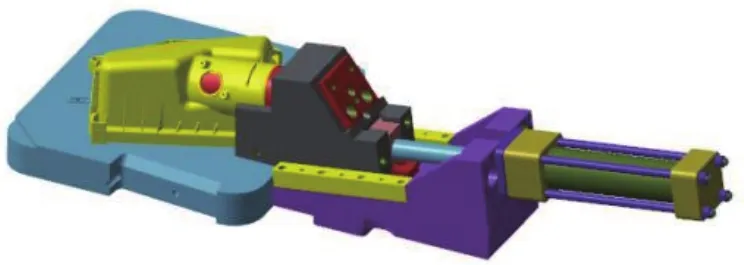
图7 抽芯机构Fig.7 Core pulling mechanism
3 成型工艺优化及模流分析
3.1 正交试验优化
冷却水路直径、保压时间和保压压力等是决定塑件质量的关键因素。传统的生产过程通常依靠经验来确定这些因素,而经验的局限性使其对塑件的质量影响很大。如果使用Moldflow软件对每组参数进行分析,因参数众多导致分析工作量巨大。在模具基本结构确定后,为了明确冷却水路直径、保压时间和保压压力等对塑件的影响,以三个因素作为试验因素,分别为每个因素设计三个水平,设计了L9(33)的正交试验,各因素与水平设置见表1。
表1 正交试验因素与水平Tab.1 Factors and levels of orthogonal test
翘曲变形量是表征塑件成型后变形情况的一个重要指标,正交试验得到的最大翘曲变形量分别为2.13,2.01,1.94,1.78,1.85,2.27,1.89,2.09,2.54 mm。从表2可以看出:保压压力对塑件最大翘曲变形量影响最大,保压时间次之,冷却水路直径最小。以最大翘曲变形量为指标优化得到的最佳工艺组合为A2B3C3,即冷却水路直径为10 mm,保压压力为注射压力的120%,保压时间为25 s时,该塑件具有较小的翘曲变形量。
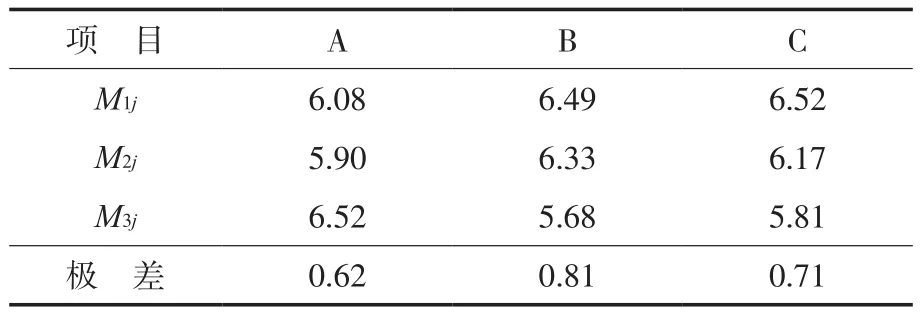
表2 最大翘曲变形量极差分析Tab.2 Range analysis of maximum warpage deformation
3.2 冷却系统分析
冷却系统主要用于塑件冷却,冷却效果的好坏直接影响塑件生产效率和质量。通过将冷却水注入循环回路中,使其带走模板内的热量,降低熔体温度,从而缩短塑件冷却时间。根据正交试验分析,确定了冷却水路直径为10 mm,冷却水温度为室温25 ℃。塑件精度要求越高,则对冷却水路进出口的温差要求越高。为了减小因冷却不均而引起的塑件缺陷,要求冷却水进出口温差控制在5 ℃以内。从图8可以看出:动模侧四条水路和定模侧四条水路的进出口温差均在2 ℃以内,表明该冷却水路具有较好的冷却效果,能够满足塑件的冷却要求。
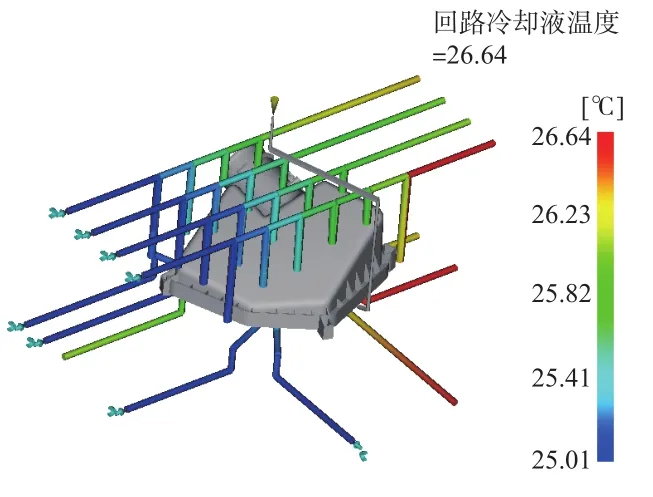
图8 冷却系统分析Fig.8 Cooling system analysis
3.3 翘曲分析
