管道焊接数据库的建立与管理实践
2022-03-27武洋
武 洋
中化二建集团有限公司 山西太原 030021
近年来在快速发展的化工、炼油建设项目中,应用新技术不断产生更优秀和更适用的产品。业主对工期的要求越来越严格,对施工企业提出了新的课题。要达到业主制定的进度目标,除了编制合理的各专业进度计划,协调好各层级进度计划的关系外,对关键专业上关键工作的进度进行高效管控,成为实现进度目标的最主要的方法。项目整体工期目标的实现往往需要安装工程“抢”出来,尤其是在安装工艺管道中要“抓、抢、赶”。让工艺管道安装工作一直都处于无缝衔接的状态,成为整个安装工作中的重点、难点。要保证工艺管道安装的进度和质量,焊接工作的进度和质量又是其核心,也是需要持续关注和控制的难点。此时,建立和管理焊接数据库,统筹管道焊接工作至关重要。除了要对现场焊接质量进行管控外,还要在进度上运用统计的方法使整个管道焊接工作有序、高效的进行,并一直处于项目的掌控之下。
某石化公司4000 万t/ a 炼化一体化项目一、二期互联互通管道安装工程,其施工内容为一期与二期互通管廊工艺管道安装。在焊接过程控制方面总结了具有广泛推广应用价值的管理办法,尤其是焊接数据库的建立,对现场管道安装的进度、质量、费用控制起到了关键作用。
1 焊接数据库的建立
1.1 焊接数据库的作用
焊接数据库是通过将施工现场工艺管道安装过程中管线的焊口信息、焊接信息、热处理信息、无损检测委托情况、试压包划分等信息集成在一个EXCEL 表格中,并通过对这些基础数据的筛选和分析,获得工程焊接日期、焊接进度、焊接质量、焊接一次合格率、焊工一次合格率等信息的基础数据库。
数据库可真实地反映出整个施工现场焊接的总工程量及项目组织施工人员、机具,为现场管理提供相对准确的信息。安装工程焊接工作量的及时准确的统计,对项目在工艺管道安装的各时段施工队伍数量及安装施工人员的统筹控制起着重要作用。
数据库采用电脑制作模板,可批量统计、筛选信息。其作为工艺管道安装的过程控制手段,为管道焊接控制提供依据。
1.2 焊接数据库的主要内容
焊接数据库包含管线号及主项号、管道规格、焊口编号、管道材质、焊工号、焊材牌号、焊接日期、无损检测委托、返修及扩拍、热处理、焊口达因数、试压包等信息。
1.3 焊接数据库的建立与信息完善
项目技术员根据设计院给的管道轴侧图,将每页单线图进行焊口号预编(图1);再将所有焊口信息录入数据库,形成焊接数据库初版。
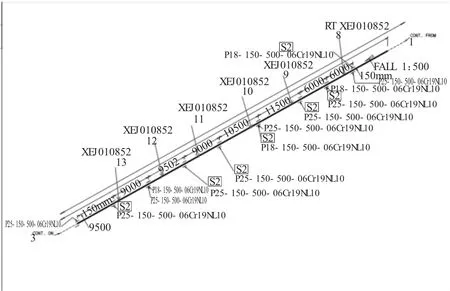
图1 管道轴测图
(1)随着现场施工进展,派专职人员更新数据库;
(2)根据无损检测,每天及时更新无损检测信息;
(3)根据焊缝返修卡,及时录入返修及扩拍等无损检测信息;
(4)完善管道的热处理信息,统计热处理时间汇总;
