五层共挤阻隔膜的制备与性能研究
2022-03-25曹志峰赵立品马百钧
曹志峰,赵立品,何 汀,马百钧*
(崇州君健塑胶有限公司,成都 611200)
0 前言
近年来,透明高阻隔膜因阻隔性能优异、透明度好、使用方便、力学性能好等优点,在市场上广泛应用于食品、药品、化学品等产品包装[1-2]。目前我国高阻隔膜市场的主流产品主要有5类:聚乙烯醇(PVA)涂布高阻隔膜、聚偏二氯乙烯(PVDC)高阻隔膜、EVOH高阻隔膜、聚酰胺(PA)高阻隔膜和无机氧化物蒸镀薄膜[3-5]。其中EVOH高隔膜是通过多层共挤加工而成,具有非常好的阻氧性能、透明性和加工性能,在生鲜食品和干果包装中应用广泛[6-9]。
EVOH为半结晶型热塑性树脂,含有大量极性羟基,正是由于EVOH的半结晶特性和极性,致使非极性的氧气在其内部扩散极其困难。EVOH的氧气阻隔性很好,但也存在阻水性差,在高湿环境中阻氧性能会降低的缺点。一般通过设计多层结构,将EVOH作为中间层,用阻湿性好的聚烯烃作为内层和外层获得多层共挤膜,以改善其在高湿环境中的气体阻隔性。通过调研可知,研究EVOH与聚乙烯(PE)共挤阻隔膜报道较多[10],而关于EVOH与聚丙烯(PP)共挤阻隔膜的研究几乎没有。PP与PE相比,具有更好的拉伸性能和耐热性能。本文以EVOH为阻隔层、马来酸酐接枝聚丙烯(PP-g-MAH)为粘接层、均聚聚丙烯(PP-H)为外层、共聚聚丙烯(PP-R)为热封层,通过5层下吹水冷薄膜吹塑机制备了5层共挤阻隔膜,并对其力学性能和阻氧性能进行了研究,以期为其生产和应用推广提供数据支撑。
1 实验部分
1.1 主要原料
PP-H,HD800CF-11,奥地利北欧化工;
PP-R,SCF-750D,韩国乐天化学株式社会;
PP-g-MAH,OREVOC18722,法国阿科玛公司;
EVOH,EV3251F,中国台湾长春石油化学股份有限公司。
1.2 主要设备及仪器
差示扫描量热仪,DSC1,瑞士梅特勒-托利多公司;
5层共挤下吹水冷薄膜吹塑机组,MX5B-600Q-C,广东金明精机股份有限公司;
电子万能试验机,AGS-X;日本岛津公司;
压差法气体渗透仪,VAC-V2加装SHG-01湿度发生装置,济南蓝光机电技术有限公司;
水蒸气透过率测试仪,W3/060,济南蓝光机电技术有限公司;
熔体流动速率测仪,SRZ-400E,长春市智能仪器设备有限公司;
金相显微镜,ECLIPSELV150N,日本尼康株式会社;
热封仪,GST-S3,济南蓝光机电技术有限公司。
1.3 样品制备
