茧质数据与减压煮茧蒸煮温度的关联性分析
2022-04-01任强胜段春稳卜献鸿王建平
郑 丹,任强胜,段春稳,卜献鸿,3,李 帆,王建平,黎 钢
(1.四川省丝绸科学研究院有限公司,四川 成都 610031;2.现代茧丝绸制造技术资源四川省科技资源共享服务平台,四川 成都 610031;3.四川省丝绸工程技术研究中心,四川 成都 610031)
煮茧在整个制丝流程中有着非常重要的地位,煮茧工艺参数设计的好坏对生丝产量、质量及经济效益有直接影响。目前的煮茧工艺设计是参照蚕茧质量数据,并根据煮茧技术人员经验形成的初始生产工艺和参数,通过生产—测试—调整等过程的多次调整,最终形成用于大生产的煮茧工艺和参数。减压煮茧设备[1]与传统煮茧设备由于设备结构、控制方法有明显不同,温度控制精度[2]为0.1℃,0.3℃的调整幅度都会对煮茧质量造成影响,随着减压煮茧设备在全国的广泛推广应用,如何有效利用茧质数据进行减压煮茧工艺参数设计,提高煮茧工艺精准性,减少调整盲目性,分析了蚕茧茧质数据与减压煮茧工艺蒸煮温度的相关性,希望对煮茧工艺设计起到指导作用。
1 茧质质量数据
蚕茧质量调查包含外观(形状、大小、颜色、缩皱)、选茧、茧幅、切剖、解舒、清洁洁净黑板、煮茧丝胶溶失率、茧层含胶量等内容。其中单解舒调查一项就包含茧丝长、解舒丝长、解舒率、茧丝纤度、解舒光折、落绪分布率、长吐率、蛹衣量等数据内容,蚕茧质量与地域、蚕品种、饲养条件、上簇环境、收烘管理有关,其中蚕茧的解舒率、茧层率指标数据对煮茧工艺的设置有极大关联性,如何把茧质数据选用好,对于煮茧工艺以及整个制丝生产都有积极意义。
解舒率是指解舒丝长对茧丝长的百分率,茧丝长指一粒茧所能缫得丝的总长度,一般在700~1 200 m,但蚕茧由于丝胶胶着影响,不能一次性离解完。解舒是指缫丝时茧丝从茧层上离解的难易程度,解舒丝长是平均添绪一次所能缫取丝的长度,我国目前的蚕茧解舒率在55%~75%,解舒率越高表示茧丝从蚕茧上离解越容易,煮茧时需要的温度低,反之需要的温度要高。茧层率是指茧层对茧量的百分比,茧层率一般在45%~51%,蚕茧的茧层厚度一般为0.36~0.8 mm[3]。煮茧就是要将蚕茧的茧层煮熟煮均匀,使茧丝能够依次离解,在同等的解舒率情况下,茧层率越厚,煮茧需要的蒸煮温度越高。
