无氰电镀雷酸金清洗废水回收金试验研究
2022-03-28徐剑瑛,丁志超,王兵强,王绍娟
徐剑瑛,丁志超,王兵强,王绍娟


摘要:无氰电镀工艺中,制备雷酸金过程会产生大量含金废水,具有回收利用价值。以水合肼作为还原剂,研究了pH、反应温度、反应时间、水合肼用量等因素对金回收的影响,并在最佳条件下开展了中试试验。结果表明:采用水合肼还原法回收雷酸金清洗废水中金,处理后废水中金质量浓度降至0.25~0.41 mg/L,金回收率97.93 %~99.13 %。该工艺在提高金回收率的同时,极大地改善了工作环境,有效保护了员工身体健康。
关键词:雷酸金清洗废水;金;无氰电铸;水合肼;金回收率
中图分类号:TD926.5文献标志码:A开放科学(资源服务)标识码(OSID):
文章编号:1001-1277(2022)03-0091-03doi:10.11792/hj20220318
引 言
目前,亚硫酸盐电镀工艺是较为有前途和实用价值的无氰电镀工艺,其中亚硫酸镀金液中金通常以[Au(SO3)2]3-形式加入[1]。[Au(SO3)2]3-通常以氯金酸或雷酸金作为待络合金料,亚硫酸钠或亚硫酸铵作为络合剂。在氯金酸中加入氨水,可制得雷酸金,雷酸金制备完成后,需使用大量清水于布氏漏斗中清洗過滤至中性,一般每制备含金1 kg的雷酸金,产生约70 L废水(未使用雷酸金氨化PP反应釜)。大量雷酸金清洗废水的储存及废水中金的回收,成为困扰无氰电镀企业的一个难题。
用于还原雷酸金溶液的还原剂有很多,包括草酸、抗坏血酸、亚硫酸钠、水合肼、硫酸亚铁等[2-3]。目前,工业上主要使用亚硫酸钠作为还原剂回收雷酸金清洗废水中金,但该过程易产生大量的SO2气体[4],污染环境,损害健康。本文以山东招金金银精炼有限公司无氰电镀车间在制备雷酸金过程中产生的清洗废水为样品,以水合肼为还原剂,通过试验确定了各种工艺参数,较大程度提高了雷酸金清洗废水中金的回收率,同时改善了工作环境。
1 试验部分
1.1 设备与试剂
ICE-3300火焰原子吸收光谱仪(金空心阴极灯):美国赛默飞世尔科技有限公司。
S400台式pH计:梅特勒公司。
HTL-500EX可控温加热板(附带测温探头):深圳博大精科生物科技有限公司。
盐酸、氨水、水合肼,均为分析纯。
1.2 雷酸金清洗废水
1)氯金酸制备:1 kg金料中加入2.1 L盐酸和0.7 L硝酸,待金料全部溶解完成后,蒸发至体积1.2 L后加入0.7 L盐酸赶硝,待冷却至室温,加入2倍体积的纯水稀释。
2)雷酸金制备:向氯金酸溶液中边搅拌边加入6 L氨水,反应完全后静置30 min。
3)使用纯水于布氏漏斗中不断清洗、过滤雷酸金浊液至中性。
1.3 试验方法
取50 mL雷酸金清洗废水于150 mL烧杯中,在保持pH、反应温度、反应时间、水合肼用量中3个试验条件不变的情况下,进行单一变量试验,以确定最适合的反应条件。试验结束后,取一定量的上清液过滤,测定金量。
2 试验结果与讨论
雷酸金清洗废水中初始金质量浓度为23.8 mg/L,每个条件进行4次平行试验,每个平行试验废水取样量均为50 mL。
2.1 酸碱度
