热轧窄带钢生产线生产焊接H 型钢翼缘板工艺优化
2022-04-02赵富强喇思兰李凌宇
赵富强, 喇思兰, 李凌宇
(中冶沈勘秦皇岛工程设计研究总院有限公司, 河北 秦皇岛 066000)
常规布置的热轧窄带钢生产线只能生产窄带钢,现有卷取机的卷取能力最大能卷取20 mm 厚的带钢,而且成卷后的带钢用于焊接H 型钢翼缘板时,需要下游企业开卷和矫直,增加了生产成本。传统的焊接H 型钢翼缘板使用中厚板进行切割加工[1],这同样也会增加成本。随着我国对环保和节能减排的重视,吨钢能耗成为影响产品竞争力的重要因素,也直接决定了企业的盈利能力。因此,本文通过对国内某钢厂现有热轧窄带钢生产线进行改造,使其能兼顾生产焊接H 型钢翼缘板,并阐述其工艺布置及设备配置。
某钢厂热轧窄带钢生产线,设计年生产能力150 万t,热轧窄带钢产品厚度为2.0~6.0 mm,产品宽度规格为300~520 mm,最大卷重7.1 t。原料连铸坯规格为165 mm×(300~500)mm×11 000 mm。主要的生产钢种有普通碳素结构钢、低合金高强度钢和耐候钢等。
1 工艺流程
1.1 原工艺流程
原热轧窄带钢生产工艺采用全连轧布置,粗精轧采用脱头轧制,其主要设备包括:1 座步进式蓄热加热炉;粗轧机组由8 架轧机组成,布置方式为1 立2 平、1 立2 平、1 立1 平;1 台切头飞剪;精轧机组由11 架轧机组成,布置方式为1 立2 平、1 立7 平;1套层流冷却系统;3 台地下卷取机。
原工艺流程如图1 所示。

图1 原工艺流程图
1.2 改造后的工艺流程
本次改造在不影响原窄带钢生产工艺的前提下进行,从加热炉至卷取机设备均维持现状,只在末架卷取机后增加1 套H 型钢翼缘板收集设备。增加的主要收集设备包括:冷床输入辊道、料尾收集台架、夹紧装置、液压热剪、活动定尺挡板固定挡板、冷床、冷床输出辊道、液压冷剪、升降挡板、横移台架、横移台架后辊道、矫直机、码垛台架、收集辊道、打捆并紧装置等。
改造后的工艺流程如图2 所示。
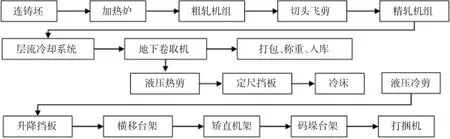
图2 改造后的工艺流程图
改造后的车间布置情况如图3 所示。
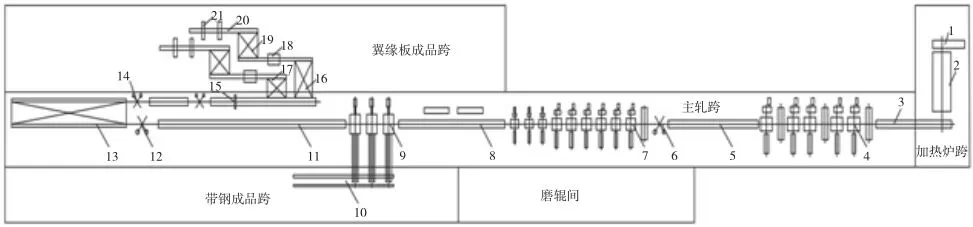
图3 改造后的车间布置图
2 翼缘板主要收集设备
1)冷床输入辊道布置有交流变频调速电机,为单独传动;电机功率为AC3kW;辊子规格为Φ295mm×700 mm;辊子间距为1 000 mm;热剪前辊道速度为0~2.5 m/s;热剪后辊道速度为0~1.5 m/s。
2)料尾收集台架由电机驱动,料尾放置在收集架上;收集台长度为12 m;收集台宽度为6 m;驱动电机功率为2×15 kW。
3)液压热剪主要通过液压驱动剪刃剪切;剪切横截面为520 mm×28 mm;剪刃宽度为700 mm;剪切最高温度为600 ℃。
4)活动定尺挡板选用设备为悬臂式移动定尺机;移动范围为35 m;1 台定尺机横移电机为4 kW(变频电机);移动速度为0.12 m/s;升降液压缸规格为Φ80 mm/Φ40 mm×90 mm;挡板宽度为600 mm;定尺机本体夹紧方式为液压夹轨器;夹紧液压缸规格为Φ40 mm/Φ28 mm×50 mm(4 个);结构特点为电机驱动定尺小车带动移动挡板移动,挡板采用液压缸进行升降并缓冲轧件冲击力。
