网目调T恤衫丝网印刷工艺参数试验及结论
2022-03-25魏真
文 魏真
T恤在人类服装发展史中扮演了一个极为特殊的角色,它有别于其他服饰,是因为其重要的文化价值,如今,它已经突破服装的概念,代表着一种精神文化,是社会意识形态的一种独特反映。T恤衫的灵魂在于T恤衫表面印刷的图案[1]。T恤衫图案类型及印量的需求不同,其加工工艺也不同。
印量在1~5件,适用于数码喷绘工艺,其原稿可以是色块,也可以是连续调图案。其工艺缺点是单个印件成本高。印量在5~100件,适用于热转印工艺,其原稿可以是色块,也可以是连续调图案。其工艺缺点是单个印件成本较高,油墨层与底层布料不贴服。印量100件以上,原稿为色块,适用于染料印花工艺。该工艺为常见印花工艺,色层牢度高,耐迁移性好,单件成本低。其工艺缺点为印后加工复杂,色浆的配比难于掌握。印件100以上,原稿为连续调图案,适用于涂料印花工艺。该工艺最大特点为可以在纺织品上印刷网目调图案,色浆与布料贴服,有较高色牢度。该工艺缺点是分色工艺复杂,印刷后容易产生龟纹。本试验目的是测试连续调图案印量100件以上的丝网印刷工艺参数,图像内容如图1所示。
实验条件
实验器材
实验主要器材如表1-1所示。
对环境参数的要求
由于影响印刷质量的因素很多,为了保证实验结果的精确性,在实验过程中应保持网距、环境温湿度、油墨等参数的一致性。
制版参数的选择
用于印刷网目调的丝网印版所用的丝网其质地、抗张强度、网目数等参数都有较为严格的要求。
1.丝网目数的选择
丝网目数的选择与客户的要求及图案的质量有很大关系。丝网的目数一般可以选择300目,350目,380目,420目四种,选择四种目数的根本原则是要求的图像的清晰程度。丝网目数一般为加网线数的四倍以上,这样会避免出现龟纹。但是从过墨量上考虑丝网目数不宜选择太高。一般T恤衫印刷采用的丝网目数为300目。
2.绷网张力的确定
绷网张力的测量方法为五点测量法,使用黄染色丝网,铝网框,绷网角度90°,采用30min绷网法,张力达到22N/cm,且各版张力一致。
绷网方法:
①使经纬张力同时绷紧至规定数值的一半;
②稳定60s;
③再使张力增加2~4N/cm,停顿60s;
④再增加张力2~4N/cm,以此操作至张力值;
⑤稳定15min再次绷至标准张力值,但30min绷网法的张力在24h后可能会损失6%~10%,其主要发生在最初的4h之内,因此应最少稳定4~8h后再进行晒版。
本次所做印版使用涤纶丝网,其额定张力值为22N/cm,具体测试数据如下表:

表1-2 初次绷网张力数据Table1-2 The initial stretching tension data

表1-3 二次绷网张力数据Table1-3 The second stretching tension data

表1-4三次绷网张力数据Table1-4 The third stretching tension data

表1-5 四次绷网张力数据Table1-5 The forth stretching tension data

表1-6 五次绷网张力数据Table1-6 The fifth stretching tension data

表1-7 六次绷网张力数据Table1-7 The sixth stretching tension data
3.版膜厚度的确定
版膜厚度与过墨量的关系很密切,如果版膜厚度过薄,过墨量小,图像细微的地方可能不能呈现,细小的线条容易断,小的网点不容易转移到承印物上;版膜厚度过厚,过墨量过大,会造成承印物上油墨的断面出现斜坡,进而影响图文的精度。
版膜厚度的确定原则有以下几个:①涂布及干燥时间;②图像精度;③晒版时间;④耐印率。实验中版膜厚度与上述几项的关系如下表所示:

表1-8 版膜厚度的确定Table1-8 The film thickness determined
由以上数据可以看出,版膜涂布的越厚所用工时越长,其干燥越困难。而干燥时间长了,很容易造成感光胶由于感热而引起的硬化,造成网点不能显现。综合耐印率及网点还原的表现,版膜厚度定为15µm。
4.曝光时间的确定
曝光时间的确定借助于曝光时间测试卡。本测试卡由五部分组成,分别是底卡部分、0.7系数部分、0.5系数部分、0.33系数部分、0.25系数部分。测试卡的使用方法很简单,避免了传统五段式测试法的繁杂过程。使用方法如下:首先参照其他制版工艺设定一个基本曝光值。该基本曝光值是通常曝光时间的2倍到3倍。对网版曝光显影后观察四个部分所处位置的版膜颜色。颜色越深表示曝光越不足。找到两个连续的颜色不变的色块,选值小的色块的系数。找到该系数后,用该系数乘以所曝光时间,得出的就是最佳曝光时间。
第一次实验中,使用膜厚为15µm的网版,曝光时间设定为280s,曝光后发现系数为0.5的位置与0.7及底板的颜色一样,因此可以确定最佳曝光时间为280*0.5=140(s),如果要进行更精确的测定,可以以200s为设定曝光时间,曝光后发现系数为0.7的位置与底板的颜色相同进行,因此最佳曝光时间为200*0.7=140(s),由两次实验可以得出该网版的最佳曝光时间为140s。

图3 曝光时间测试版
加网线数的确定
印刷效果的好坏与加网线数有很大关系。确定T恤衫印刷的加网线数的方法为,采用同一图案,采用不同的加网线数进行印刷并保持其他工艺参数不变。
对该图案的加网线数采用20线/in、30线/in 、35线/in、40线/in、50线/in、60线/in、70线/in、80线/in、90线/in、100线/in。对相同图案的比对就可以看出其最佳加网线数了。其最佳加网线数为40线/in。
加网的同时,要注意加网角度同胶印的加网角度有所区别。因为丝网印刷有丝网网格的影响,更容易出现龟纹。
在避免龟纹的方面有以下一些经验:在印制半色调图案时,首先要保证所有生产变量的一致性;每次印制同样类型的产品时,应使用的网目数以及相同直径的网线;要确保丝网张力在±1~2N/cm范围内;如果随意更改工作参数,就会容易出错。因此,标准化是丝网印刷的关键,它有助于确定发生龟纹问题的范围。