采用环模挤出吹塑工艺制备了5层共挤阻隔膜,由内向外依次记为内层、次内层、中层、次外层和外层。EVOH吹膜前80℃干燥12 h备用,其他树脂直接使用。如表1所示,将4种原料分别放入对应的挤出机中,调整挤出机参数、模头参数及其他参数制备5层共挤阻隔膜,通过调节牵引速率和挤出机螺杆转速调节薄膜总厚度及各层厚度。
1.4 性能测试与结构表征
树脂的熔融和结晶性能:温度范围如表2所示,以10℃/min的升温速率升到指定温度,恒温5 min,然后以10℃/min速度降温,得到试样的熔融温度和结晶温度。
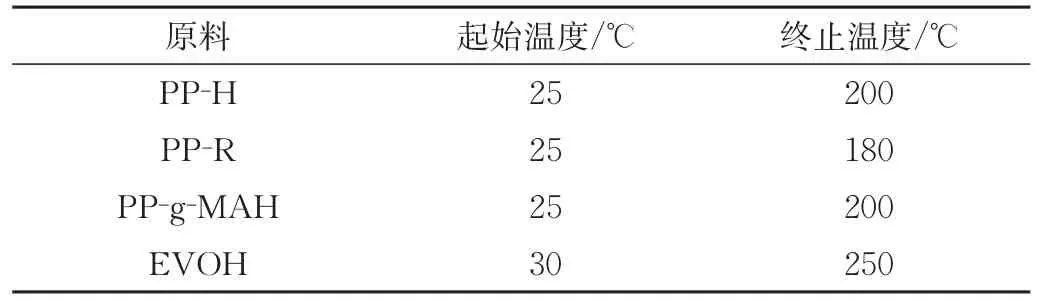
表2 树脂进行DSC测试的起始温度和终止温度Tab.2 Start and end temperature for DSC test of the resins
熔体流动速率(MFR)测试:采用用熔体流动速率测试仪,测试在不同温度下,负荷2.16 kg时的熔体流动速率。
阻隔膜拉伸强度测试:取适量膜材,按照拉伸性能测试法(YBB00112003—2015)进行测试,试样选择Ⅱ型哑铃形(平行部分宽度为6 mm、长度为33 mm),拉伸速率为 500 mm/min[11]。
阻隔膜热合强度测试:将膜材在热封仪上进行热合,从热合中间部位取平行部分宽度为15 mm的半哑铃形试样5条,室温下放置4 h以上,在万能试验机上测试,拉伸速率选择300 mm/min。
阻隔膜氧气透过量分析:取阻隔膜适量,按照气体透过量测定法(YBB 00082003—2015)第一法(压差法)测试。
阻隔膜水蒸气透过量分析:取阻隔膜适量,照水蒸气透过量测定法(YBB00092003—2015)第一法测试,温度为(38±0.5)℃,相对湿度为(90±2)%。
显微镜分析:取阻隔膜适量,切成适宜厚度,置显微镜下观察,测量标记每层厚度,并拍照保存图片。
2 结果与讨论
2.1 树脂性能表征
2.1.1 树脂的熔融与结晶
多层共挤膜是将原料树脂分别加入不同挤出机中,加热熔融挤出,通过各自的流道在模头汇合,然后吹胀、冷却、收卷而成。EVOH为极性树脂,与非极性树脂聚丙烯的相容性不好,以PP-g-MAH作为粘接树脂可以提高EVOH和PP的相容性,保证膜材有足够的剥离强度。树脂的热性能对膜材的加工和热合温度具有重要的指导作用。图1为4种原料树脂的熔融和结晶曲线,从图中可以看出,4种树脂都有明显的熔融峰和结晶峰。作为中层树脂的EVOH,其熔融温度最高,峰值为183.4℃;次内层和次外层的原料树脂PP-g-MAH的熔融温度为151.4℃,外层原料树脂PPH的熔融温度为165.5℃,而内层树脂PP-R的熔融温度为130.3℃。内层树脂温度远低于其他层的熔融温度,可以确保热合过程中其他各层不被破坏。
