脱硝分解炉的设计及实际应用
2022-03-28赵睿敏于永现凌金辉闫艳选
赵睿敏,于永现,凌金辉,闫艳选
据统计,截至2013 年,我国共有1 899 条水泥熟料生产线,水泥行业氮氧化物总排放量达196.9万吨,占全国氮氧化物工业总排放量的12.74%[1]。为了有效控制氮氧化物排放,2013年12月,国家环保部发布了GB 4915-2013《水泥工业大气污染物排放标准》,要求水泥窑氮氧化物排放浓度降至320mg/Nm3以下。2019年5月13日,河南省发布了DB 41/1953-2020《水泥行业大气污染物排放标准》,要求河南省全部新建水泥企业自标准颁布之日起,河南省全部现有水泥企业自2021年1月1日起,达到100mg/Nm3以下的水泥窑氮氧化物超低排放标准。2020年6月,国家生态环境部以[2020]340号函的形式发布了《重污染天气重点行业应急减排措施制定技术指南》,要求对水泥行业实行环保绩效分级制度,A 级水泥企业NOx 排放浓度须降至50mg/Nm3以下。
在国家和地方政府相关政策和标准的严格要求下,水泥行业开发出了多种脱硝技术。目前,按照处理方式,国内使用的脱硝技术大致可分为两类:一类为末端脱硝治理技术,如SNCR(选择性非催化还原)脱硝技术、SCR(选择性催化还原)脱硝技术、LCR(液体催化还原)脱硝技术、离子发生器脱硝技术、热碳还原脱硝技术和臭氧氧化脱硝技术等;另一类为源头脱硝治理技术,如低氮燃烧脱硝技术、分级燃烧脱硝技术、德国洪堡PYROCLON REDOX 脱硝技术等。截至目前,上述技术有些已经能够达到水泥窑氮氧化物排放浓度<50mg/Nm3的要求,但在使用过程中仍存在较多问题,主要包括改造投资大、氮氧化物排放控制不稳定、生产不够稳定、能耗增加、运行成本高等。为有效解决上述问题,亟待开发一种新的水泥窑脱硝技术。
1 水泥窑氮氧化物的生成
水泥烧成系统产生的氮氧化物主要有三种:高温下氮气与氧气反应生成的热力型氮氧化物,原燃料中的有机氮在燃烧或加热的情况下生成的原燃料型氮氧化物,低温火焰下由于含碳自由基的存在生成的瞬时型氮氧化物[2]。
1.1 热力型氮氧化物的生成机理
热力型氮氧化物是氮气与氧气在高温条件下直接反应产生的氮氧化物。由于水泥窑煅烧过程中一般采用空气作为氧化剂,煤粉燃烧过程中氮气的浓度相对充足和稳定,根据化学反应三要素分析,影响热力型氮氧化物生成量的主要因素有反应温度、反应区域氧气浓度和反应时间。
