汉钢1 号连铸机脱方原因分析及控制措施探讨
2022-04-02段少平
段少平, 胡 亮, 杨 魁
(1.陕钢集团汉中钢铁有限责任公司, 陕西 勉县 724200;2.陕西钢铁集团有限公司, 陕西 西安 710018)
汉钢1 号连铸机是用于生产小方坯(150 mm×150 mm)的八机八流弧形连铸机,目前主要生产普碳钢和低合金钢,该连铸机自2012 年2 月投产以来,大面积脱方问题日渐凸显,伴随着产量的增加,连铸脱方废品量激增,给企业造成了严重的经济损失。针对脱方问题,炼钢厂成立攻关小组,对1 号连铸机的脱方问题进行了深入分析和实践,逐步掌握了产生大面积脱方的原因,并有效解决了脱方问题。
1 连铸机主要设备参数
汉钢1 号连铸机是由中冶连铸生产的八机八流弧形连铸机,具有生产150~200 mm 的方坯及Ф210 mm 圆坯的生产能力,目前主要用于生产断面为150 mm×150 mm 的小方坯,该连铸机具体设备参数如表1 所示。
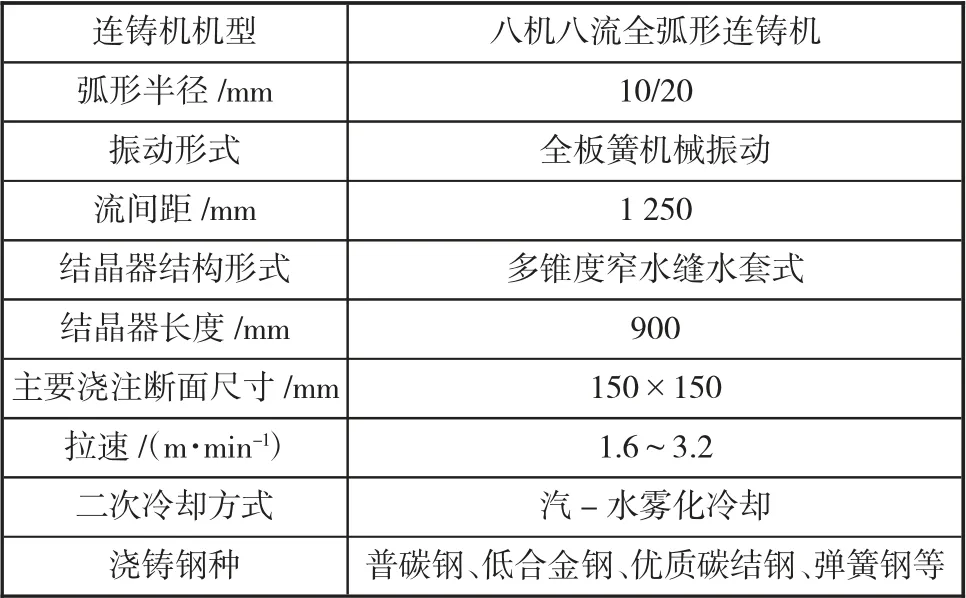
表1 连铸机主要参数
2 产生脱方的原因分析及整改措施
根据经典理论,脱方产生的主要原因有两点:脱方最早产生于结晶器弯月面以下约50 mm 范围,由于结晶器四个面冷却不均以及间歇沸腾,导致四个面上的初生坯壳厚度不同,出结晶器后,二冷室喷淋管将脱方问题扩大化[3,5];二冷室喷淋管的冷却不均,冷却强的两个相邻面形成锐角,冷却弱的两个相邻面形成钝角。另外脱方产生的原因还包括拉速控制、拉矫设备、中间包对中、钢水成分等因素。
因此攻关小组决定采用逐一排除法对1 号连铸机的多个项目进行排查和整改。
2.1 结晶器的检查
汉钢1 号连铸机结晶器的具体参数如表2 所示。结晶器的检查主要从铜管的倒锥度、结晶器水缝、冷却水质这几个方面进行。
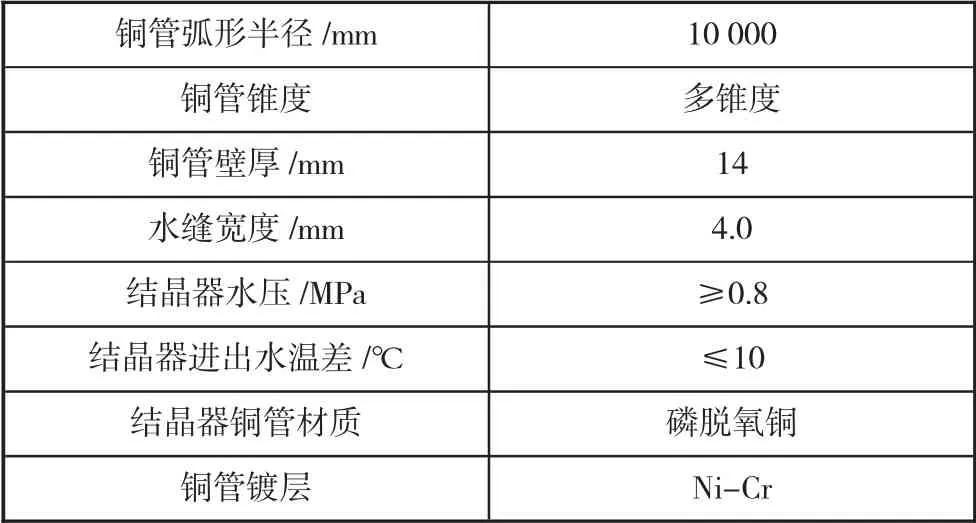
表2 结晶器主要参数
2.1.1 铜管倒锥度调整
生产初期,将结晶器铜管平均倒锥度设定为1.20%~1.25%,倒锥度过小会导致结晶器内部初生坯壳与铜管壁间的缝隙过大,由于结晶器中心线与拉矫机中心线不可能完全对中,导致初生坯壳离铜管四个壁的间隙差距较大,从而导致冷却不均加剧。因此,选定合适的倒锥度能有效减少初生坯壳与铜管四个壁之间的距离,提高传热效率,降低脱方的产生。通过不断摸索,最终将倒锥度设定为1.30%±0.05%,脱方问题得到有效改善。
2.1.2 结晶器铜管倒角半径控制
由于结晶器铜管角部的冷却属于二维冷却,因此对于初生坯壳来说,角部最先实现与铜管壁的分离,分离后冷却强度减弱,容易导致角部坯壳厚度变薄,因此,需要加大结晶器铜管的角部倒锥度,以减小角部坯壳与铜管的间隙,使铜管角部与坯壳角部收缩量更为接近。为增加铜管角部倒锥度,通过摸索后确定将铜管角部倒角半径由6 mm 增加至8 mm,增大了铜管角部倒锥度,进一步提高了冷却效率。
2.1.3 结晶器水缝控制
1 号连铸机结晶器水缝宽度为4.0 mm±0.2 mm,在更换结晶器铜管的过程中发现部分结晶器四个面的水缝宽度偏差较大,最严重时相对两个面之差能够达到4 mm,并且还发现有铜管和水套不对正的现象,具体如图1 所示。