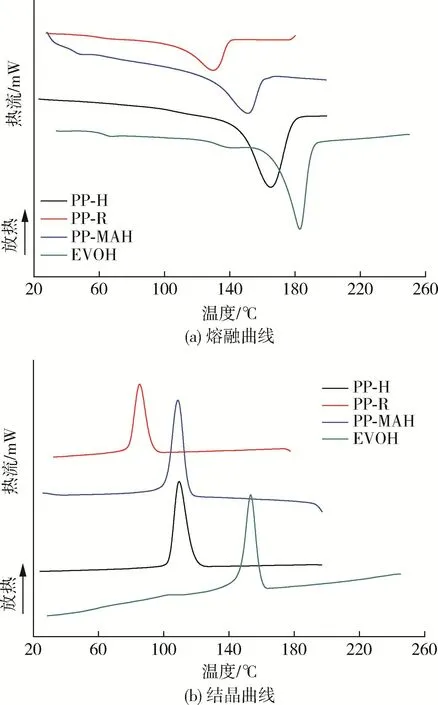
图1 4种树脂的DSC曲线Fig.1 DSC curves of the 4 kinds of resins
2.1.2 树脂的熔体流动速率
熔体流动速率对膜材的加工工艺影响较大,熔体流动速率太大,则熔融树脂的黏度小,加工范围窄,加工条件难控制,树脂成膜性差;熔体流动速率太低,树脂流动性差,吹膜效率低,需要加工温度高。从表3可以看出,EVOH的熔体流动速率最小,190℃时只有1.6 g/10 min;随着温度升高,树脂的熔体流动速率增加。另外,熔体流动速率差异大,会增加加工难度。因此,在设定挤出机和模头温度参数时,除了保证高于熔融温度外,保持熔体流动速率相当也是很重要的。
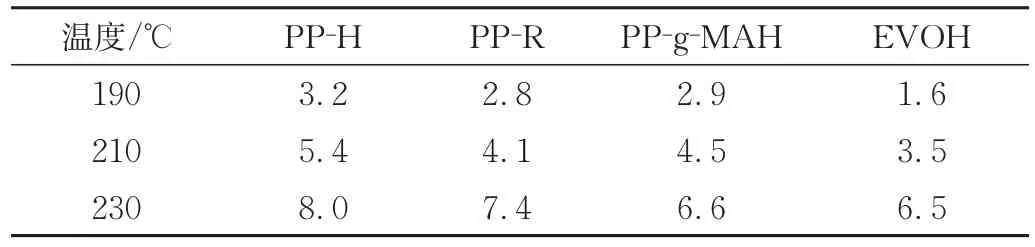
表3 树脂的熔体流动速率 g/10 minTab.3 Melt flow rat of various resins g/10 min
2.2 阻隔膜工艺条件确定
根据以上对4种树脂的热性能和熔体流动速率的测定与分析,确定EVOH的加工温度为195~230℃[6],并通过实践生产确定5层共挤阻隔膜的加工条件如表4~5所示,以保证膜材外观透明、光洁。挤出机螺杆转速如表6所示,牵引速率为6 m/min,阻隔膜宽度为400 mm。从表4~5可以看出,挤出机各段温度均高于树脂熔融温度,主要是由于结晶聚合物中包含相当数量的高分子链非晶部分,大分子运动需要达到黏流温度以上,因此加工温度高于树脂熔融温度[12-13]。而共挤出加工工艺需要树脂具备一定的熔体流动速率,实际应用中要根据熔体流动速率对加工温度进行调整。首先是保证各层树脂的熔体流动速率基本保持一致,有利于成膜并保证薄膜外观较好。在实践中,当次内层和次外层温度在190~220℃时,膜材外观呈磨砂状,外观较差。另外,升高粘接树脂PP-g-MAH的熔体温度,激活酸酐基团,才能发挥其粘接性能,增加粘接强度,因此PP-g-MAH的加工温度确定为190~230℃。
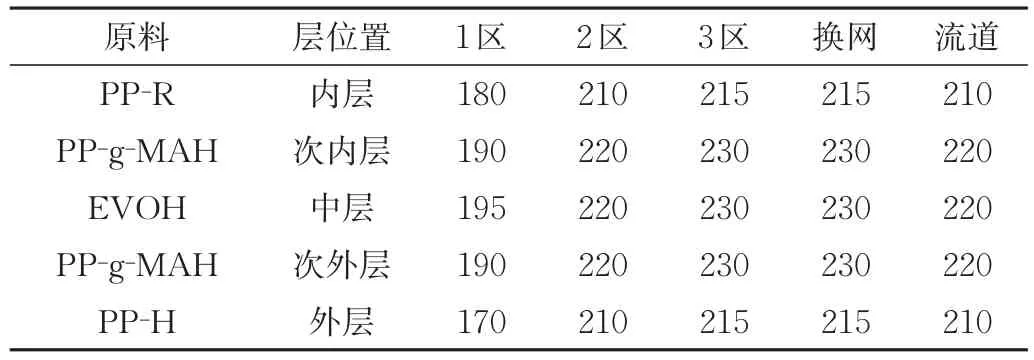
表4 挤出机温度设置 ℃Tab.4 Temperature setting of the extruder ℃