氮气和氧气直接反应生成热力型氮氧化物的过程是强吸热反应,反应温度是影响其生成的最主要因素。研究显示,当温度<1 200℃时,氮氧化物生成速率很低,几乎没有热力型氮氧化物生成。但当温度>1 500℃时,每升高100℃,热力型氮氧化物生成量就会以约6~7倍的速率增加。
回转窑窑内的温度及燃烧火焰的最高温度是影响热力型氮氧化物生成量的重要参数,其决定了热力型氮氧化物的最大产生量。因此,在实际生产过程中,为降低热力型NOx 的生成,在保证熟料煅烧质量的情况下,应尽量降低回转窑内的最高温度,并减少可能产生高温的区域,特别是要减少由于窑内流场不稳定而产生的局部高温区。更重要的是,要选择合适的燃烧器,以保证燃烧区域的相对均匀,保证燃料的充分燃烧和均衡燃烧,降低火焰温度的峰值。这些都是降低热力型氮氧化物生成的有效手段。
在热力型氮氧化物产生的过程中,反应时间也是一个重要参数。热力型氮氧化物生成是一个缓慢的过程,在高温区域,反应时间与氮氧化物生成量呈线性关系。在生产操作中,应尽可能地减少燃料和空气在高温区域的停留时间,特别是应减少在高氧含量、高温区域的停留时间。在回转窑运行过程中,高温区域会形成局部低氧或缺氧环境,而低温区域的氧含量会增加,这时只需保证燃烧充分,即可有效降低热力型氮氧化物的生成。
1.2 原燃料型氮氧化物的生成机理
原燃料型氮氧化物是由原燃料中的氮元素反应生成,在燃料燃烧初始阶段和原料加热过程中,含氮有机化合物热解产生的中间产物N、CN、HCN等被氧化,从而生成氮氧化物。原燃料型氮氧化物较热力型氮氧化物更易于生成。
在氧化气氛下,HCN 可生成NCO,若氧化气氛继续增强,可以继续氧化生成NO;若在还原气氛下,HCN 则可以被还原生成NH,在还原气氛增强的情况下,最终生成氮气。已经生成的NO 在还原气氛下也可被NH还原为氮气。NH3在氧化气氛中会被依次氧化成NH2和NH,甚至被直接氧化成NO。在适当的温度和气氛中,NH3也可以将NO 还原成氮气。所以NH3可以是NO 的产生源,也可以是NO的还原剂。
在煤粉挥发分燃烧时,在氧化气氛下,特别是在强氧化气氛下,氮元素倾向于向氮氧化物转化;在强还原气氛下,氮元素倾向于向氮气转化。
在实际生产中,燃烧过程大多数是在氧化气氛中发生的。由于反应和燃烧流场的复杂性,挥发分氮元素不会全部转化为NO,即使在强还原气氛中,也不可能全部转化为氮气,这就取决于反应温度、氧含量、反应时间以及燃料的特性。
