一种自动清洗线感应装置的结构设计
2022-03-29张磊
张磊



摘 要:笔者介绍了常规传感器在传统自动输送线和自动清洗线中的应用,由于自动清洗线的工况是一种湿环境,所以常规传感器无法在自动清洗线湿环境下使用。为了解决这一问题,设计了一套感应装置,该套装置具有防护功能,与常规传感器配合使用,可有效避免常规传感器直接与清洗后的产品产生的水滴相接触。通过实践和论证,该装置使常规传感器可以在复杂潮湿的环境中使用,并有效提高生产线的自动化程度和实际生产需求。
关键词:自动输送线;清洗机构;传感器;感应装置
中图分类号:TP23 文献标志码:A 文章编号:1003-5168(2022)4-0036-04
DOI:10.19968/j.cnki.hnkj.1003-5168.2022.04.007
A Structure Design of Automatic Cleaning Line Induction Device
ZHANG lei
(Jiangsu Fugang Intelligent Technology Co., Ltd., Xuzhou 221000, China)
Abstract:The author introduces the conventional sensor in the traditional automatic conveyor line and the application of the automatic cleaning line, due to the operation condition of the automatic cleaning line is a kind of wet environment, so the conventional sensors cannot use wet environment. The automatic cleaning line in order to solve this problem, design a set of sensors, this set of device has the protective functions, used together with conventional sensors.Through practice and demonstration, this device enables conventional sensors to be used in complex and wet environment, and effectively improves the degree of automation of the production line and the demand of actual production.
Keywords: automatic line;cleaning machine; sensor; induction system
0 引言
为提升企业的整体利润,提高生产效率,优化企业管理流程,推动经济高质量发展,自动化生产线越来越受欢迎。自动化生产线能构成一个完整的系统,其综合了传感技术、驱动技术、机械技术、接口技术、计算机技术等尖端技术。自动化生产线有各种生产需要,通过有效的综合和组织来优化整体的装备。而这些自动化生产设备中传感器系统是所有自动化解决方案的前提,传感器可以提供连续的、实时的现场状态监测和事件信息的反馈,是自动化设备中必备的元器件,在行业中得到了广泛应用。而在不同的环境和场合中,设计时会选用不同类型的传感器。如果在正常環境中,通常会用到普通光电传感器,就可以检测工件的位置、状态等;如果在复杂环境中,普通传感器就无法满足需要,如清洗输送线就是在一个潮湿的环境空间,普通光电传感器会因接触到水滴而失效,不能正常使用,在此环境下设计一套感应装置机构,使得传感器与感应装置机构接触,从而避开了水雾或水滴对传感器的影响。