2 减压煮茧机煮茧工艺与蚕茧质量数据关系
减压煮茧设备是一种新型的自动化控制设备,通过“真空+”完成煮茧整个过程,煮茧工艺设置与传统设备有很大区别,采用将蚕茧静置在密封罐体内,通过管路系统实施真空、水、蒸汽完成煮茧,控制采用PLC程序控制,设置好温度、时间后自动运行,温度控制采用跳转设置,即达到设置的温度后程序自动进入下个时序,温度精度0.1℃,如图1所示,整个煮茧过程中通过温度传感器监测,并能够显示其温度变化。
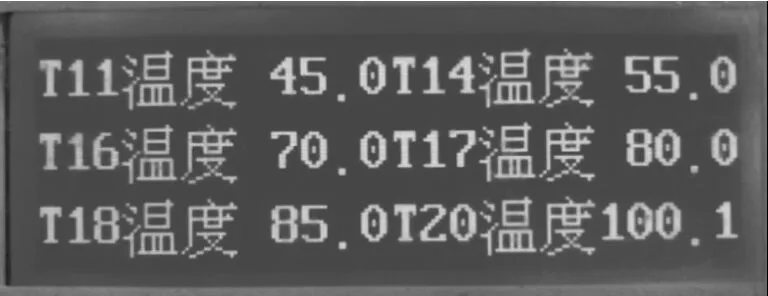
图1 减压煮茧温度设置
2.1 减压煮茧蒸煮温度
减压煮茧的蒸煮温度时序设置为T20,一般设置范围为94~101℃,设置最小单位为0.1℃,一般0.3℃的调整变化对煮熟程度都会带来影响,T20跳转温度的优选是影响蚕茧煮熟程度的主要因素,因此设置调整好蒸煮温度对提高煮茧质量起到重要作用。主要根据原料茧层率、解舒率指标情况,初步确定T20跳转温度,再根据生产现场情况及黑板清洁、洁净成绩,判断煮茧生熟状况,如生丝洁净质量判断,一般环类较多时T20跳转温度偏低、煮茧偏生;糙类较多是T20跳转温度偏高。
2.2 茧层率、解舒率与蒸煮温度的关联性
蚕茧指标中的茧层率、解舒率对蒸煮温度设置起到关键性影响作用,一般情况下,茧层率薄,需要的温度低;解舒率是丝胶难易膨润适当溶解的一种体现,解舒率好的原料需要的温度低,这是一般性规律。为了精准寻求最佳蒸煮温度,需要通过茧层率、解舒率的数值作为设计蒸煮温度参数依据,指导生产,为此试验、整理收集了经过工厂实缫验证的生产原料茧质指标情况及蒸煮工艺,见表1、表2。
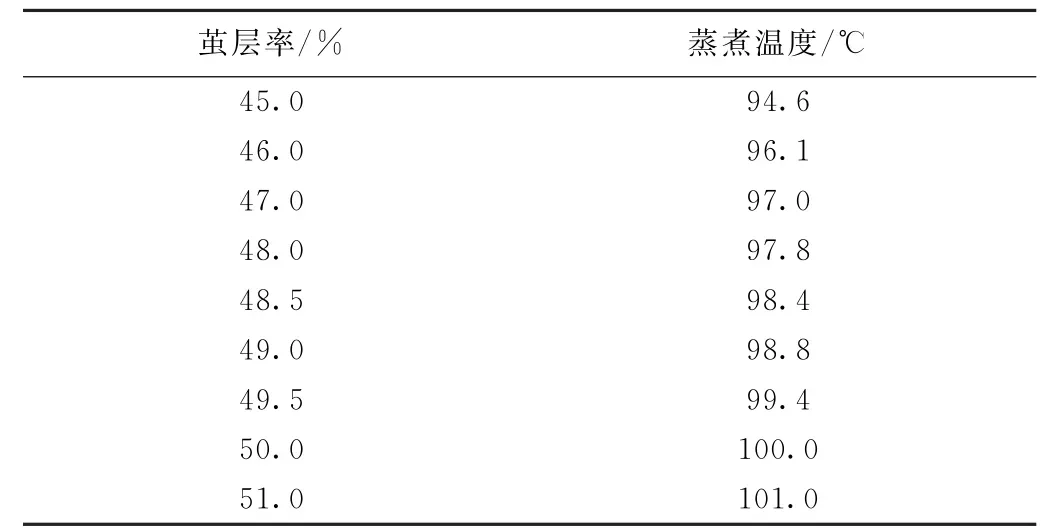
表1 茧层率与蒸煮温度
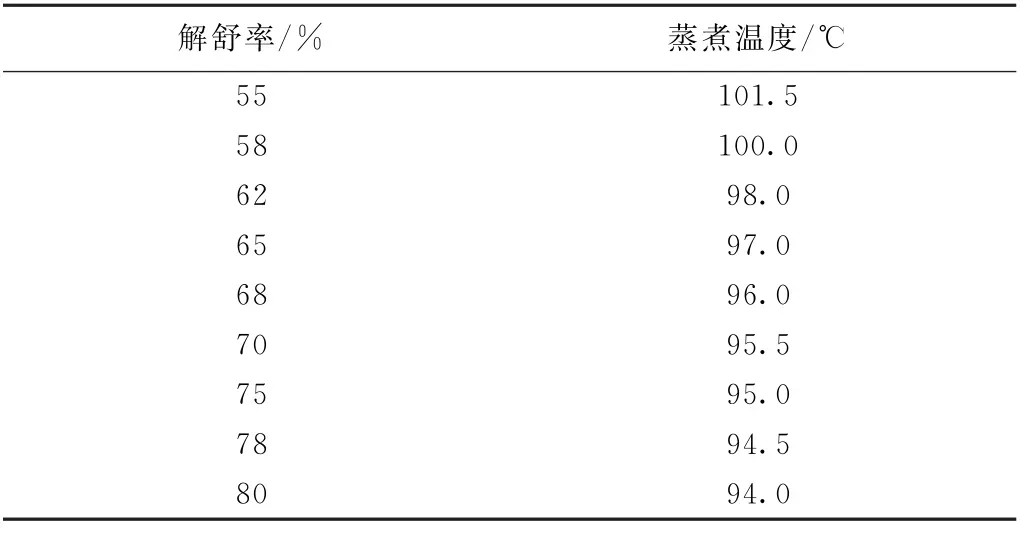
表2 解舒率与蒸煮温度