(5)完善管道系统试压包划分信息,作为试压条件的参考依据。
2 焊接数据库的管理
在某石化公司4000 万t/ a 炼化一体化项目一、二期互联互通管道安装工程的施工中,每天根据现场实际焊接情况,完善记录当天的焊接数据库。在下班之前将统计完成的焊接数据库传送给业主和监理,通报每天的焊接进度和质量情况。由于焊接数据库的管理得当,浙江省舟山市特种设备检查研究院对该项目的压力管道安装给予了高度评价和肯定。
2.1 管道单线图的焊口编制
(1)每条管线预编焊口时按同一顺序号进行编号;
(2)由于管廊直管段比较长,单线图中碳钢管直管段标注长度超过12m 的管线或者不锈钢管长度超过6m时,应加标注一个焊口编号;
(3)在预编过程中,应对承插焊焊口及对接固定焊口进行区分,通常在承插焊焊口前加后缀“S”区分,固定口前加后缀“G”区分。
(4)施工人员在实际施工过程中如遇到与预编图纸不一致仍需增加焊口的情况(例如管道长度不够需增加短节),需通知项目技术员并经技术人员核实后增加。如“23#”焊口后需增加焊口编号可采用“23Z1#”,且增加的焊口信息应及时在图纸上标注,并及时更新数据库。
2.2 焊接数据库更新编制
(1)工艺管道开始施工前,发到施工队(班组)的单线图须为包含预编焊口信息的图纸。
(2)施工队作业前,技术员应组织施工班组进行技术交底。除技术方面的交底外,还应包含如何填报管道焊接工作记录(SH/ T3503- J415),如何对现场焊口实物进行标识等。焊口标识应包含管线标号、焊口编号、焊工代号、规格型号、管道材质、焊接日期、热处理、无损检测等信息,做到焊接数据具有可追溯性。
(3)施工班组每天上报焊接工作记录到分管技术员后,由主管技术员负责现场核实,签字后交由专职人员录入更新焊接数据库。施工人员在施工焊接工作记录填写过程中,尤其应注意焊接位置的准确填写。焊接数据库录入时应在焊口后加后缀“G”,以表示该焊口为固定焊口。固定焊口的标识对技术员下达无损检测委托单具有重要意义,有助于准确判定某条管线固定口检测比例是否满足规范要求。
2.3 无损检测信息录入编制
无损检测委托一式三份,检测单位、专职管理员、技术员各一份,根据委托书当天更新。当焊口出现返修后,要及时录入一次返修、二次返修片数及扩拍焊口委托号。无损检测数据的录入具有以下重要的意义:
(1)录入后,通过焊接数据的筛选拍片数及一次返修、二次返修片数能够及时统计出管道安装过程中“总体焊接一次合格率”、“焊工一次合格率”。当总体焊接合格率达不到业主规定及合同要求时,应及时予以调整。每月根据“焊工一次合格率”统计情况对焊工(或者该名焊工所在施工班组,因管工对口错边量较大也可能造成部分焊口不合格)进行奖惩,对焊接合格率较高的焊工班组予以奖励,对焊接合格率较低焊工班组进行处罚,合格率特别低的予以清除出场。通过焊工奖惩制度的实施,促进焊工的责任心和焊接水平的提高,提高整体焊接合格率。