1.3 瞬时型氮氧化物的生成机理
瞬时型氮氧化物是空气中的氮气与燃料燃烧过程中产生的部分中间产物反应而生成的氮氧化物。在以煤为主要燃料的系统中,瞬时型氮氧化物生成量很少。
2 水泥窑系统脱硝原理分析
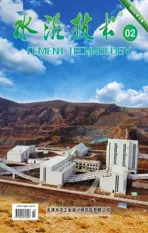
通过对国内多条水泥熟料生产线氮氧化物分布情况进行现场实际检测分析,制成水泥熟料生产线氮氧化物分布图,如图1所示。由图1可知,尽管窑炉内产生的氮氧化物有多种形式,但高温却是其形成的共性条件和关键条件。目前国内水泥窑系统主要供应能源仍是以煤炭为主,煤粉燃烧是产生高温的根源,所以在工艺流程上,形成氮氧化物的部位集中在窑头和分解炉两个煤粉燃烧环节上。
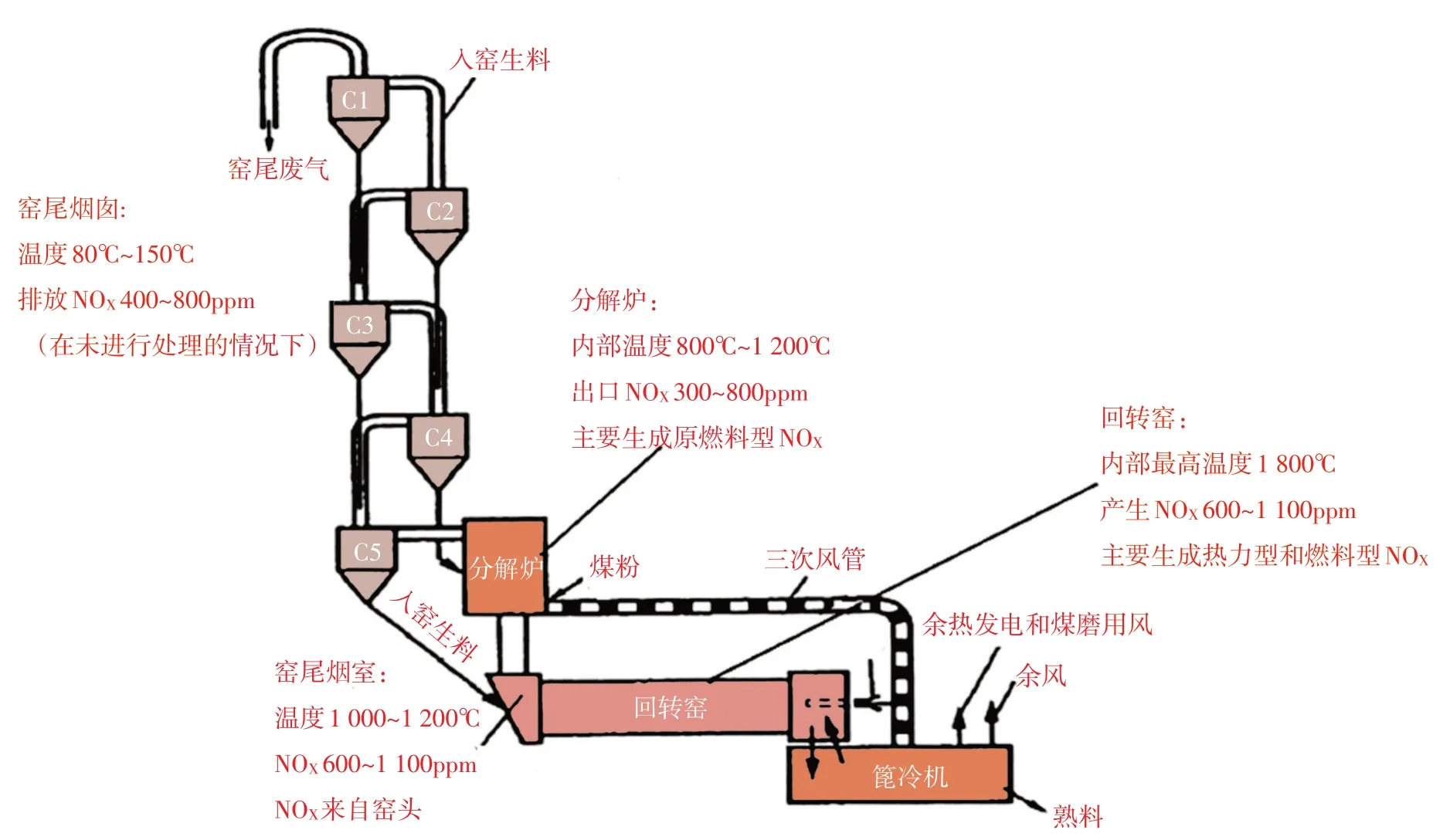
图1 水泥熟料生产线氮氧化物分布情况
因为氮氧化物的形成与温度有很强的关联性,而窑头的火焰温度高达1 800℃左右,是整个熟料烧成过程中的温度峰值区,所以窑头是水泥窑氮氧化物产生的主要来源区,且以热力型氮氧化物为主。窑头NOx 生成量约在600~1 100ppm,占整个窑系统氮氧化物生成量的80%以上。
在分解炉内,温度集中在800℃~1 200℃之间,生成的氮氧化物主要为原燃料型氮氧化物,同时还会有因局部高温产生的少量热力型氮氧化物。
一般认为水泥烧成系统排放的氮氧化物是窑头产生的氮氧化物和分解炉产生的氮氧化物之和,但这个判断是不够准确的。通过化学反应动力学原理可知,当窑头产生的氮氧化物量比较高时,窑尾烟囱NOx排放量不一定高;当窑头产生的氮氧化物量比较低时,窑尾烟囱NOx 排放量也不一定低。其主要原因是,当窑头产生的氮氧化物的量比较高时,进入分解炉的氮氧化物分压就高,瞬时型氮氧化物形成量就会大幅下降,这时分解炉再生成氮氧化物的速率就会变慢,NOx 产生量反而会下降;反之,当窑头产生的氮氧化物量低时,分解炉生成的NOx量就会增加。由此可见,窑系统最终产生氮氧化物量的高低应取决于分解炉的运行状态。