表1为茧质调查中,解舒率在65%~70%之间茧层率对应的蒸煮温度,从表1茧层率因素与蒸煮温度关系来看,茧层率和蒸煮温度高度相关,茧层率各位数对应煮茧温度各位数,如茧层率为49%,煮茧温度为99℃左右。解舒率表示茧丝离解难易程度,在制丝生产中,原料蚕茧解舒率变化幅度大,一般解舒率低于60%为解舒差原料,这类原料丝胶难膨润溶解,煮茧需要较高温度;解舒率在60%~70%为正常原料,煮茧温度适当即可;解舒率高于70%的原料,煮茧要适当降低温度,见表2,其规律是以解舒率65%为基准,解舒率每低3%,温度调高1℃,解舒率每高4%,蒸煮温度下调1℃,还要考虑其他因素,如茧季、烘茧干燥程度等,作修正。
2.3 煮茧工艺调试应用
某企业茧质调查数据茧层率49.2%,解舒率82.1%,按照茧层率设置T20温度99.2℃,按照解舒率指标修正-4.25℃,试煮采用95℃,然后根据现场索理绪、缫丝效率、黑板情况等进行微调,最终T20确定为95.6℃,大面积生产茧耗比设计低2.6 kg,清洁、洁净成绩达到6A级要求。某企业一个庄口茧层率47.2%,解舒率53%,按照上述方法,得出初步T20温度为101.2℃,大面积生产调试最终温度为101.4℃,质量、茧耗、生产效率达到设计要求。通过茧层率、解舒率茧质核心指标的检测,可以快速预置蒸煮温度,对生产起到了指导作用。
3 结 论
(1)煮茧工艺参数是参照蚕茧原料的基础数据,如品种、季别、产地、饲养方式、茧型大小、茧层厚薄等,以及测试数据如茧丝长、解舒率、解舒丝长、单丝纤度、万米吊糙等指标,并结合煮茧技术人员的经验和煮茧工艺特性等多方因素,可以说煮茧是随机性和复杂性较大的工序。
(2)由于煮茧温度与蚕茧质量的所有指标都有相互的关联,如蚕茧的茧层厚薄、茧型大小、季节、产地、品种、单丝纤度、万米吊糙、清洁、洁净、丝胶溶失率、新茧有绪率等。因为这些指标对煮茧温度有直接或间接影响,那么就需对蚕茧的众多指标与温度的相关性进行分析,需要足够多的数据以及建立相应的数据库,也需要适合的数学技术模型,还要在实际生产中不断改进、修正,才能够确定数据与温度的关联性方案。
(3)对蚕茧质量的重要指标选用以及对应煮茧蒸煮温度的关联性进行分析,虽然只对蚕茧解舒率、茧层率等与煮茧温度有密切关系的指标进行了分析论证,而且方案的应用还不太全面,但作为指向性的技术还是较为合理。为了技术更加完善合理,在后续的生产中,应把蚕茧质量指标进行多层次的分析选用,通过数据的积累、筛选及模式的优化,在煮茧的实际生产中应用改进,并逐步完善数据与温度的关联方案,提升煮茧工序的技术水平。