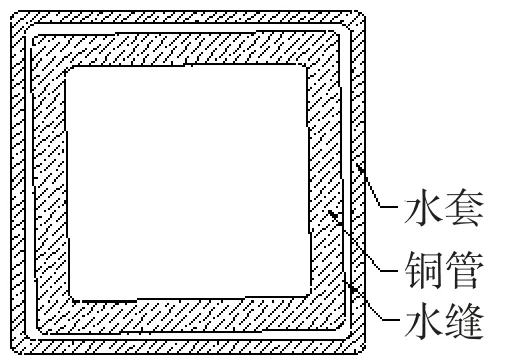
图1 结晶器铜管和水套不对正示意图
结晶器水缝宽度均匀,能保证生产过程中的铜管四个面有足够且均匀的冷却强度,水缝中的高速水流才能更有效地将钢水传递到铜管壁的热量带走,从而进一步保证初生坯壳有均匀的厚度和强度。结晶器上支撑板和下法兰的尺寸和正确的安装方法是防止铜管与水套之间出现不对正现象的关键因素。
针对结晶器铜管安装和使用时出现的上述问题,攻关小组对铜管安装维修制定了如下标准化程序:新到货铜管安装时,必须逐根检查倒锥度,并将信息记录在结晶器维修卡上,以便对倒锥度进行及时跟踪;更换结晶器铜管时,要及时更换掉损坏或者已变形的结晶器上支撑板和下法兰,新更换的结晶器上支撑板和下法兰必须与图纸进行确认,以保证其尺寸满足图纸要求;铜管安装过程中要严格保证四个面的水缝均匀性,对损坏的密封圈及时更换,防止窜水的情况出现;磨损严重的铜管必须及时下线,以防止倒锥度变化导致脱方和其他产品缺陷。
通过上述措施,保证了结晶器的稳定、高效运行,将在结晶器内部产生脱方的几率降到最低水平。
2.1.4 结晶器水质检查
结晶器冷却水必须为软水,对水质要求较为严格,主要监控指标有:总硬度(碳酸盐)≤1 000 mg/L,悬浮物质量含量≤50 mg/L,pH 值在7~9 范围之间。严格控制结晶器冷却水质对于提高结晶器铜管传热效率和提高铜管寿命具有重要意义。
因此,攻关小组采取定期抽查结晶器水质的措施,严格控制各项指标,防止结晶器铜管外壁出现结垢而影响铜管传热效率,同时采取及时清理结晶器冷却水过滤网的措施,有效解决了结晶器冷却水在循环过程中带入的大块杂质进入结晶器堵塞水缝而产生窜水的问题。
2.1.5 结晶器水流量及压力检查
严格控制结晶器进出水温差≤10 ℃(最佳范围在4~6 ℃),流速控制在8~12 m/s。在浇钢过程中,结晶器弯月面区域热流密度最高,随后逐渐下降,弯月面铜管热面温度可达到250~350 ℃,铜板冷面温度>100 ℃[1]。当结晶器铜板冷面温度超过100 ℃时,结晶器水缝处产生核态沸腾,水气泡附着在铜壁上,增加热阻,降低热量导出。合理控制流量和压力可以有效控制结晶器水的间歇性沸腾,防止脱方发生,同时也能有效防止铜管出现过烧现象,保证生产安全顺行。
2.2 二冷区域的检查
二冷室喷淋管的检查对于正常生产尤为重要,二冷区的不均匀冷却,会使铸坯局部区域强冷,特别是角部区域,这就加剧了铸坯的进一步变形。导致二冷区冷却不均匀的主要因素主要有两点:一是二冷室喷淋管在安装时没有按照要求严格对中,特别是零段和一段;二是二冷区域冷却水质差导致喷淋管堵塞,从而引起冷却不均。通过严格控制检修操作和水质,使以上两点问题得到了较好的解决。
2.3 钢水过热度及拉速的控制
严格控制钢水过热度,对于保证铸坯质量以及生产顺行具有重要意义。钢水过热度偏高会导致出结晶器坯壳变薄,造成漏钢等事故,同时漏钢会导致二冷室喷淋管堵塞,进一步造成出喷淋管四个面冷却不均而引起脱方的产生。由于汉钢投产时间较短,转炉钢水温度控制水平不太稳定,导致中间包钢水过热度无法严格按照工艺要求进行控制,在不断开展技能和专业知识培训后,上述情况得到好转。