(2)无损检测数据的录入对管道安装完成后的管道试压工作具有指导性意义。通过管道试压包的划分,将管线的试压包号录入数据库。通过筛选某条试压包,可检查此试压包无损检测比例是否已经达到规范要求,对已达到规范要求的管道试压包系统优先进行管道试压。如没有达到规范要求比例,则可根据试压进度计划查找需要优先进行无损检测的焊口,并标注为“黄金焊口”。对“黄金焊口”优先进行无损检测,并视为管道试压前及无损检测工作中的关键工作。
2.4 热处理编制
焊口的热处理信息应及时录入数据库。可根据需要热处理焊口的总焊口数计算热处理工作的总时间,再对比管道安装进度计划,安排满足进度需求的热处理人员及机具。热处理日期、曲线编号等信息的录入,对“热处理报告”的出具也具有重要的指导作用。
2.5 试压包编制
试压包划分后,要将每条管线的试压包号信息录入数据库。通过对试压包号的筛选,判断试压包划分是否存在漏掉的管线,从而确定某个试压包包含的管线焊接、无损检测和热处理工作是否全部完毕。并据此安排试压工作计划,指导现场施工。试压包封面及目录见图2。
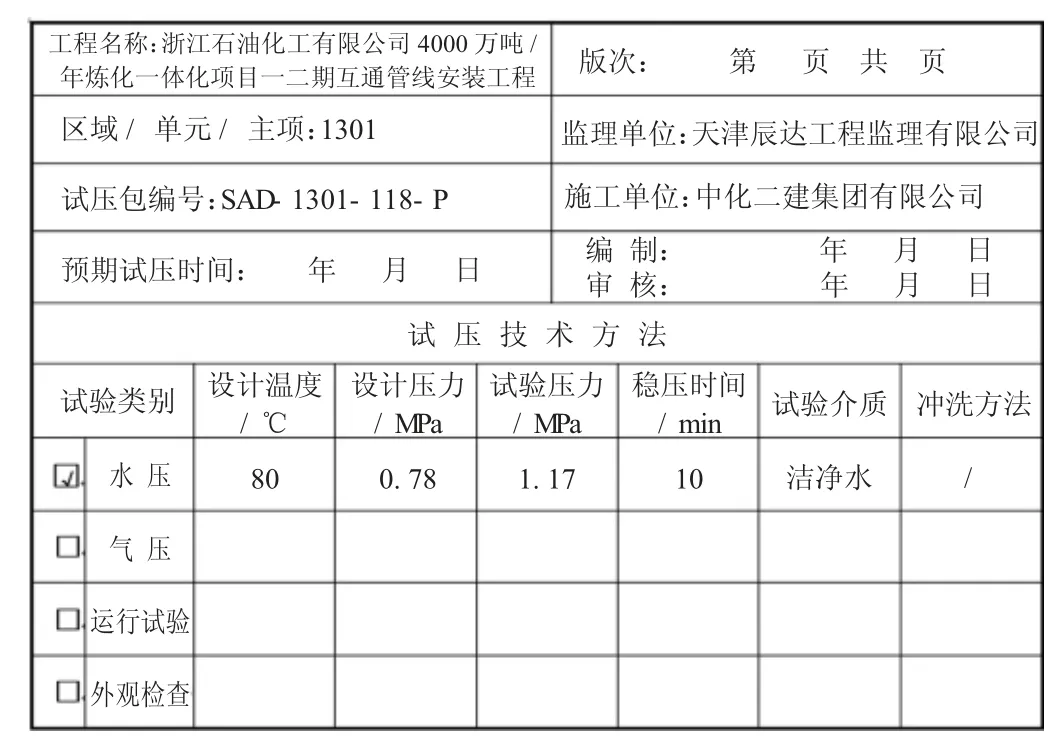
图2 管道试压包封面
3 实践经验
(1)由于初期数据库建立的工作量非常大,应由项目技术负责人(或项目总工)亲自组织技术人员实施。在收到图纸后,尽快将焊口在轴测图标注完毕,并将焊接信息录入数据库以及时指导现场施工。
(2)施工过程中要求各施工班组填报焊接记录,并当天上报。由项目设定的专职人员进行数据库更新,并对焊接数据库内容填写,保证录入数据的准确性,每天下班前给业主与监理通报一次。
(3)实时统计整个项目和任意分组的当期和累计焊接质量,获取宏观质量信息,为分析影响质量方面提供准确、有效的手段。
(4)通过每日完成的合格焊接量对施工队进行考核,督促施工队提高工作效率和水平,并将合格的焊接工作量作为支付进度款的参考依据。
(5)技术员对焊接记录每天到现场核实一次,并与数据更新人员及时沟通,以免信息积压和数据失真。
(6)技术员对无损检测合格情况进行检查,作为考核焊工作业技能的重要依据。统计焊接合格率,查找问题和改善焊接质量,及时统计发现焊接返修、扩探工作的进展,防止质量管理出现漏洞。
4 结论
在某石化公司4000 万t/ a 炼化一体化项目一、二期互联互通管道安装工程实践中,通过管道焊接数据库的建立,运用统计的方法使整个管道安装阶段的工作有序进行,全面掌控工艺管道的安装情况。
通过焊接数据库在工程中的应用,使得安装技术人员在工艺管道的安装工作条理清晰,施工班组焊接分工明确合理,保障了管道安装的质量和进度,大幅度提高了管理工作效率,也节约了施工成本、减少了施工周期,对同行业具有良好的借鉴作用。所以焊接数据库的管理方法值得借鉴、推广和进一步完善。