窑头和分解炉产生的氮氧化物包括热力型、瞬时型和原燃料型等类型氮氧化物,若这些氮氧化物直接排放至外界,它们产生的影响完全相同,若这些氮氧化物先被引入到SNCR脱硝系统进行脱硝,再排放到外界,那它们产生的影响就会大不相同。我们可以将窑头产生的氮氧化物称为前期氮氧化物,分解炉产生的氮氧化物称为后期氮氧化物。如果使前期氮氧化物和后期氮氧化物同时进入SNCR脱硝区域,前期氮氧化物因形成时间较长,结构稳定,难以被NH3还原;而后期氮氧化物因形成时间较短,其结构不稳定,极易被NH3还原。该推论已在多个大还原区脱硝改造的大项目中得到了印证。某项目大还原区脱硝改造前后对比情况见表1。
如表1所示,虽然在烟室和分解炉中间增设了大还原区,还原区出口产生的氮氧化物浓度也已降至很低,但分解炉出口产生的氮氧化物浓度并没有降低,反而有所升高。改造前,氨水用量在5kg/t.cl以上,C1出口的氮氧化物无法降到50mg/Nm3以下。改造后,氨水用量降低到3kg/t.cl以下,C1出口的氮氧化物就会稳定降低到50mg/Nm3以下。

表1 某项目大还原区脱硝改造前后对比
根据项目实际生产数据分析,如果在分解炉下部创建一个大小合适的脱硝区,窑内产生的氮氧化物将几乎全部被脱除;在C5旋风筒内采用SNCR对分解炉产生的后期氮氧化物进行处理,即可大大提高SNCR的脱硝效率,实现在减少氨水使用量的情况下,将氮氧化物排放浓度降至较低水平。
3 脱硝分解炉设计思路
通过对多条分级燃烧改造水泥生产线的分析发现,进行分级燃烧改造的水泥生产线均存在还原区太小的情况,脱硝后无法达到<50mg/Nm3排放要求。有的项目在调整三次风管的过程中,因还原区分解炉主体未进行设计调整,还出现过烟室缩口结皮严重而影响生产的情况。而进行大还原区改造后的生产线,其还原区偏大,因空间问题,分解炉下部无法处理结皮堵塞问题。通过监测、分析和计算发现,只要确保水泥窑脱硝还原区的设计满足风速>11m/s,停留时间>2s,即可有效解决以上问题。
根据上述分析,确定了新型脱硝分解炉的以下设计思路:在分解炉下部创建还原脱硝区,通过提高三次风管高度,降低分解炉喂煤点的位置,在中间形成一个缺氧区来实现有效脱硝。煤粉在该区域与窑内的废气混合燃烧,形成高浓度的一氧化碳。当一氧化碳的浓度>20 000ppm,在短时间内即可将窑内产生的氮氧化物还原,最终将回转窑内生成的氮氧化物还原至接近100%。我们可以根据分解炉的具体情况,调整喂料点位置和分解炉还原区的直径大小,再调整分解炉的炉容大小。脱硝分解炉的具体设计思路如图2所示。
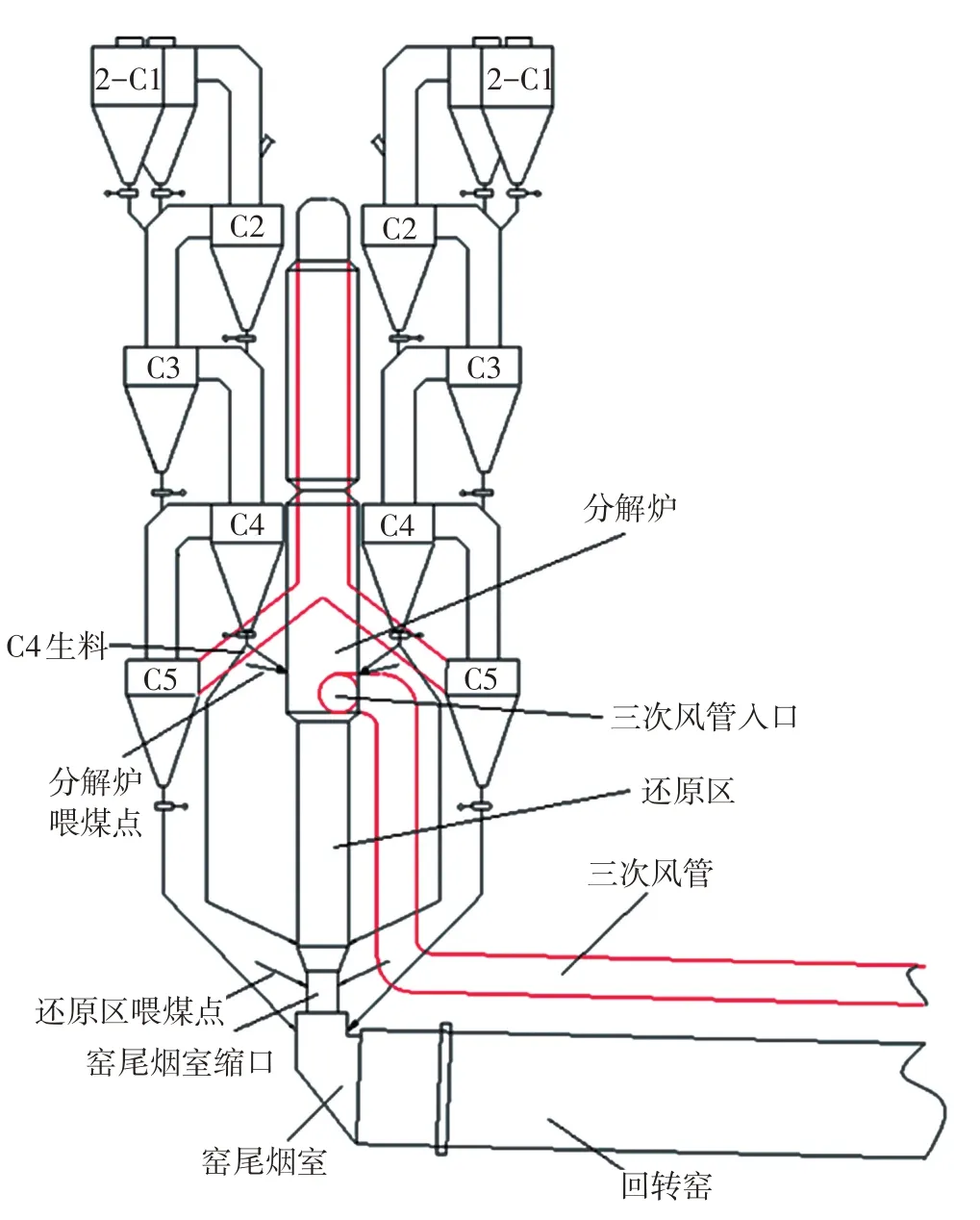