图4 第一次曝光结果A

图5 第一次曝光结果B

图6 第二次曝光结果A
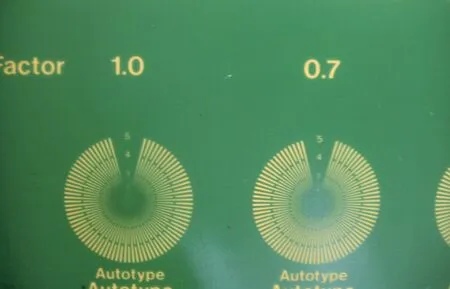
图7 第二次曝光结果B
在印刷过程中这是极为普遍的问题。由于印刷用原材料大都有“准确”的规格特性说明,印刷工作大多是以特性说明来进行操作,但实际情况往往并非如此。比如,所注明的网目数值实际上是根据编织公制换算然后四舍五入至最接近5线/英寸而得出的。再有,半色调线数值只是在半色调角度为0°或90°时所取得的,而对于其他所有半色调角度来说,由于每英寸内网点数很少,线数就很少,所以不加注明。另外,在设备上,许多驱动照排机和喷墨印刷机的RIP(图像处理器)软件中根据许多设计程序已经设置好相关的角度范围。故在应用时应十分关注所用材料的真实规格和设备仪表的准确性,不能照本宣科、想当然。
花环模式实际上也是一种龟纹模式,但它是一种无害龟纹。当角度位于30°和60°并彼此相对时,花环形成。该模式组成的半色调图案美观大方、赏心悦目。如果两个角相隔45°,就极有可能准确地组成网点,形成有害龟纹。
因此,只要将三个主要的对比颜色(青色、品红和黑色)相互以30°角分开,就可形成花环模式。黄色为非对比色,可在其他任何颜色中的15°插入。
将平版印刷角度旋转4~8°在平版印刷中,一般从黄色开始将其置于0°,然后旋转15°设置为青色,45°为黑色,75°为品红。或者,经常将青色调至105°(确切为15°+90°),品红色调至165°(75°+90°)。而对于丝网印刷和柔性版印刷来说,将这些角度旋转4~8°是多年来应用实践且非常成功的方法。当然在旋转设置角度之前,应咨询相关的印前供应商和RIP(图像处理器)软件制造商,确定什么角度适合所要用的半色调线数。
这里有两组最常见的角度:一组是黄为5°,青为20°,黑为50°,品红为80°;另一组是黄为7.5°,青为22.5°,黑为52.5°,品红为82.5°。这两组角度均适合对比色印刷。但是当分色出片时,一定要记得先用量角器或角度测定仪验证校准旋转的角度位置。
网目网点比率(Mesh-dot-ratio)就是网版线数与半色调网点的比值。多年来,业内就这个比例理论争论不休,一般认为应是4:1或3.5:1。应该说,这个比值也只适于个别印品,不能以点带面。网目网点比值关系仅作为指导性参考,因为该比值受诸多因素的影响。例如,网版线数受其张力影响是一个连续变量。张力越大,每英寸中的线数越少。而对于半色调网点来说,半色调的线数只精确到色调值为50%,也就是一个完全形成网点和一个完全形成的空间共存。对于其他所有数值,半色调网点覆盖面积比实际标注的线数要少得多。
网布选择的好坏决定着网版网孔和网线之间对半色调网点干扰的大小。理论上讲:网线越细,受干扰的机会就越少。但在实际操作中,如果网线过细,该网目的印刷张力就会降低。一般来说,在选择网布时,最好是以给定的网目线数来选直径较细的网线(有时称为S线)。网目线数与网线直径的最佳组合是:300线/英寸的网目与直径为34μm的网线;380线/英寸的网目与直径为30μm的网线;420线/英寸的网目与直径为27μm的网线。这里强调一下,印刷用网布必须为平纹编织。
晒版的关键就是丝网版和阳图片必须在全真空状态下进行集成曝光。在全真空条件下,阳图片表面形成牛顿环。这种清晰可见的彩虹般纹理,说明阳图片和丝网印版已贴紧,阳图片完全与网版的感光乳层贴实。全真空可保证曝光充分,网版感光层受光均匀。晒版曝光的最大危害是过度曝光。过度曝光会出现晕影或不良的光散射现象,导致晒出的丝网版图文边缘参差不齐,网点形成残缺不全。另外,过度曝光还会导致丝网版改变网点的尺寸甚至丢失细小网点,从而很难确定龟纹产生的网点或色调比例。
实验结论
本实验以丝网印版工艺参数为研究对象,根据丝印工艺原理分析了加网角度、加网线数、版膜厚度、曝光时间、丝网等影响印版质量的参数。论文通过曝光时间测试卡来确定最佳曝光时间保证了晒版质量,排除了因晒版质量问题而影响后续实验结果准确性。设计了适用于进行网目调丝网印刷工艺参数研究的测试版,得出了丝网参数与阶调再现的关系。对丝印过程中不可避免的龟纹问题进行了研究,得出了加网角度的配置以及合理的目/线比范围。
主要结论:
1.太平桥DS-1型双组份重氮感光胶的最佳曝光时间为140s。目前可以采用曝光计算器法与分级曝光法来确定最佳曝光时间,网印企业要想节约时间提高生产效率,可以采用曝光计算器法来确定所用感光胶的最佳曝光时间。
2.丝网参数决定了网印所能再现的最小亮调以及最小暗调网点,每种不同几何参数的丝网都有其能再现的阶调范围。企业在选择丝网参数时,可以根据软片的加网线数以及阶调范围,来计算所要复制的最小亮调网点,而后根据网印分辨力得出所选择丝网是否满足要求。
3.加网线数的选择:加网线数越高,网点扩大越严重,且同一网点百分比下的网点尺寸越小,容易出现网点丢失现象,影响阶调再现。因此,在满足观视距离的前提下,丝网印刷的加网线数越小越好。
4.目/线比的选择:可在3.5~4.7范围内综合选择,这主要与所需复制的阶调范围有关,若要保证极细小网点的转移,可使用较大的目/线比值,只要加网角度选择正确,就不会出现较明显的龟纹,最终印刷效果如图8所示。

图8 最终印刷效果
通过本次实验发现:
1.将现代特种印刷技术应用到纺织图案的设计与输出中,大大促进了纺织印染行业向数字化的发展,为纺织图案设计与输出开辟了一个凸显个性化的新途径,极大地推动了纺织印染行业的发展。涂料印花技术在纺织行业的应用,将带给T恤衫印刷以无限发展的可能,涂料印花技术的应用正在成为纺织印染行业经济增长的新亮点。
2.数字输出技术与数字化印前设计技术把涂料印花技术同纺织品图案的设计有效地结合起来,使纺织品的生产实现了个性化、小批量、数据可变的生产模式。
3.数字化技术的发展提高了涂料印花的设计效率和生产效率,体现了纺织工艺、图案艺术设计的新特性和新理念,革新了传统的纺织品图案设计方法,丰富了设计内容和设计素材。