攻关小组为了保证生产的稳定,针对不同温度制定了不同的拉速控制参数,具体如下页表3 所示。

表3 不同钢种中包温度及拉速控制参数
2.4 钢水化学成分的控制
将钢水中的碳、磷、硫的成分严格控制在合理的范围内,能有效缓解减缓脱方。
1)钢中w(C)。当w(C)>0.2%时最容易脱方,由于钢在此w(C)下,结晶器的热导出偏高、钢的凝固区间偏短,二者的共同影响使得该w(C)下的钢易发脱方。
2)钢中w(P)。钢中磷含量高时可以减小坯壳在结晶器内的有效厚度,使弯月面以下20~50 mm 处的热流增加,易产生间歇沸腾,也就容易发生脱方。
3)钢中w(S)。钢中w(S)<0.025%,m(Mn)/m(S)>30 时,可有利于减缓脱方[2]。
2.5 其他设备保障
2.5.1 结晶器振动
结晶器振动不平稳、偏振、液面起伏过大,都会使铸坯在结晶器内受力不均匀,增加铸坯与结晶器铜壁之间气隙的不均匀程度,导致不均匀传热,加剧坯壳厚度的不均匀性,加剧脱方。攻关小组通过对1 号连铸机8 个流进行检查,发现Ⅲ流、Ⅳ流、Ⅷ流振动过程中,存在轻微偏离振动中心线的问题,通过对上述3 个流的结晶器进行对中处理,解决了偏振问题。
2.5.2 二冷室导向段维护
导向段磨损严重及变形会导致铸坯偏离弧线,使铸坯与铜管之间受力不均匀,从而致使坯壳与铜管之间的气隙不均匀,造成局部传热不均匀,加剧脱方。另外,若结晶器和二冷段不对中,喷嘴有堵塞、脱落或喷嘴设计不当,也将加剧脱方程度。停机时检查导向辊的磨损情况,清理导向辊残钢,以保证导向辊能够正常转动,检查导向辊的平行度,对不符合标准的及时校正或者进行更换。
2.5.3 拉矫机压力转变
拉矫机压力过大,会造成铸坯受力过大产生形变,压力过小又会导致铸坯打滑,因此需要选择合适的拉矫辊压力。攻关小组通过摸索和实验,最终确定将拉矫机压力由原来的1.35 MPa 降低为1.27 MPa,同时加强了对拉矫辊水平度的检查,杜绝了因拉矫机原因产生脱方的情况发生。
2.5.4 中包车改造
汉钢1 号连铸机是八机八流连铸机,中间包为一体式中间包,全包长度为11 m,空包重40 t,盛满钢水后重78 t,当中间包放置在中包车上时只有两端的两个支撑点支撑整个中包的重量,加上中包的自重,使用一段时间后中间包发生形变(两端上翘,中部下坠),使中包的八个流成放射状,无法实现钢流与结晶器的准确对中,形成偏流,加剧了坯壳的不均匀生长,因此需要对中间包及中包车进行改造。攻关小组首先对变形严重的中间包底板进行了更换,同时对中包钢结构进行强化加固,并将中间包车高度降低200 mm,从而缓解偏流和冲刷问题。
3 结语
脱方的产生是由于多种因素共同影响的结果,单一的针对某一环节进行整改有时并不能有效解决脱方问题,必须进行逐一排查和针对性解决,以防多种因素的积累导致大面积脱方的产生。炼钢厂脱方攻关小组针对1 号连铸机的脱方问题,采取了一系列的整改措施,最终将脱方废品由原来的每月最高2 992 t,减少到每月19.79 t,月铸坯合格率由86.90%上升并保持在99.93%,为汉钢炼钢厂连铸机的达产达效做出了贡献。