1 常规传感器在传统自动输送线中的应用
一般在自动化生产线中,工件需要在输送线上进行传送,在输送过程中工件的上料、输送过程、工件的离开等所有动作都需要在线检测,所以在设计输送线体时,一段输送线上会布置2~3个传感器来进行检测,选用的传感器类型通常是漫反射或者对射光电型传感器以及光纤传感器。
传感器在自动化生产线中常用于输送线上的物料存在检测,产品尺寸大小、物料的高度、液体的位置检测,产品的计数及质量检验上的应用等[1]。
1.1 传感器在传统自动输送线中的工作流程
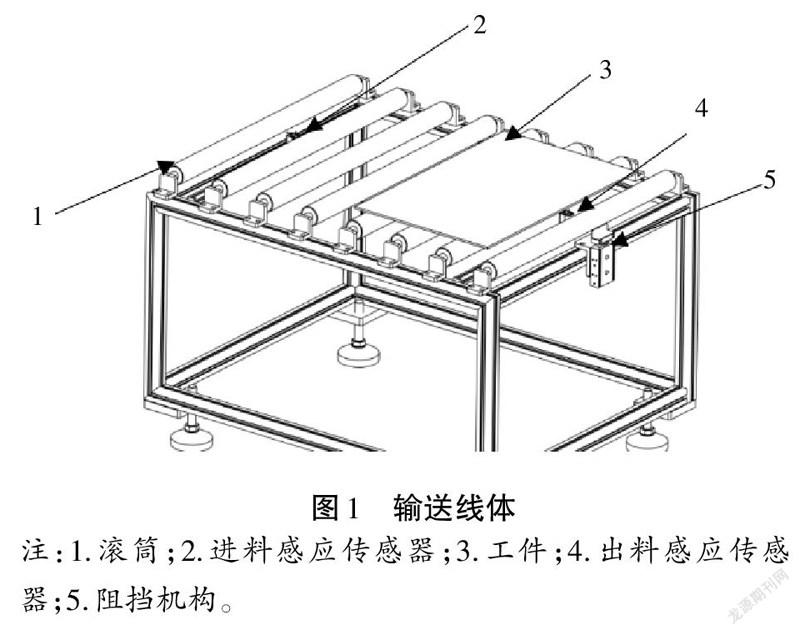
如图1所示,进料、出料传感器分别固定在进出口侧。工件3投入后,当输送到进料感应传感器2位置时,即开始进入检测位置,由于工件3挡住了进料感应传感器2发射器的光束,触动开关,进料感应器2反馈给PLC控制系统一个信号,系统已知工件已进入输送线。输送线继续运转,工件3前进,当输送到出料传感器4位置时,即进入检测区域,出料感应传感器4反馈给控制系统一个信号,系统得知工件3将离开工位。如果需要工件3停留在此工位,控制系统给出阻挡机构5一个控制命令,阻挡机构5开始动作阻挡工件3的输送,此时将完成整个输送流程。
1.2 光电传感器的固定装置及说明
如图2所示,光电传感器7固定在钣金件6上,光电传感器中发射器和接收器在同一个传感器装置里,所以发射器发射的光由检测物体反射的光回到接收器,并由接收器对接收光强度的大小进行比对,当光强度大小超过开关量阈值,即触发功能开关。
光电传感器在实际生产过程中,其光电效应的原理是指当一个物体受到了光的辐射,那么物体内部的电子就会接收到光束粒子中的能量,而这些能量被物体内部的电子吸收后,会发生一些变化[2]。其中粒子的特性也会跟着发生变化,这种变化过程称为外部光电效应和内部光电效应。其中,外光电效应具体是指物体被光照射过以后,而出现一种电子外溢的现象,实际生产中较为常见的光电管就是根据这个原理制作而成的;而内光电效应则具体是指物体被光照射以后,没有出现电子外溢的现象,但物体的电导会发生一定的变化,或物体的电动势会发生一定的变化,实际生产中的二极管就是利用这个原理制作而成的。另外,光电传感器在实际检测过程中可以有效避免和被检测对象的接触,对被检测物体的损伤性较小,因此在自动化生产线中应用光电传感器[3],可以有效提高被检测物体的完整性,提高设备使用的年限。
光电传感器虽然在自动化输送线中应用非常广泛,但在恶劣环境及潮湿环境下,可能会因为水雾或水滴造成光电传感器感应失效,所以在一些自动清洗线中或者湿环境下就无法使用。
2 感应装置在自动清洗输送线中的应用
2.1 感应装置在自动清洗线中的工作流程
自动清洗输送线工作流程如图3所示。当工件11进入前段conveyor,感应装置9检测到工件已进入工位,由包胶滚筒8压紧工件11,输送到清洗机构10,清洗机构10检测到工件11已进入清洗位置,清洗机构10开始进行清洗工作。清洗结束后,工件11由清洗机构10输送到下段conveyor,并由接驳滚筒12进行接驳,此时感应装置检测到工件进入工位后,滚筒开始启动-运转把工件11输送出料完成。