注塑成型得到的塑件产生翘曲变形是不可避免的,一般可通过合理布置冷却水路和调整成型工艺参数等方式将塑件翘曲变形量控制在合理范围。从图9可以看出:该塑件的最大翘曲变形量为1.600 0 mm,出现在塑件边角部位。该最大翘曲变形量远小于正交试验所得到的最大翘曲变形量,达到了优化目的。这表明,浇注系统和冷却水路设计符合生产要求,故该方案可用于模具结构设计及其塑件的注塑成型。
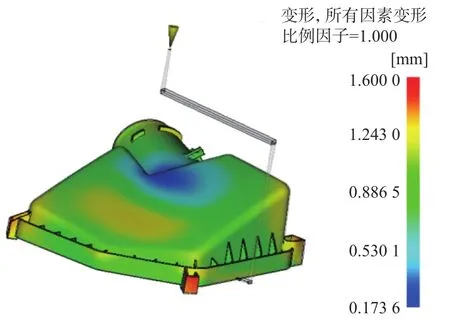
图9 翘曲变形量Fig.9 Warpage deformation
4 模具工作过程及生产验证
本模具选用龙记三板模架。模具工作过程:(1)闭模。注塑模安装到注塑机上,塑料原料由注塑机料斗加入,在注塑机内加热塑化后经由主流道、分流道及浇口进入模具型腔。为防止塑料倒流以及补充塑件的收缩,需由注塑机提供保压压力进入保压阶段。浇口凝固后,冷却系统里注入冷却水进行冷却。(2)开模。首先,塑件冷却定型后,模具在注塑机带动下,动模部分开始沿着开模方向运动,此时动模部分和定模部分在产品分型面处分离。塑件此时紧紧包裹在型芯上,同时在侧滑块的作用下,塑件随着动模一起沿开模方向运动,初步完成模具开模动作。然后,两个侧型芯滑块在液压缸的作用下,开始侧向抽芯动作,完成侧孔和侧表面的脱模。最后,注塑机顶杆碰到顶针板,在顶杆推动下,顶针固定板向前运动,进而带动顶针和斜顶等顶出机构开始运动,由斜顶完成塑件内侧抽芯,由顶针将塑件从型芯上推离出来。(3)复位。模具开始合模,动模部分向右移动,顶针板逐渐离开顶杆,顶出机构在复位弹簧的作用下开始复位,当复位杆碰到定模板时,在复位弹簧和复位杆共同作用下完成顶针和斜顶等顶出机构的复位。距离完成合模还有一定距离时,两个侧向机构也开始闭合,直至分型面完全闭合。经生产表明:模具结构设计合理,生产的汽车空气滤芯盖满足使用要求,可为同类塑件的模具设计提供参考。
5 结论
a)运用Moldflow软件建立浇注系统和冷却系统,对充填、冷却和翘曲变形等成型过程进行了分析,设计了一模一腔的车用空气滤芯盖塑件模具。
b)根据塑件侧孔长抽芯结构的特点及脱模的要求,采用液压缸用于侧型芯的脱模。为完成塑件内部圆弧区域的脱模,采用了斜顶结构进行内部抽芯。
c)采用正交试验法,得到了较佳的冷却水路尺寸、保压压力和保压时间等工艺参数,优化了模具结构和成型工艺。
d)经生产表明,模具结构设计合理,生产的车用空气滤芯盖满足使用要求,可为同类塑件的模具设计提供参考。