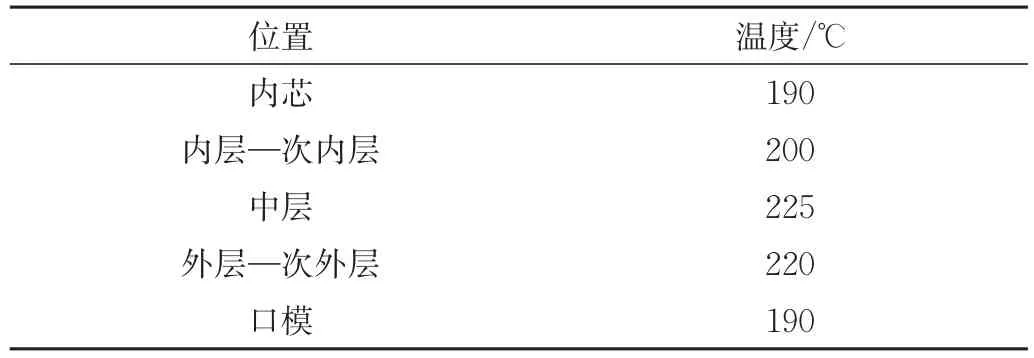
表5 模头温度设置Tab.5 Temperature setting of the die head
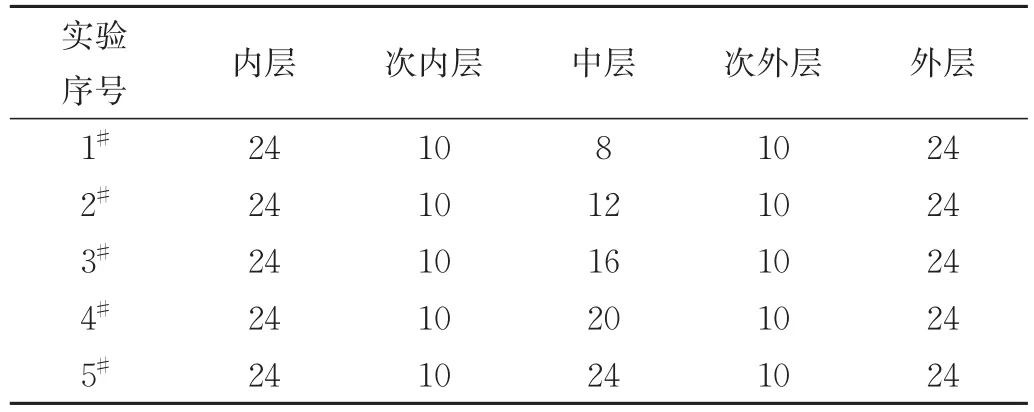
表6 挤出机螺杆转速设置 r/minTab.6 Rotation speed of the extruder r/min
2.3 5层共挤阻隔膜性能
2.3.1 阻隔膜结构分析
按表6挤出机螺杆转速进行吹膜,获得阻隔层厚度不同的5个阻隔膜样品,编号依次标记为1#~5#。通过显微镜对阻隔膜厚度进行测试,其总厚度控制在(105±10)μm,各层厚度如表7所示。随着中层挤出机螺杆转速增加,中层厚度增大。4#阻隔膜的显微镜照片如图2所示,从图中可以看出,5层共挤阻隔膜界限分明,5层结构清晰,各层厚度均匀。
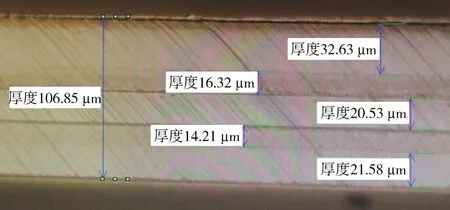
图2 4#阻隔膜的显微镜照片Fig.2 Microscope picture of barrier film 4#

表7 阻隔膜各层厚度 μmTab.7 Thickness of barrier films μm
2.3.2 阻隔膜力学性能分析
从表8所示可以看出,5个阻隔膜样品具有较好的强度和韧性,其纵向拉伸强度和横向拉伸强度都在30~32 MPa之间,断裂伸长率在470%~510%。结果表明,在考察范围内中层厚度的变化对膜材拉伸性能基本没影响,其原因在于中层厚度变化相对膜材总厚度影响较小。
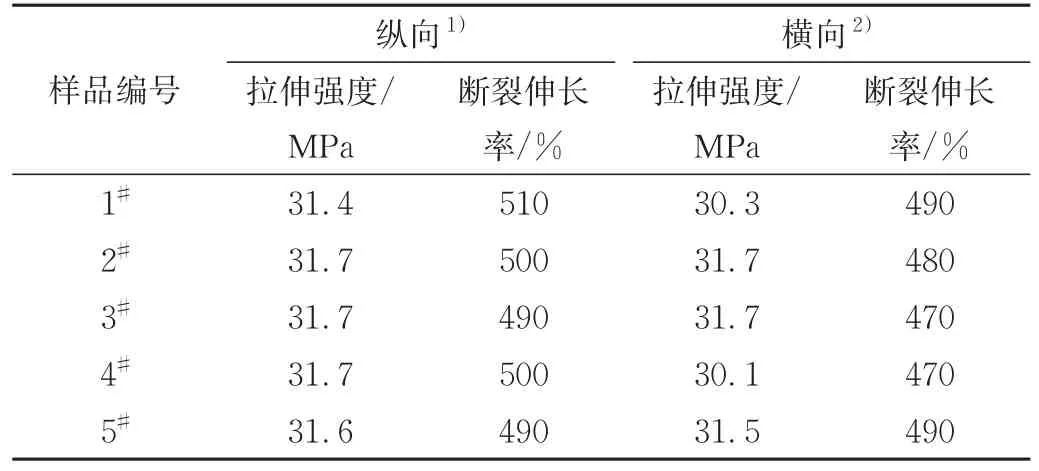
表8 5个阻隔膜样品的拉伸性能Tab.8 Tensile properties of the five barrier films
包装用阻隔膜一般作为包装袋来使用,因此,膜材的热合性能是评价其应用性能的另一个重要指标。在压力为0.4 MPa、时间为0.8 s,不同热合温度条件下4#阻隔膜的热合强度如表9所示。可以看出,在热合温度为145℃时4#阻隔膜的横向、纵向热合强度分别达到31和32 N/15 mm,150℃时分别为37和38 N/15 mm;继续升高温度,热合强度增加幅度很少,表明该阻隔膜具有较高的热合强度和较宽的热合窗口。

表9 不同热合温度条件下4#阻隔膜的热合强度Tab.9 Heat sealing strength of barrier film 4#
综上可知,制备的5层共挤阻隔膜力学性能和热合性能均较好,可在食品药品包装领域进行推广应用。