其中清洗机构的工作原理为:当产品进入清洗机构时,清洗机构的进料传送带将产品输送到清洗机构内,利用清洗机构相互平行的毛刷辊,同时位于毛刷辊两侧的上喷头和下喷头开始进行喷水,对产品进行清洗。接驳滚筒12为包胶滚筒,所谓包胶滚筒是指将滚筒的表面进行铸胶,可以分为冷硫和热硫方式包胶,也就是平时所说的冷粘式和热粘式包胶。其中热粘式包胶就是将滚筒周围均匀包裹一层完整的胶料,并且进行热粘铸胶制作的过程。其中包胶材质为PU,硬度为肖氏硬度70,滚筒与固定座分别选用不锈钢和铝合金材质,滚筒轴承为不锈钢轴承。导向定位机构选优POM等材质,传动机构选用不锈钢和尼龙等材质。
2.2 自动清洗线中包胶滚筒的设计
2.2.1 相邻滚筒之间距离的计算。应保证一件产品至少被3支或3支以上的滚筒支撑,相邻滚筒之间的距离P一般情况下可按式(1)进行计算。
P=1/3L (1)
式中:P为相邻滚筒的间距,mm;L为产品的长度,mm。
对要求输送平稳的产品,可以按式(2)进行计算。
P=(1/4-1/5)L (2)
对于柔性大的细长产品,还需要核算物件的扰度。产品在相邻滚筒间距上的扰度值应小于相邻滚筒间距的1/500,否则需要调整(缩小)滚筒之间的距离。另外,输送线上的装载物品在承受冲击载荷时,也需要缩小滚筒间距或增加滚筒外径。在清洗输送滚筒线设计过程中,考虑以上因素,故选择支撑产品的滚筒个数为3。
2.2.2 滚筒直径的计算选型。滚筒直径D的大小与辊子的承载力有关,可按照式(3)进行计算。
F≤F (3)
式中:F是指产品作用在单支滚筒上的载荷,N;F是指单支滚筒的允许载荷,N。
其中作用在单支滚筒上的载荷F0与产品的质量、支撑产品的滚筒数量以及产品底部特性有关,可按照式(4)计算。
F=mg/(KK) (4)
式中:m为单个产品的质量,kg;K为单列滚筒支撑有效系数,与产品底部特性和滚筒平面度有关,通常可取K=0.7,对于产品底部刚度比较大的产品,可取K1=0.5;K为多列滚筒不均衡承载的系数;n为支撑单个产品的滚筒数量;g为重力加速度,取g=9.8 m/s。在确定需要的单支滚筒允许载荷及辊子的长度后,就可以计算出所需的滚筒直径D,本方案输送线滚筒直径为50 mm。
2.3 感应装置工作流程
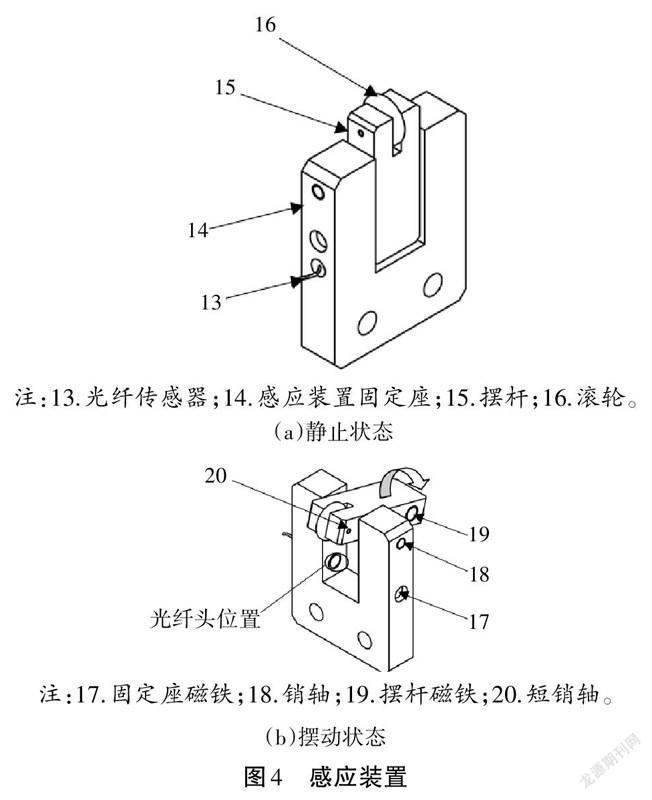
感应装置如图4所示。如图4(a)为处于静止状态的感应装置,其工作原理:当产品通过输送线输送过来时,首先触碰到感应装置中的滚轮16,当产品继续运动过程时,产品将推动摆杆15旋转一个角度,如图4(b)所示,此时光纤传感器13将感应到摆杆15的移开(其中光纤传感器13是固定在感应装置固定座14中的光纤头位置),此时传感器发出信号,则判定产品已到此位置。当产品清洗完移出此工位后,则感应装置9会自动恢复竖直状态,又如图4(a)所示。此时传感器也发出信号,则判定产品已离开。在摆杆15位于竖直状态时由于固定座磁铁15和摆杆磁铁17相吸的作用,使固定摆杆15静止下来,保证摆杆15不会受惯性的影响而来回摆动。
2.3.1 感应装置部分机构设计说明。该感应装置机构中滚轮16与摆杆15组合,使用销轴进行连接。由于滚轮16需要与工件11接触后转动,所以在设计过程中考虑滚轮16与短销轴20的公差配合,即滚轮16与短销轴20的配合为间隙配合;而短销轴20与摆杆15的装配关系应为过渡配合,即短销轴20设计成两端与中间为台阶式。