5)冷床的型式为链式冷床;冷床规格为70 m×11.2 m;轧件上冷床最高温度为650 ℃;冷床负荷为约70 t;电机功率为8×22 kW;冷床主要由冷床输入口升降链、排钢装置、出口升降链组成。
6)冷床输出辊道布置有交流变频调速电机,为单独传动;电机功率为AC 5.5 kW ;辊子规格为Φ295 mm×800 mm;辊子间距为1 000 mm;辊道速度为0~1.8 m/s。
7)液压冷剪主要通过液压驱动剪刃剪切;剪切厚度为10~28 mm;剪切宽度为300~520 mm;剪切温度为400 ℃。
8)升降挡板的型式为液压升降;挡板厚度为100 mm;挡板宽度为600 mm;液压缸规格为Φ100 mm/Φ70 mm×160 mm;工作压力为12 MPa。
9)1 号横移台架的型式为链式横移;台架规格为20 m×16 m;台架负荷约35 t;电机功率为4×22 kW;横移台架主要由横移输入口升降链、排钢装置、出口升降链组成。
10)2 号横移台架的型式为链式横移;台架规格为20 m×11.8 m;台架负荷约25 t;电机功率为4×22 kW;横移台架主要由横移输入口升降链、排钢装置、出口升降链组成。
11)横移台架后辊道布置有交流变频调速电机,为单独传动;电机功率为AC 3 kW;辊子规格为Φ295 mm×800 mm;辊子间距为1 000 mm;辊道速度为0~1.2 m/s。
12)矫直机的型式为等节距矫直机;辊子节距为200 mm;矫直厚度为10~28 mm;矫直宽度为300~520 mm;矫直辊数量为10 辊;矫直辊规格为Φ80 mm×700 mm;主电机功率为90 kW。
13)码垛台架的台架名义尺寸为12.8 m×20 m;最大台面负荷为40 t;最大成组轧件宽度为500 mm;电机功率为2×22 kW;码垛台架主要由收集台架、推杆、升降料框、传动装置等组成。
14)收集辊道布置有交流变频调速电机,为单独传动;电机功率为AC 7.5 kW;辊子规格为Φ295 mm×700 mm;辊子间距为1 000 mm;辊道速度为0~1.2 m/s。
15)打捆并紧装置的型式为液压并紧;并紧成捆钢材的尺寸为250~520 mm×60 mm。将并紧装置本体安装在打捆辊道架上方,并紧装置由并紧液压缸与自由辊组成,并紧液压缸推动并紧头将成捆钢材压紧在自由辊上,以实现成捆钢材的并紧。
3 改造后的效果
3.1 改造基础简单
原热轧窄带钢生产线工艺布置维持不变,仅在原末架卷取机后增加1 套翼缘板收集设备,不影响原生产线工艺,达到一线两用目的。
3.2 改善产品结构
原热轧窄带钢生产线只能生产窄带钢卷,改造后既能正常生产窄带钢卷,又能兼顾生产翼缘板。产品厚度范围扩大,原窄带钢产品厚度为2.0~6.0 mm,改造后扩大到2.0~28 mm。
3.3 提高产量
原热轧窄带钢生产线轧制节奏约90 s,改造后生产翼缘板轧制节奏缩短至约60 s,轧机小时产量提高了33%。
4 结论
热轧H 型钢翼缘板是焊接不同规格的H 型钢专用材料,改造后的产品优化了焊接H 型钢的生产工艺,可以取代板材,节省了剪切的费用,节省工时,节省钢材消耗,提高了金属收得率,降低了焊接H型钢成本。通过对现有生产线改造,无需改动原有生产线工艺,生产方便灵活,能兼顾产品多样化,对于企业适应激烈的市场竞争和企业的长久发展具有重要意义。