图2 脱硝分解炉设计思路
若要达到氮氧化物排放浓度较低的要求,该脱硝分解炉需配合优化SNCR,将氨水喷枪安装在预热器C5 旋风筒的下部,保证分解炉排出的氮氧化物能够第一时间与氨水接触反应。
4 脱硝分解炉的改造设计实例
某水泥公司1 号窑于2003 年设计,2004 年建设,2005 年投产运行,生产线设计产能为5 000t/d,采用的分解炉为TSD 分解炉,生产线改造前的具体设计参数如表2 所示,TSD 分解炉如图3所示,预热器系统改造前的现场情况如图4所示。

表2 生产线改造前的具体设计参数
为降低氮氧化物的排放浓度,公司在前期已进行了多次改造,包括对SNCR 的改造、分级燃烧改造等,但最终只能达到氮氧化物排放浓度<100mg/Nm3的要求,始终无法实现氮氧化物排放浓度<50mg/Nm3的目标,且氨水用量较高。
如图 3、图 4 所示,若在三次风管以下、窑尾缩口以上,建立分解炉脱硝还原区,则需要拆除预燃炉,改造二层平台和三层平台之间的分解炉,势必导致分解炉的炉容缩小,这就需要在分解炉上部增加炉容。由于原设计三次风管位置较高,改造时无需提高三次风管位置。
图3 TSD分解炉示意图

图4 预热器系统改造前的现场照片
经充分调研论证,2021年4月,该公司对1号生产线进行了脱硝分解炉改造。经过一个多月的前期准备,公司于5 月份开始土建施工及非标件制作;7月12日回转窑停产,正式进入主体改造阶段;8月30日,完成脱硝分解炉的全部改造。改造后的预热器现场情况如图5所示。

图5 改造后的预热器现场照片
2021 年9 月18 日,改造完成后的脱硝分解炉开始投料运行,进入调试阶段。经过10 余天的调试,窑系统最终实现了稳定运行。表3为改造前后的生产运行参数对比,表4 为2021 年10 月脱硝系统实际运行数据。

表3 改造前后生产运行参数对比
由表3 和表4 数据可见,改造后,脱硝分解炉的使用对生产运行指标影响较小,脱硝效果明显,氮氧化物可稳定控制在50mg/Nm3以下,同时氨水使用量大幅下降。

表4 2021年10月脱硝系统实际运行数据
5 结语
实践证明,采取在分解炉上部增加炉容,在三次风管以下、窑尾缩口以上建立分解炉脱硝还原区等改造措施,成功解决了水泥生产线烧成系统氮氧化物减排改造存在的投资大、氮氧化物排放控制不稳定、生产运行不够稳定、能耗增加、运行成本高等问题。