光纤传感器13是由光纤头和放大器组成,放大器固定在设备一侧,光纤头只需连接放大器即可,不用连接其他线路就可实现控制。放大器控制设定简单,通过触摸屏上的统一设定功能以及备份的数据,在工序变更准备过程中就可缩短启动前的准备时间。光纤传感器是一种将被测对象的状态转变为可测的光信号的传感器[3],即将光源入射的光束经由光纤头送入内部调制器,在调制器内部与外界被测参数的相互作用下,使光的光学性质如光的强度、波长、频率、偏振态等发生变化,而成为被调制的光信号[4],后经过光纤送入光电器件,经解调器后获得被测的参数。整个流程是光束经过光纤导入,然后再通过调制器后再发射出去,其中光纤的作用是传输光束,再次是起到光调制器的作用。
固定座磁鐵17与摆杆磁铁19相互作用的原理是通过两个磁铁之间的相互吸力,使摆杆15能处于一个静止状态。如图4(a)所示,摆杆15与感应装置固定座14处于静止状态,旋转时的状态如图4(b)所示。固定座磁铁17和摆杆磁铁19应选用轴向磁力型磁铁,磁力方向为轴向,两个磁铁吸引力大于摆杆15的摆动扭力,另外磁铁的形状为圆柱形方便安装在感应装置固定座14和摆杆15内。
2.3.2 感应装置机构中材料的选用。感应装置固定座14、摆杆15、销轴18、短销轴20等加工材料为聚甲醛 (POM)[5]。POM具有类似金属的硬度、强度和刚性,耐疲劳强度和刚性强度高于尼龙,尤其弹性模数高、硬度高是其他塑料不能相比的,具有良好的自润滑性和耐磨性,以及较小的蠕变性和吸水性,故尺寸稳定性好,此外还有较好的耐化学品性,在清洗输送线中可以替代金属的使用。
由于滚轮16直接与产品接触,所以选用耐磨性的材料,可选用聚四氟乙烯(PTFE)材料,其特点是具有较强的化学稳定性、耐腐蚀性,有异常的润滑性、耐磨性,具有极低的动、静摩擦因数,对金属的摩擦因数为0.07~0.14[5],有突出的表面不黏性,几乎所有的黏性物质都不能附在该材料的表面,可用于减摩自润滑零件、耐腐蚀化工设备零件,也可作电绝缘材料与零件等。
2.4 自动清洗线感应装置控制系统设计
该装置使用梯形图语言编程,其流程如图5所示。根据流程完成PLC的梯形图程序设计,完成清洗输送线的自动控制。当多个产品连续进入时,自动清洗线感应装置可连续进行工作。
3 结语
在本次感应装置设计过程中,通过对实际生产现场的考察、人员的操作流程以及存在的问题进行了梳理分析,并与现场技术人员进行了详细交流,在后面的设计过程中反复检讨和不断优化,最终完成了该机构的设计。该套感应装置不仅满足了实际生产需求,也克服了传感器在恶劣环境下的应用局限性。
自动化生产线的发展需要加强对传感器的开发应用,提高传感器在自动化生产线中的应用优势,在不同的场合应用不同类型的传感器[6]。只有这样才能提高工业企业生产线的自动化水平,保证产品质量,在自动化设备领域发挥重要的作用。
参考文献:
[1] 李季,薛福欣.浅谈光电传感器及其在物流传输线上的应用[J].中国包装工业,2015(22):163.
[2] 李丽萍.探析光电传感器在自动化生产线上的应用[J].数字通信世界,2019(11):176.
[3] 刘平,魏筱瑜.光电传感器在自动化生产线的应用[J].产业与科技论坛,2019,18(13):70-71.
[4] 欧姆龙自动化中国统辖集团.欧姆龙ZX智能传感器和E3Z激光型光电传感器[J].纺织机械, 2007(4) :33-34.
[5] 成大仙.机械设计手册(单行本)常用工程材料[M].北京:化学工业出版社,2004:3259-3260.