试验通过盐酸控制溶液pH值分别为2.0,4.0,6.0,8.0,10.0,12.0,并向其中各加入0.5 mL水合肼,不断搅拌,反应时间6 h。根据试验结果,确定pH值为2.0~6.0时,金回收效果较佳。控制其他试验条件不变,缩小pH范围,试验结果见图1。
由图1可知:溶液pH影响金回收率。当pH值为3.0~4.0时,废水中金回收率较好。因此,选择pH值为3.0~4.0。
2.2 反应温度
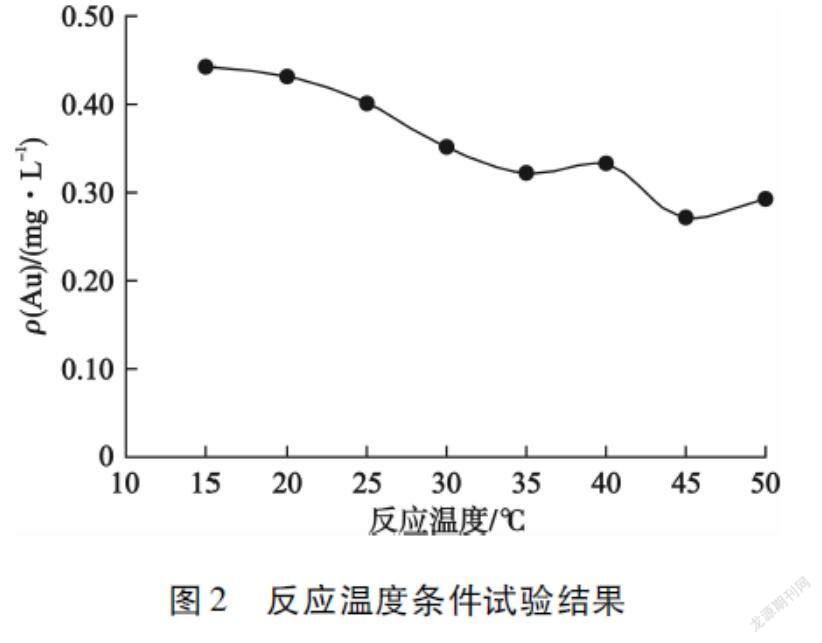
试验调整溶液pH值为3.3,控制反应温度分别为15 ℃、20 ℃、25 ℃、30 ℃、35 ℃、40 ℃、45 ℃、50 ℃,并向其中各加入0.5 mL水合肼,不断搅拌,反应结束后静置6 h。试验结果见图2。
由图2可知:随着反应温度的不断升高,废水中金质量浓度逐渐降低,但降幅不大,表明温度不是主要影响因素。综合考虑,选择在常温下反应。
2022年第3期/第43卷 安全与环保安全与环保 黄 金
2.3 反应时间
试验调整溶液pH值为3.3,反应温度为常温(17 ℃~21 ℃),控制反应时间分别为1 h、2 h、3 h、4 h、5 h、6 h、7 h、8 h、12 h,并向其中各加入0.5 mL水合肼。试验结果见图3。
由图3可知:反应时间影响金的还原程度。反应时间超过3 h时,废水中金质量浓度开始低于0.50 mg/L;当反应时间延长至6 h后,废水中金质量浓度无明显变化。因此,试验选择反应时间为6 h。
2.4 水合肼用量
试验调整溶液pH值为3.3,反应温度为常温(15 ℃~20 ℃),反应时间6 h,控制水合肼用量分别为0.1 mL、0.2 mL、0.3 mL、0.4 mL、0.5 mL、0.6 mL、1.0 mL。试验结果见图4。
由图4可知:当水合肼用量为0.3 mL时,废水中金质量浓度较低;再继续增加水合肼用量,废水中金质量浓度变化不大。因此,试验选择水合肼用量为0.3 mL。
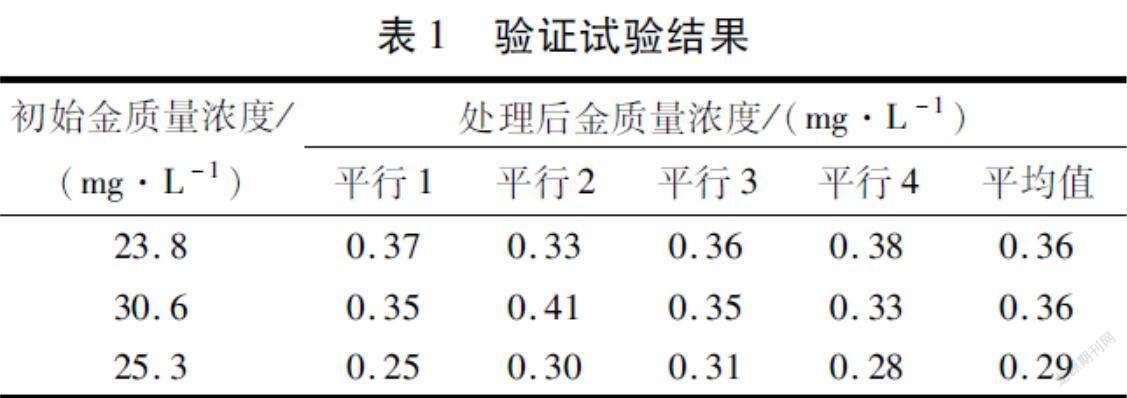
2.5 验证试验
试验取雷酸金清洗废水50 mL,调整溶液pH值为3.3,反应温度为常温(15 ℃~18 ℃),反应时间6 h,水合肼用量0.3 mL。对3批次雷酸金清洗废水进行验证试验,结果见表1。在此验证试验条件下,处理后废水中金质量浓度均小于0.40 mg/L。
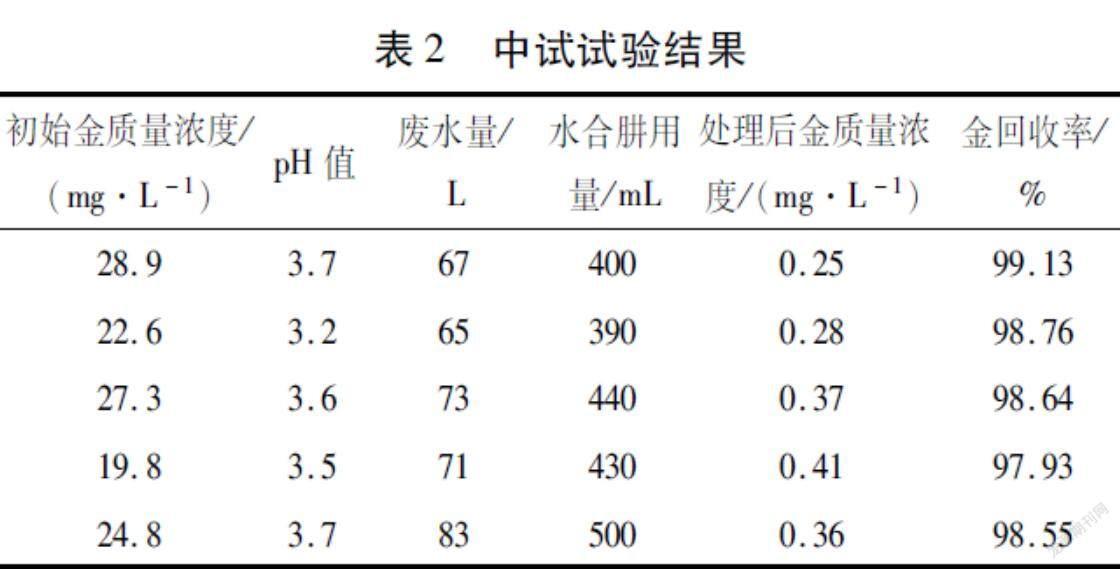
2.6 中试试验
针对5批次雷酸金清洗废水进行中试,以验证该工艺应用于实际生产的可行性。反应温度为常温,反应时间均为6 h,试验结果见表2。由表2可知:处理后的雷酸金清洗废水中金質量浓度为0.25~0.41 mg/L,金回收率97.93 %~99.13 %。相较于亚硫酸钠作为还原剂(处理后废水中金质量浓度0.36~1.17 mg/L,金回收率94.22 %~98.18 %),金回收率显著提高。
3 结 论
使用水合肼作为还原剂处理雷酸金清洗废水,最佳工艺条件为pH值3.0~4.0,反应温度为常温,反应时间6 h,水合肼用量6 mL/L。在该工艺条件下,雷酸金清洗废水中金回收率明显提高,达97.93 %~99.13 %,且无SO2等有害气体产生,环境友好。目前,该方法已实现工业生产,以一个电镀缸计,每年可综合回收金超过70 g,在无氰电镀废水回收金方面具有较高的推广应用价值。