2.3.3 阻隔层厚度对阻氧性能的影响
5层共挤阻隔膜以PP为内、外层,其水蒸气透过量为3 g/(m2·d)左右,不同中层厚度阻隔膜的阻氧性能如表10所示(测试环境:温度为23℃、相对湿度为65%)。从表中可以看出,氧气透过量随着EVOH层厚度的增加而降低,当厚度达到20 μm时,氧气透过量达到0.4 cm3/(m2·d·0.1 MPa)。小分子化合物在聚合物中的渗透按照吸附—扩散机理进行,小分子首先吸附在聚合物表面,然后按照Langmuir方式吸附填充聚合物的自由体积孔洞,然后,小分子从聚合物的一个自由体积孔洞跃迁至另一个自由体积孔洞[14]。当厚度增加时,小分子在聚合物中的渗透路径延长,透过变得困难。
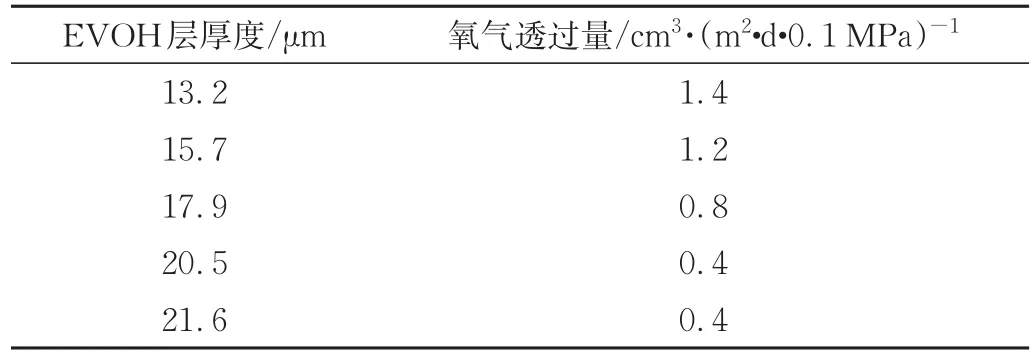
表10 不同EVOH层厚度阻隔膜的氧气透过量Tab.10 Oxygen permeability of barrier films with different EVOH layer thickness
2.3.4 环境条件对膜材阻氧性能影响
从表11可知,随着环境温度的升高,膜材的氧气透过量略微增大;随着相对湿度的增大,氧气透过量明显增大。氧气在树脂内的扩散速度是树脂阻氧性能好坏的关键,扩散主要发生在树脂的无定形部分,因此,树脂的结晶度越高,阻氧性越好。随着温度的升高,分子热运动增强,树脂的内聚能降低,自由体积孔洞增大,氧气在树脂内的扩散加快,阻氧性降低。在高湿环境中,水蒸气透过外层树脂进入EVOH层,而羟基容易吸收水分,造成氢键的键合能力降低,分子内和分子间氢键遭到破坏,链段活动能力增加,氧气在树脂内的扩散变得容易,阻氧性降低[15-16]。

表11 不同测试环境下4#阻隔膜的氧气透过量Tab.11 Oxygen permeability of barrier film 4#in different test environments
3 结论
(1)通过环模挤出吹塑工艺制备的不同EVOH层厚度的5层阻隔膜,膜材厚度均匀,阻隔膜具有较好的力学性能,拉伸强度在30~32 MPa之间,断裂伸长率在470%~500%,热合强度在37~38 N/15 mm之间;
(2)随阻隔层厚度的增加,阻隔膜的氧气透过量从 1.4 cm3/(m2·d·0.1 MPa)降到 0.4 cm3/(m2·d·0.1 MPa),然后基本保持不变;随着测试环境温度和相对湿度的升高,阻隔膜的氧气透过量明显增大,阻氧性降低。