[参 考 文 献]
[1] 王玥,冯立明.电镀工艺学[M].2版.北京:化学工业出版社,2018:177-178.
[2] 刘朝辉,杨天足,宾万达.草酸还原金过程中草酸铜的形成及溶解热力学平衡[J].湿法冶金,1999(3):23-29.
[3] 林萱,石玉敏,庞丹,等.湿法提纯金工艺的改进[J].黄金,1997,18(5):39-40.
[4] 梁正霖.水合肼湿法还原金试验研究[J].有色冶金设计与研究,2012,33(4):14-16.
Experimental study on gold recovery from gold fulminate
cleaning wastewater in cyanide-free electroplating
Xu Jianying,Ding Zhichao,Wang Bingqiang,Wang Shaojuan
(Shandong Zhaojin Gold & Silver Refinery Co.,Ltd.)
Abstract:In cyanide-free electroplating process,the preparation of gold fulminate generates much wastewater that contains a large amount of gold worth recovering.With hydrazine hydrate used as reducing agent,the influence of pH,reaction temperature,reaction time and hydrazine hydrate dosage on the gold recovery is studied,based on which pilot test is carried out under optimal conditions.The results show when hydrazine hydrate reduction is used to recover gold from gold fulminate cleaning wastewater,the gold concentration in the treated wastewater decreases to 0.25-0.41 mg/L,the gold recovery is 97.93 %-99.13 %.Besides gold recovery improvement,the process greatly improves working environment and effectively protects the health of employees.
Keywords:gold fulminate cleaning wastewater;gold;cyanide-free electroplating;hydrazine hydrate;gold recovery rate
